一种半导体生产线的控制调度方法及装置
1.本发明涉及有利于一种半导体生产线的控制调度方法及装置,属于半导体生产技术领域。
背景技术:
2.半导体生产线是一种加工设备繁多、工艺流程极为复杂的典型复杂制造系统。同一生产线上同时在加工的产品类型通常多达十几种,这使得在制品对在线设备的使用权竞争愈加激烈;半导体生产线的调度方案和派工策略将极大影响当前生产线工况,调度策略的优劣将直接影响每种设备的排队队长,每卡工件的等待时间,进而从全局影响整个生产线的运行效率。
3.根据订单的不同,生产线中会产生由不同种类、数量、紧急程度的产品需求组合,使得具体的生产实施中产生的瓶颈各不相同,生产过程具有高度不确定性。以上因素使得线上生产数据信息冗余度高,内联关系十分复杂。这也使得基于日常生产数据统计计算而得的性能指标之间关系变得错综复杂,无法对现实使用具有指导作用,同时,生产数据杂乱,种类多,导致管理人员无法基于这些数据做出准确的生产线控制调度方案。
技术实现要素:
4.本发明的目的在于克服现有技术中的不足,提供一种半导体生产线的控制调度方法及装置,解决半导体生产线的资源调控技术的问题。
5.为达到上述目的,本发明是采用下述技术方案实现的:
6.第一方面,本发明提供了一种半导体生产线的控制调度方法,包括:
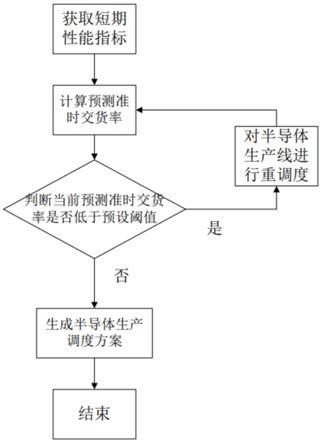
7.步骤a:获取半导体生产线的当前的短期性能指标;
8.步骤b:通过计算半导体生产线的短期性能指标获取预测准时交货率,判断当前的预测准时交货率是否低于预设阈值,若预测准时交货率低于阈值,则跳转步骤c,否则跳转步骤d;
9.步骤c:对半导体生产线进行重调度,调整半导体生产线的短期性能指标的数值,然后跳转步骤b;
10.步骤d:根据半导体生产线的短期性能指标的数值生成半导体生产线调度方案。
11.进一步的,所述短期性能指标包括:
12.生产线相关的性能指标,包括日在制品数量、日移动步数和日出片量;
13.设备相关的性能指标,包括日排队队长;
14.工件相关的性能指标,包括工件的等待时间和、当前剩余加工步数、交货期和是否为紧急工件。
15.进一步的,所述获取半导体生产线的当前的短期性能指标的方法包括:采集当日的工件相关的性能指标;采集上一日的生产线相关的性能指标和设备相关的性能指标。
16.进一步的,所述采集上一日的生产线相关的性能指标和设备相关的性能指标的方
法包括:所述日在制品数量的计算公式如下:
[0017][0018]
w
f
=∑
t
w
t
ꢀꢀꢀꢀꢀꢀꢀ
(2)
[0019]
w
t,j
指在设备j上正在加工的在制品数量,n
t
表示加工区t内的设备总数,w
t,wait
表示加工区t内缓冲区等待加工的在制品数,w
t
指目前在加工区t内的在制品数量,w
f
表示生产线总在制品数;
[0020]
所述日移动步数的计算公式如下:
[0021]
move=∑
i
∑
j
σ
j
*p
i,j
ꢀꢀꢀꢀꢀꢀꢀ
(3)
[0022]
move表示24小时内生产线的日移动步数,σ
j
表示第i台设备第j次加工是否完成,完成为1,未完成为0,p
i,j
表示第i台设备第j次加工的工件数量;
[0023]
所述日出片量th
24hr
的计算公式如下:
[0024]
th
24hr
=∑
i
w
x=0
ꢀꢀꢀꢀꢀꢀꢀ
(4)
[0025]
th
24hr
表示日出片量,w
x=0
表示生产线最后一个加工区,即测试区内所有剩余加工步数为零的工件数;
[0026]
所述日平均移动速率的计算公式如下:
[0027]
v
24hr
=move/w
f
ꢀꢀꢀꢀꢀꢀ
(5)
[0028]
其中,v
24hr
表示日平均移动速率,move表示生产线的日移动步数,w
f
表示当日在制品数量;
[0029]
所述日排队队长的计算方法如下:以24小时为统计周期,计算当前生产线上所有未在设备上加工,在相应加工缓冲区内的等待加工的工件数量。
[0030]
进一步的,所述半导体生产线的控制调度方法还包括:
[0031]
