用于监测铣床的方法和设备与流程
本发明涉及一种尤其是通过机器学习来监测铣床的方法和设备。
背景技术:
1、专利申请us 2016/091393 a1描述了一种用于预测和规划生产设施的方法或系统。为了检测刀具磨损,监测主轴的性能等。为了补偿工具磨损,主轴的性能以及因此其旋转速度增加。主轴性能的长期趋势是外推的,以便预测剩余的使用寿命。
2、专利申请us 2007/088550 a1描述了一种用于机器的预测性维护的方法。为此,记录与机器的运行有关的数据,例如振动、速度或电流。从该数据产生所谓的特征以便进行误差预测。
3、专利申请us 2004/179915 a1描述了一种机床。为了分析机床的行为,被称为特征变量的信号被记录在那里并被用作人工神经网络的输入变量。
4、us 8781982 b1描述了一种用于确定剩余使用寿命的方法和设备。为此,将运行数据馈送到人工神经网络中。运行数据可以是振动数据、声学数据和加速度数据。
5、此外,欧洲专利申请ep19166079和国际专利申请pct/ep2020/058069公开了通过人工智能监测铣削过程的方法和设备。
技术实现思路
1、铣削通常是用于生产具有几何限定形状的工件的切削制造工艺。在铣削过程中,通过使铣削工具或铣头围绕其自身轴线高速旋转来去除材料,同时铣削工具自身遵循待在工件上产生的轮廓或工件相对于铣头相应地移动。铣床可用于铣削不同的工件,尤其是也用于铣削印刷电路板。例如,可以通过铣削在电路板的导体轨迹表面之间产生分割线。在铣削过程中会产生大量的灰尘,从而在一定的运行时间之后铣轴会被卡住。在传统的铣床中,这种误差或故障仅在相应的误差(例如铣轴的堵塞)发生之后才被检测到。铣床在铣削过程中的故障会导致待制造物体的制造过程的显著延迟。此外,在该制造步骤中没有完成的工件在许多情况下是不合格产品,并且不能进一步加工或者可能需要测试其正常功能。在正在进行的制造过程中,铣床的停顿需要立即使用维护人员或服务技术人员来执行维护或修理措施。在许多情况下,这样的服务技术人员不是立即可用的并且必须提出请求。这可能导致工厂内整个生产线暂时停顿。
2、此外,例如取决于各个铣床的具体应用,铣床可以以不同的模式运行。例如,在生产线中,可以运行多个铣床,其中每个铣床的运行受到单独的条件的影响,例如取决于各个铣头的磨损。
3、因此,本发明的一个目的是提供一种用于监测铣削过程的方法和设备,该方法和设备预测在早期阶段由于受影响的铣削机器而导致的可能的故障,可以及时采取对策。也就是说,在铣床损坏之前。通过早期识别故障,可以将停止铣床的时间减至最少。本发明的另一个目的是能够独立于铣床的类型并且独立于铣床所使用的具体应用(例如工件生产)来监测铣床。
4、该目的通过以下方面实现。
