摆轮游丝机构及其制造方法、机芯、机械式钟表与流程
1.本发明涉及一种摆轮游丝机构、机芯、机械式钟表以及摆轮游丝机构的制造方法。
背景技术:
2.在专利文献1中,公开了在机械式钟表中,对硅晶片等非晶体材料或晶体材料进行微细机械加工,制造调速器用的游丝。
3.在专利文献1中,由此,能够使游丝成为格罗斯曼(grossmann)型的形状,从而能够改善等时性。
4.专利文献1:日本特开2013-15534号公报
5.然而,在专利文献1中,为了制造金属制的游丝,需要应用liga技术来形成与游丝的期望轮廓对应的模具。因此,在专利文献1中存在无法容易地制造金属制的游丝的问题。
技术实现要素:
6.本公开的摆轮游丝机构具有:摆轴,其旋转自如地支承于支承部件;内桩,其固定于所述摆轴;以及金属制的游丝,其固定于所述内桩,所述游丝具有:内端部,其固定于所述内桩;第1卷绕部,其从所述内端部起连续地形成,沿着格罗斯曼型的形状形成;以及第2卷绕部,其从所述第1卷绕部起连续地形成,沿着阿基米德曲线形成,所述内桩具有:固定部,其固定所述游丝的所述内端部;以及外周形状部,其配置于与所述第1卷绕部的内表面相对的位置处,用于将所述第1卷绕部形成为格罗斯曼型的形状。
7.本公开的机芯具有所述摆轮游丝机构。
8.本公开的机械式钟表具有所述机芯。
9.本公开的摆轮游丝机构的制造方法是具有以下部分的摆轮游丝机构的制造方法:摆轴,其旋转自如地支承于支承部件;内桩,其固定于所述摆轴;以及金属制的游丝,其内端部固定于所述内桩,在该摆轮游丝机构的制造方法中,具有以下工序:沿着阿基米德曲线形成所述游丝;将所述游丝的所述内端部固定于所述内桩;以及使用所述内桩的外周形状部将所述游丝的从所述内端部到规定的长度为止的区间形成为格罗斯曼型的形状。
附图说明
10.图1是表示一个实施方式的机械式钟表的主视图。
11.图2是表示所述实施方式的机芯的主视图。
12.图3是表示所述实施方式的摆轮游丝机构的主视图。
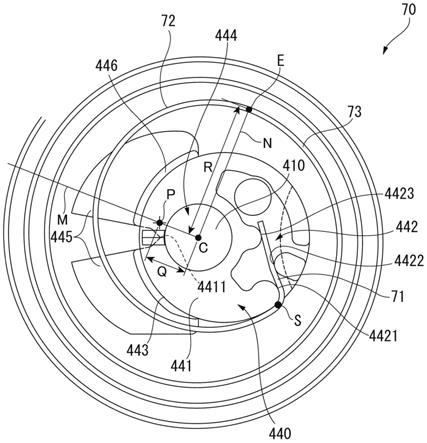
13.图4是将图3的一部分放大后的主视图。
14.图5是表示所述实施方式的内桩的剖视图。
15.图6是表示所述实施方式的内桩的立体图。
16.图7是表示游丝的制造方法的主视图。
17.图8是表示游丝的制造方法的主视图。
18.图9是表示游丝的制造方法的剖视图。
19.图10是表示游丝的制造方法的主视图。
20.图11是表示游丝的制造方法的主视图。
21.标号说明
22.1:机械式钟表;2:外装壳体;3:表盘;3a:日历小窗;4a:时针;4b:分针;4c:秒针;5:动力储备针;6:日期轮;7:表冠;10:机芯;11:底板;12:一号夹板;13:摆轮游丝机构夹板;21:条盒轮;23:三号轮;24:四号轮;25:擒纵轮;26:擒纵叉;27:调速器;30:手动上条机构;31:柄轴;32:离合轮;33:立轮;40:小钢轮;51:第1中间轮;52:第2中间轮;60:大钢轮;70:游丝;71:内端部;72:第1卷绕部;73:第2卷绕部;74:外端部;170:游丝材料;400:摆轮游丝机构;410:摆轴;420:摆轮;440:内桩;441:内桩主体部;442:固定部;443:外周形状部;444:摆轴插入孔;445:重心调整部;446:支承部;4411:薄壁部;4421:第1抵接部;4422:第2抵接部;4423:第3抵接部。
具体实施方式
23.[实施方式]
[0024]
以下,基于附图对本公开一个实施方式的机械式钟表1进行说明。
[0025]
图1是表示机械式钟表1的主视图,图2是表示机芯10的主视图。
[0026]