感知半导体生产线在生产过程中短期性能指标的突发扰动,获取突发扰动后的半导体生产线的短期性能指标;
[0032]
通过计算突发扰动后的半导体生产线的短期性能指标获取预测准时交货率;
[0033]
判断当前的预测准时交货率是否低于预设阈值,若预测准时交货率低于阈值,则对半导体生产线进行重调度,调整半导体生产线的短期性能指标的数值并生成新的半导体生产线调度方案,否则维持原有的半导体生产线调度方案。
[0034]
进一步的,所述根据半导体生产线的短期性能指标的数值生成半导体生产线调度方案的方法包括:根据半导体生产线的短期性能指标的日在制品数量、日出片量、日移动步数和日排队队长调节生产线的启用数量、生产速度以及工件生产数量和种类,使其满足生产要求。
[0035]
第二方面,本发明提供了一种半导体生产线的控制调度装置,所述装置包括:
[0036]
信息获取模块:用于获取半导体生产线的当前的短期性能指标;
[0037]
判断模块:用于通过计算半导体生产线的短期性能指标获取预测准时交货率,判断当前的预测准时交货率是否低于预设阈值;
[0038]
重调度模块:用于对半导体生产线进行重调度,调整半导体生产线的短期性能指标的数值直至满足要求;
[0039]
方案生成模块:用于根据满足要求的半导体生产线的短期性能指标生成半导体生
产线调度方案。
[0040]
第三方面,本发明提供一种半导体生产线的控制调度装置,包括处理器及存储介质;
[0041]
所述存储介质用于存储指令;
[0042]
所述处理器用于根据所述指令进行操作以执行上述方法的步骤。
[0043]
第四方面,本发明提供一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现上述方法的步骤。
[0044]
与现有技术相比,本发明所达到的有益效果:
[0045]
1、本发明通过获取半导体生产线的当前的短期性能指标预测准时交货率,但预测准时交货率低于阈值时,进行重新调度控制,有利于半导体生产线的资源调控、保证半导体生产线的生产效率和准时交货;
[0046]
2、本发明提供的半导体生产线的调度方案和派工策略影响当前生产线工况,直接影响每种设备的排队队长,每卡工件的等待时间,进而从全局影响整个生产线的运行效率;
[0047]
3、本发明提供的半导体生产线的调度方案采用上一日的生产线相关的性能指标和设备相关的性能指标,实时监控,保证半导体生产线的准时性和稳定性。
附图说明
[0048]
图1是本发明的控制流程框图;
[0049]
图2是半导体生产线性能指标评价体系;
[0050]
图3是相关性系数法处理数据的框图。
具体实施方式
[0051]
下面结合附图对本发明作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
[0052]
实施例一:
[0053]
本实施例提供一种半导体生产线的控制调度方法,如图1所示,包括:
[0054]
步骤a:获取半导体生产线的当前的短期性能指标;
[0055]
步骤b:通过计算半导体生产线的短期性能指标获取预测准时交货率,判断当前的预测准时交货率是否低于预设阈值,若预测准时交货率低于阈值,则跳转步骤c,否则跳转步骤d;
[0056]
步骤c:对半导体生产线进行重调度,调整半导体生产线的短期性能指标的数值,然后跳转步骤b;
[0057]
步骤d:根据半导体生产线的短期性能指标的数值生成半导体生产线调度方案。
[0058]
具体的,所述获取半导体生产线的当前的短期性能指标的方法包括:采集当日的工件相关的性能指标;采集上一日的生产线相关的性能指标和设备相关的性能指标。
[0059]
具体的,如图2所示,针对半导体生产制造系统,按照统计周期的不同可将性能指标分为短期性能指标和长期性能指标。其中,短期性能指标通过对较短周期内的生产数据进行分析统计而得到,能够直接而清晰地反映出当前生产线的客观生产状况,体现生产线运作效率,从而反映日生产计划调度方案的优劣。长期性能指标是指需要通过较长的制造