5、根据第一方面,该目的通过一种监测铣床的方法来实现。该方法包括部署用于确定时间序列数据中的一个或多个异常的未经训练的机器学习模型的步骤。该方法还包括在铣床的运行期间,由未经训练的机器学习模型,优选地从为铣床供电的转换器获得表示铣床的铣头的旋转速度和铣床的至少一个另外的运行参数的第一时间序列数据,至少一个另外的运行参数优选地对应于电源电流或取决于铣床的电源电流。该方法还包括在铣床运行期间基于所获得的第一时间序列数据训练机器学习模型。该方法还包括在铣床的运行期间,由经训练的机器学习模型获得表示铣床的铣头的旋转速度和另一运行参数的第二时间序列数据。该方法进一步包含在铣削机器的运行期间由经训练的机器学习模型确定第二时间序列数据中的一个或多个异常。
6、根据第二方面,该目的通过计算机程序产品来实现。该计算机程序产品包括当被执行时执行第一方面的步骤的程序代码。
7、根据第三方面,通过优选地包括处理器和存储器的设备(例如,铣床、边缘设备和/或云平台)来实现该目的。该设备用于执行第一方面的步骤。
技术特征:
1.一种监测铣床(1)的方法,包括以下步骤:
2.根据前述权利要求所述的方法,包括以下步骤:
3.根据前述权利要求所述的方法,包括以下步骤:-去除所述第一时间序列(i,ii)数据中的在所述铣头的减速阶段与接连的加速阶段之间的数据点。
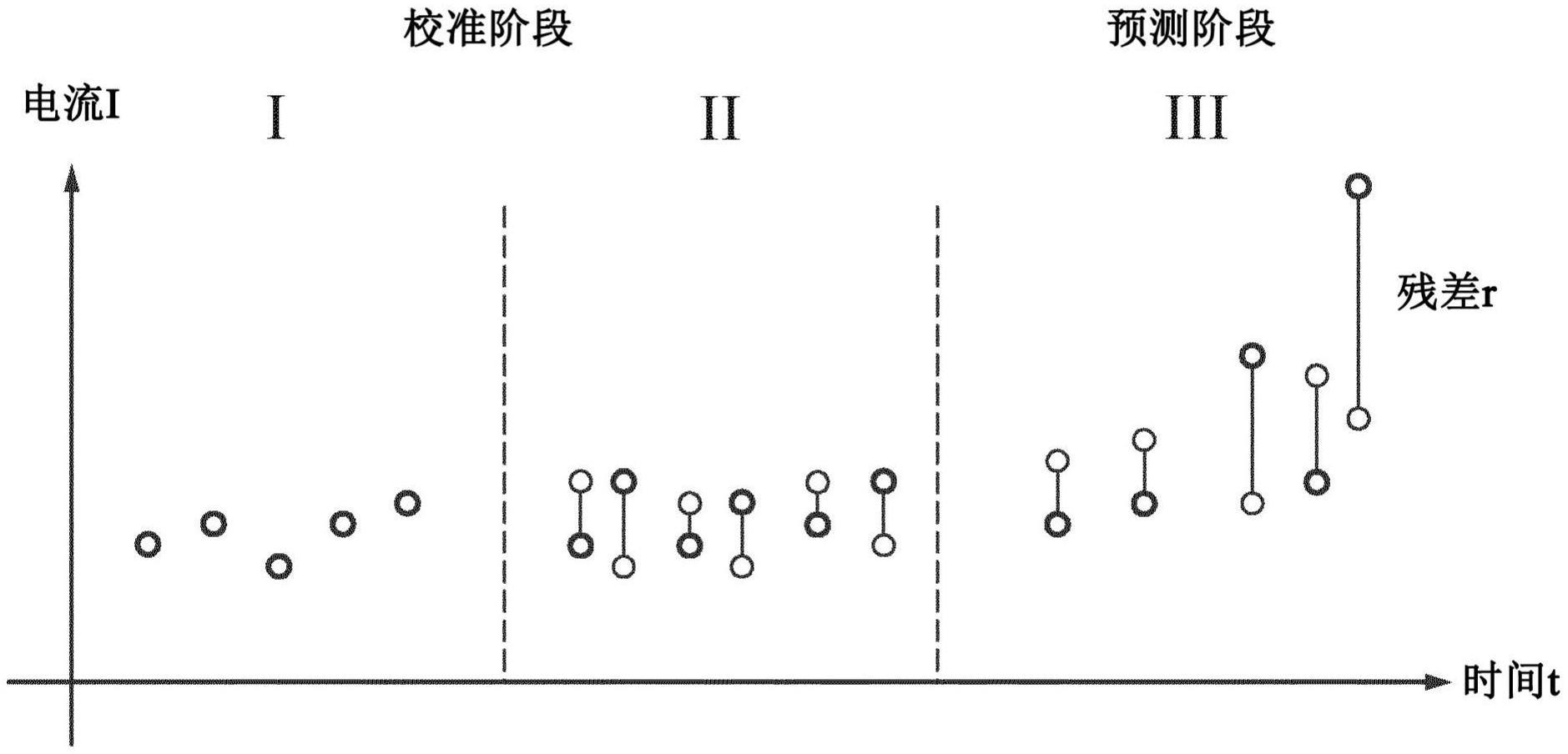
4.根据前述权利要求中任一项所述的方法,其中,基于所述第一时间序列数据训练所述未经训练的机器学习模型(m)包括:-优选地使用arima模型,基于所述第一时间序列数据(i,ii)的第一子集(i)预测一个或多个数据点。
5.根据前述权利要求中任一项所述的方法,其中,基于所述第一时间序列数据训练所述未经训练的机器学习模型(m)包括:-确定所预测的一个或多个数据点与所述第一时间序列数据(i,ii)的第二子集(ii)中的一个或多个数据点之间的第一偏差。
6.根据前述权利要求中任一项所述的方法,其中,基于所述第一时间序列数据训练所述未经训练的机器学习模型(m)包括:基于所述第一偏差确定第一阈值,其中,所述第一阈值用于将所述第二时间序列数据(iii)的数据点与阈值进行比较。
7.根据前述权利要求中任一项所述的方法,其中,基于所述第一时间序列数据训练所述未经训练的机器学习模型(m)包括:-确定所预测的数据点与所述第一时间序列(i,ii)数据的第二子集(ii)中的数据点之间的偏差的概率分布。
8.根据前述权利要求中任一项所述的方法,其中,在所述铣床(1)的运行期间,由所述经训练的机器学习模型,基于所述第二时间序列数据(iii)确定一个或多个异常包括:
9.根据前述权利要求中任一项所述的方法,其中,由所述经训练的机器学习模型(m),在所述铣床的运行期间,基于所述第二时间序列数据确定一个或多个异常包括:
10.根据前述权利要求中任一项所述的方法,其中,由所述经训练的机器学习模型,在所述铣床的运行期间,基于所述第二时间序列数据确定一个或多个异常包括:-将所述第二偏差与所述概率分布的离差度量例如四分位间距进行比较。
11.根据前述权利要求中任一项所述的方法,进一步包括:
12.根据前述权利要求中任一项所述的方法,其中,由所述经训练的机器学习模型(m),在所述铣床的运行期间,基于所述第二时间序列数据确定一个或多个异常包括:-在所述第二偏差超过所述离差度量的情况下识别异常。