如图1、2所示,机械式钟表1是佩戴于用户的手腕的手表,具备圆筒状的外装壳体2。并且,在外装壳体2的内周侧配置有表盘3。外装壳体2的两个开口中的正面侧的开口被玻璃罩封闭,反面侧的开口被后盖封闭。
[0027]
另外,机械式钟表1具备:机芯10,其收纳于外装壳体2内;时针4a、分针4b、秒针4c,它们显示时刻信息;以及动力储备针5,其对基于机芯10所具备的未图示的发条的持续时间进行指示。
[0028]
时针4a、分针4b、秒针4c以及动力储备针5安装于机芯10的指针轴,由机芯10驱动。
[0029]
在表盘3设置有日历小窗3a,能够从日历小窗3a看到日期轮6。
[0030]
在外装壳体2的侧面设置有表冠7。表冠7能够从朝向机械式钟表1的中心被压入的0级位置拉出2级。
[0031]
若使表冠7在0级位置旋转,则如后所述,能够对发条进行上条。与发条的上条联动地,动力储备针5移动。本实施方式的机械式钟表1在将发条上满的情况下,能够确保约40小时的持续时间。若将表冠7拉至1级位置并旋转,则能够使日期轮6移动来对准日期。若将表冠7拉至2级位置,则秒针4c停止,若在2级位置使表冠7旋转,则能够使时针4a、分针4b移动来对准时刻。
[0032]
[机芯]
[0033]
机芯10具备底板11、一号夹板12、摆轮游丝机构夹板13。在底板11与一号夹板12之间配置有收纳有发条的条盒轮21、省略图示的二号轮、三号轮23、四号轮24以及擒纵轮25。另外,在底板11与摆轮游丝机构夹板13之间配置有擒纵叉26、调速器27等。并且,在本实施方式中,调速器27具备摆轮游丝机构400。
[0034]
[手动上条机构]
[0035]
手动上条机构30具备旋转自如地轴支承于一号夹板12的柄轴31、离合轮32、立轮
33、小钢轮40、第1中间轮51、第2中间轮52,将基于表冠7的旋转操作的旋转传递至大钢轮60,使大钢轮60以及条盒轴旋转而将发条上条。另外,小钢轮40由与立轮33啮合第1小钢轮41、和与第1小钢轮41一体旋转并与第1中间轮51啮合第2小钢轮42构成。
[0036]
[摆轮游丝机构]
[0037]
图3是表示摆轮游丝机构400的主视图。
[0038]
如图3所示,摆轮游丝机构400构成为具备摆轴410、摆轮420、内桩440、游丝70。
[0039]
摆轴410旋转自如地支承于底板11和摆轮游丝机构夹板13。另外,底板11和摆轮游丝机构夹板13是本公开的支承部件的一个例子。
[0040]
在摆轴410上固定有摆轮420、内桩440等,它们构成为一体地旋转。游丝70的内端部71固定于内桩440,外端部74固定于省略图示的外桩。外桩被固定于摆轮游丝机构夹板13。
[0041]
并且,在这样的摆轮游丝机构400中,若摆轮420以摆轴410为轴进行旋转,则伴随于此,内桩440也旋转,因此,游丝70的作用力作用于摆轮420,若该作用力与摆轮420的惯性力平衡,则摆轮420的旋转停止,通过游丝70的作用力,摆轮420向相反方向旋转。即,摆轮420以摆轴410为轴反复摆动。
[0042]
[游丝]
[0043]
图4是将图3的一部分放大后的俯视图。
[0044]
如图3、4所示,游丝70由金属制且板状的弹性材料形成,具体而言,由将柯艾里伐合金等制成板状的弹性材料形成,柯艾里伐合金是含有cr、ni、co等的合金。
[0045]
在本实施方式中,游丝70具备内端部71、第1卷绕部72、第2卷绕部73以及外端部74。
[0046]
内端部71是插入并固定于后述的内桩440的固定部442的部分。
[0047]
第1卷绕部72从内端部71起连续地形成。在本实施方式中,在从摆轴410的轴向观察的俯视时,第1卷绕部72沿着格罗斯曼型的形状形成。
[0048]
具体而言,在图4中,第1卷绕部72形成为重心位于与连接第1卷绕部72和第2卷绕部73的连接点e与摆轴410的中心点c的假想线段n垂直的假想线段m上,且重心处于假想点p,假想点p与摆轴410的中心点c之间的长度q满足以下的式(1)。
[0049][0050]
另外,在上述式(1)中,r是从摆轴410的中心点c到第1卷绕部72和第2卷绕部73的连接点e为止的假想线段n的长度。另外,l是从内端部71和第1卷绕部72的连接点s到第1卷绕部72和第2卷绕部73的连接点e为止的圆弧的长度,即第1第1卷绕部72的长度。
[0051]
在此,在本实施方式中,第1卷绕部72构成为长度l比后述的外周形状部443的长度稍短。
[0052]
第2卷绕部73从第1卷绕部72起连续地形成。在本实施方式中,在从摆轴410的轴向观察的俯视时,第2卷绕部73沿着阿基米德曲线形成。另外,在本实施方式中,在第2卷绕部73的最外周的中途形成有弯曲部722。
[0053]
外端部74从第2卷绕部73起连续地形成,并被固定为省略图示的外桩。即,游丝70的内端部71固定于内桩440,外端部74固定于图示省略的外桩。
[0054]
[内桩]
[0055]
图5是表示内桩440的剖视图,图6是表示内桩440的立体图。
[0056]
如图3~图6所示,内桩440固定于摆轴410。在本实施方式中,内桩440具备内桩主体部441、固定部442、外周形状部443、摆轴插入孔444、重心调整部445以及支承部446。
[0057]
内桩主体部441形成为大致圆柱状。而且,该内桩主体部441的外周面被设为外周形状部443。另外,在从摆轴410的轴向观察的俯视时,在内桩主体部441中的、从该内桩主体部441的中心位置偏心的部位形成有摆轴插入孔444。
[0058]
而且,在本实施方式中,在内桩主体部441形成有壁厚变薄的薄壁部4411。由此,在将摆轴410插入到摆轴插入孔444时,在内桩440固定于摆轴410时的扭矩过强的情况下,该薄壁部4411破裂,由此能够将该扭矩调整为适当的值。因此,使与摆钉(省略图示)的旋转相位一致,所以能够使内桩440相对于摆轴410旋转时的扭矩稳定。另外,在将摆轴410插入到摆轴插入孔444时的上述扭矩合适的情况下,薄壁部4411构成为不破裂。
[0059]
固定部442是对游丝70的内端部71进行固定的部位。在本实施方式中,固定部442具备第1抵接部4421、第2抵接部4422以及第3抵接部4423。
[0060]
第1抵接部4421在内端部71的靠第1卷绕部72侧的位置处与内端部71的一个面抵接。另外,第2抵接部4422在内端部71的大致中央部附近与内端部71的另一个面抵接。并且,第3抵接部4423在内端部71的内端侧的位置处与内端部71的一个面抵接。即,在本实施方式中,固定部442通过使第1抵接部4421和第3抵接部4423与内端部71的一个面抵接,第2抵接部4422与内端部71的另一个面抵接,利用第1抵接部4421、第2抵接部4422、第3抵接部4423将内端部71夹入,由此对内端部71进行了固定。
[0061]
如上所述,外周形状部443构成为圆柱状的内桩主体部441的外周面。即,外周形状部443在从摆轴410的轴向观察的俯视时呈圆弧状。并且,在本实施方式中,外周形状部443配置在与第1卷绕部72的内表面相对的位置处,构成为用于将第1卷绕部72形成为上述的格罗斯曼型的形状的形状。另外,关于使用外周形状部443使第1卷绕部72成为格罗斯曼型的形状的方法,在后面叙述。
[0062]