13.根据前述权利要求中任一项所述的方法,其中,基于所述第一时间序列数据(i,ii),训练所述未经训练的机器学习模型(m)包括:
14.根据前述权利要求中任一项所述的方法,其中,基于所述第一时间序列数据(i,ii),训练所述未经训练的机器学习模型(m)包括:基于所述第一偏差确定第二阈值,并将所述第二时间序列数据的数据点与阈值进行比较。
15.根据前述权利要求中任一项所述的方法,其中,基于所述第一时间序列数据,训练所述未经训练的机器学习模型包括:-确定所述一个或多个超平面与所述第一时间序列数据(i,ii)的所述第二子集(ii)中的数据点之间的所述第一偏差的概率分布。
16.根据前述权利要求中任一项所述的方法,其中,由所述经训练的机器学习模型,在所述铣床的运行期间,基于所述第二时间序列数据确定一个或多个异常包括:-确定所述svm的所述一个或多个超平面与所述第二时间序列数据中的数据点之间的第二偏差(iii)。
17.根据前述权利要求中任一项所述的方法,其中,由所述经训练的机器学习模型,在所述铣床(1)的运行期间,基于所述第二时间序列数据确定一个或多个异常包括:-将所述第二偏差与所述概率分布的离差度量例如所述四分位间距进行比较。
18.根据前述权利要求中任一项所述的方法,进一步包括:
19.根据前述权利要求中任一项所述的方法,其中,由所述经训练的机器学习模型,在所述铣床(1)的运行期间,基于所述第二时间序列数据(iii)确定一个或多个异常包括:-在所述第二偏差超过所述离差度量的情况下识别异常。
20.根据前述权利要求12和19中任一项所述的方法,包括以下步骤:
21.一种包括程序代码的计算机程序产品,所述程序代码在被执行时执行权利要求1至20中任一项所述的方法的步骤。
22.一种例如铣床(1)、边缘设备和/或云平台(5)、优选地包括处理器和存储器的设备,所述设备被运行以执行根据权利要求1至20中任一项所述的方法的步骤。
技术总结
一种监测铣床(1)的方法,包括以下步骤:‑部署(S1)未经训练的机器学习模型(M),用于确定时间序列数据中的一个或多个异常;‑在铣床(1)的运行期间,由未经训练的机器学习模型(M),优选地从为铣床(1)供电的转换器获得(S2)表示铣床(1)的铣头的旋转速度和铣床(1)的至少一个另外的运行参数的第一时间序列数据(I,II);以及‑在铣床(1)的运行期间,基于所获得的第一时间序列数据(I,II)训练(S3)未经训练的机器学习模型(M),‑在铣床的运行期间,由经训练的机器学习模型(M)获得(S4)表示铣床(1)的铣头的旋转速度和另外的运行参数的第二时间序列数据(III),‑在铣床(1)的运行期间,由经训练的机器学习模型(M)确定(S5)第二时间序列数据(III)中的一个或多个异常。
技术研发人员:乔纳斯·戴希曼,马塞尔·罗瑟林,阿尔多·塞德诺
受保护的技术使用者:西门子股份公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!