摆轴插入孔444是供摆轴410插入的插入孔。在本实施方式中,如上所述,在内桩主体部441中,摆轴插入孔444形成于从内桩主体部441的中心位置偏心的部位。
[0063]
重心调整部445是用于调整内桩440的重心的部件。
[0064]
在此,如前所述,由于摆轴插入孔444形成于从内桩主体部441的中心点c偏心的部位,因此内桩主体部441的重心与摆轴410的中心点c错开。因此,在使内桩主体部441以摆轴410为旋转轴旋转的情况下,在重心与旋转中心错开的状态下旋转。
[0065]
因此,在本实施方式中,重心调整部445与内桩主体部441一体地形成。具体而言,重心调整部445形成为使得内桩440的重心与摆轴410的中心点c一致。由此,在使内桩440以摆轴410为旋转中心旋转的情况下,能够防止内桩440的重心与摆轴410的中心点c错开。
[0066]
另外,在本实施方式中,重心调整部445在从摆轴410的轴向观察的俯视时,夹着内桩主体部441的薄壁部4411而形成于2处。
[0067]
在此,在本实施方式中,在从与摆轴410的轴向垂直的方向观察的侧视时,重心调整部445形成于在摆轴410的轴向、即内桩主体部441的厚度方向上与固定部442错开的位置处。由此,在使游丝70的内端部71固定于固定部442时,游丝70和重心调整部445配置于在内
桩主体部441的厚度方向上错开的位置处。因此,能够防止重心调整部445与游丝70发生干涉。
[0068]
支承部446与内桩主体部441一体地形成,在沿着格罗斯曼型的形状形成第1卷绕部72时,是支承游丝70的部位。关于支承部446对游丝70的支承的详细内容将后述。
[0069]
[游丝的制造方法]
[0070]
接着,对游丝70的制造方法进行说明。
[0071]
图7~图11是表示游丝70的制造方法的图。
[0072]
首先,如图7所示,沿着阿基米德曲线形成由金属制成且板状的弹性材料形成的游丝材料170。然后,使该游丝材料170的内端部固定于内桩440。此时,也可以预先将与图4所示的连接点s对应的部位附近弯折,然后将游丝材料170的内端部固定于内桩440的固定部442。
[0073]
接着,将固定有游丝材料170的内桩440安装于具备端子t的旋转台b。此时,在游丝材料170中,在将与固定于固定部442的内端部连接的部位、即游丝材料170的从固定部442伸出的部位夹入到外周形状部443和端子t之间的状态下,使旋转台b的突起部ba插入到内桩440的摆轴插入孔444中。
[0074]
接着,如图8所示,在由外周形状部443和端子t夹着游丝材料170的状态下,使旋转台b以旋转台b的突起部ba为旋转中心进行逆时针旋转。此时,如图9所示,以通过规定的载荷将游丝材料170按压于外周形状部443的方式操作端子t。由此,如图8所示,沿着外周形状部443卷绕游丝材料170。此时,游丝材料170的一部分被内桩440的支承部446支承。因此,能够抑制游丝材料170以在内桩主体部441的厚度方向上偏移的状态卷绕于外周形状部443。
[0075]
然后,如图10所示,一边使旋转台b以规定的旋转速度旋转,一边沿着外周形状部443卷绕游丝材料170中的从内端部到规定长度的区间。
[0076]
另外,本实施方式中,在俯视时,游丝材料170的沿着外周形状部443卷绕的区间的长度、即第1卷绕部72的长度构成为比外周形状部443的长度短。
[0077]
之后,若使端子t从游丝材料170分离,将内桩440从旋转台b卸下,则如图11所示,制造出具备沿着格罗斯曼型的形状形成的第1卷绕部72以及沿着阿基米德曲线形成的第2卷绕部73的游丝70。即,在本实施方式中,在游丝70的制造工序中,内桩440的外周形状部443用于将第1卷绕部72形成为格罗斯曼型的形状。
[0078]
另外,通过事先的试验等确认在端子t处按压游丝材料170的规定的载荷。即,以将沿着外周形状部443卷绕的游丝材料170的到规定的长度为止的区间形成为格罗斯曼型的形状的方式,设定上述规定的载荷。
[0079]
之后,将固定有游丝70的内桩440、摆轮420固定于摆轴410,制造出摆轮游丝机构400。
[0080]
[实施方式的作用效果]
[0081]
在这样的本实施方式,能够得到以下的效果。
[0082]
在本实施方式中,内桩440配置在与第1卷绕部72的内表面相对的位置处,具有用于将第1卷绕部72形成为格罗斯曼型的形状的外周形状部443。
[0083]
由此,通过沿着外周形状部443卷绕游丝70中的相当于第1卷绕部72的部位,能够使第1卷绕部72成为格罗斯曼型的形状。因此,即使不使用liga技术等,也能够将游丝70的
一部分形成为格罗斯曼型的形状,因此能够容易地制造等时性优异的金属制的游丝70。
[0084]
在本实施方式中,内桩440具有用于将内桩440的重心调整为摆轴410的中心位置的重心调整部445。
[0085]
由此,在内桩440中,即使将用于插入摆轴410的摆轴插入孔444设置在与内桩440的中心偏心的部位,也能够使内桩440的重心与摆轴410的中心一致。因此,能够抑制由于摆轴410的中心与内桩440的重心错开而产生的不良情况。
[0086]
在本实施方式中,外周形状部443构成为圆柱状的内桩主体部441的外周面。即,外周形状部443在从摆轴410的轴向观察的俯视时形成为圆弧状。
[0087]
由此,能够将用于使第1卷绕部72成为格罗斯曼型的形状的外周形状部443形成为简单的构造。因此,能够容易地进行内桩440的制造。并且,能够高精度地形成外周形状部443的形状,因此在使用该外周形状部443形成第1卷绕部72时,能够减少第1卷绕部72的形状偏差。
[0088]
在本实施方式中,在从摆轴410的轴向观察的俯视时,第1卷绕部72的长度构成为比外周形状部443的长度短。
[0089]
由此,能够将相当于第1卷绕部72的部位可靠地卷绕于外周形状部443,因此能够减少第1卷绕部72的形状偏差。
[0090]
本实施方式中,在摆轮游丝机构400的制造工序中,具有以下工序:沿着阿基米德曲线形成游丝材料170;将游丝材料170的内端部固定于内桩440;以及使用内桩440的外周形状部443将游丝材料170的从内端部到规定的长度为止的区间形成为格罗斯曼型的形状。
[0091]
因此,能够容易地将游丝材料170中的规定的区间形成为格罗斯曼型的形状。
[0092]
[变形例]
[0093]
此外,本公开并不限定于前述的实施方式,在能够实现本公开目的的范围内的变形、改良等都包含在本公开中。
[0094]
在所述实施方式中,固定部442构成为具备与游丝70的内端部71抵接的第1抵接部4421、第2抵接部4422、第3抵接部4423,但并不限定于此。例如,固定部可以构成为夹持游丝的内端部的槽部,或者也可以构成为将内端部激光焊接于固定部,只要构成为能够固定内端部即可。
[0095]
在所述实施方式中,重心调整部445与内桩主体部441一体地形成,但并不限定于此。例如,重心调整部也可以通过与内桩主体部不同的部件来设置。
[0096]
在所述实施方式中,外周形状部443构成为圆柱状的内桩主体部441的外周面,但并不限定于此,只要能够将第1卷绕部形成为格罗斯曼型的形状即可。
[0097]
并且,在游丝70伴随摆轮游丝机构400的旋转运动而收缩时,在由连接点s附近的接触状态变化引起的差率影响成为问题的情况下,也可以在外周形状部443中与连接点s相对的部位附近设置局部的退避形状。例如,在从摆轴410的轴向观察的俯视时,也可以外周形状部443设置不为圆弧而为直线状的退避形状。另外,也可以构成为在旋转台b上设置具有仅将连接点s附近形成为格罗斯曼型的形状那样的形状的部件。
[0098]
在所述实施方式中,在内桩主体部441形成有薄壁部4411,但并不限定于此。例如,内桩主体部不形成薄壁部的情况也包含在本公开中。在该情况下,也可以与摆钉的旋转相位一致地将摆轴插入到内桩的摆轴插入孔中。并且,薄壁部也可以设置于外周形状部中的
不卷绕第1卷绕部的部位。并且,也可以构成为,代替薄壁部,在外周形状部中不卷绕第1卷绕部的部位设置从摆轴插入孔沿着外周方向延伸的缝隙,在内桩与摆轴嵌合时,通过缝隙打开的弹性变形的反作用力,内桩与摆轴以稳定的保持扭矩被固定。
[0099]
[本公开的总结]
[0100]
本公开的摆轮游丝机构具有:摆轴,其旋转自如地支承于支承部件;内桩,其固定于所述摆轴;以及金属制的游丝,其固定于所述内桩,所述游丝具有:内端部,其固定于所述内桩;第1卷绕部,其从所述内端部起连续地形成,沿着格罗斯曼型的形状形成;以及第2卷绕部,其从所述第1卷绕部起连续地形成,沿着阿基米德曲线形成,所述内桩具有:固定部,其固定所述游丝的所述内端部;以及外周形状部,其配置于与所述第1卷绕部的内表面相对的位置处,用于将所述第1卷绕部形成为格罗斯曼型的形状。
[0101]
由此,通过沿着外周形状部卷绕游丝中的相当于第1卷绕部的部位,能够使第1卷绕部形成为格罗斯曼型的形状。因此,即使不使用liga技术等,也能够将游丝的一部分形成为格罗斯曼型的形状,因此能够容易地制造等时性优异的金属制的游丝。
[0102]
在本公开的摆轮游丝机构中,所述内桩也可以具有用于将所述内桩的重心调整为所述摆轴的中心位置的重心调整部。
[0103]
由此,在内桩中,即使将用于插入摆轴的插入孔设置在与内桩的中心偏心的部位,也能够使内桩的重心与摆轴的中心一致。因此,能够抑制由于摆轴的中心与内桩的重心错开而产生的不良情况。
[0104]
在本公开的摆轮游丝机构中,也可以是,在从所述摆轴的轴向观察的俯视时,所述外周形状部形成为圆弧状。
[0105]
由此,能够将用于使第1卷绕部成为格罗斯曼型的形状的外周形状部形成为简单的构造。因此,能够容易地进行内桩的制造。并且,能够高精度地形成外周形状部的形状,因此在使用该外周形状部形成第1卷绕部时,能够减少第1卷绕部的形状偏差。
[0106]
在本公开的摆轮游丝机构中,也可以是,在从所述摆轴的轴向观察的俯视时,所述第1卷绕部的长度形成为比所述外周形状部的长度短。
[0107]
由此,在游丝中,能够将第1卷绕部可靠地卷绕于外周形状部。因此,在使用外周形状部形成第1卷绕部时,能够减少第1卷绕部的形状偏差。
[0108]
本公开的机芯具有所述摆轮游丝机构。
[0109]
本公开的机械式钟表具有所述机芯。
[0110]
本公开的摆轮游丝机构的制造方法是具有以下部分的摆轮游丝机构的制造方法:摆轴,其旋转自如地支承于支承部件;内桩,其固定于所述摆轴;以及金属制的游丝,其内端部固定于所述内桩,在该摆轮游丝机构的制造方法中,具有以下工序:沿着阿基米德曲线形成所述游丝;将所述游丝的所述内端部固定于所述内桩;以及使用所述内桩的外周形状部将所述游丝的从所述内端部到规定的长度为止的区间形成为格罗斯曼型的形状。
[0111]
由此,能够容易地将游丝中的规定的区间形成为格罗斯曼型的形状。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1