周期才能统计获得的,能综合体现当前生产线的每日投料计划、调度策略的实施效果,是企业和客户最为关心的指标。按照实际使用用途不同可进一步将评价指标细分为四类。其中,短期性能指标主要包括与生产线、设备和工件相关的指标。长期性能指标主要是指与产品直接相关的指标。
[0060]
(1)生产线相关的性能指标。调度方案是否能对当前生产线进行高效的调控可以通过通过这些指标快速反映出来。主要包括日在制品数量(work in process,wip),日移动步数(move),日出片量(throughput),日平均移动速率(turn)等。
[0061]
日在制品数量(wip):指以24小时为统计周期,计算当前已投入半导体生产线,尚未完成全部加工步骤的工件数量总和,即生产线上的硅片总卡数或总片数。其值为各加工缓冲区内等待加工的工件数量,与各加工区内的所有设备上正在进行加工的工件数量之和。
[0062][0063]
w
f
=∑
t
w
t
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(2)
[0064]
w
t,j
指在设备j上正在加工的在制品数量,n
t
表示加工区t内的设备总数,w
t,wait
表示加工区t内缓冲区等待加工的在制品数。w
t
指目前在加工区t内的在制品数量,w
f
表示生产线总在制品数。
[0065]
日移动步数(move):以24小时为统计周期,计算生产线上所有工件的移动步数。某工件在某设备上完成一个加工步骤称作一个移动。日移动量越高,表明生产线完成的加工任务越多。move是衡量半导体生产线性能的重要指标,其值越高,代表工件等待时间越短,生产线的加工能力越高,设备的利用率也越高。
[0066]
move=∑
i
∑
j
σ
j
*p
i,j
ꢀꢀꢀꢀꢀ
(3)
[0067]
move表示24小时内生产线的日移动步数。σ
j
表示第i台设备第j次加工是否完成。完成为1,未完成为0。p
i,j
表示第i台设备第j次加工的工件数量。
[0068]
日出片量(th):指当天生产线上完成所有加工步骤的工件数量。
[0069]
th
24hr
=∑
i
w
x=0
ꢀꢀꢀꢀꢀꢀꢀ
(4)
[0070]
w
x=0
表示生产线最后一个加工区,即测试区内所有剩余加工步数为零的工件数。
[0071]
日平均移动速率:指24小时内平均每个工件的移动步数。
[0072]
v
24hr
=move/w
f
ꢀꢀꢀꢀꢀꢀ
(5)
[0073]
其中move表示生产线的日移动步数,w
f
表示当日在制品数量。
[0074]
(2)设备相关的性能指标。它们反映了设备的运作情况。半导体制造业属于资本密集型产业,故生产者追求设备的高效利用,包括设备利用率(equipment utility),设备排队队长等。其中设备利用率反映了系统的实际运作效率,是与设备相关的最重要的性能指标。
[0075]
日平均设备利用率(equ_uti):指以24小时为统计周期,某设备实际用于加工工件的时间占当天总开机时间的比值。
[0076][0077]
其中,p
u
指设备u的利用率,t
ih
指设备第i次操作的使用时间,m为该设备当天的总
操作次数,t
op
指当天的开机时间。
[0078]
日排队队长(ql):指以24小时为统计周期,计算当前生产线上所有未在设备上加工,在相应加工缓冲区内的等待加工的工件数量,如公式4.1中的w
t,wait
。
[0079]
(3)工件相关的性能指标。它们反映了每卡晶圆片在生产线全生命周期中的工艺流程和加工情况,主要包括每卡工件的等待时间和(waiting time),当前剩余加工步数,交货期,是否为紧急工件等信息。
[0080]
工件等待时间和(wt):指某工件在投入生产线后,在所有加工缓冲区排队等待加工时间之和。
[0081][0082]
n表示加工区总个数,t
i
表示在第i个加工区的缓冲区排队等待加工的时间。
[0083]
工件在缓冲区的等待时间总和是半导体制造中可变成本的客观体现,它直观反映了工件在整条生产线上被浪费的时间。实际生产中,可以观察到硅片完工的事件是离散的、非均匀的,这是因为硅片在加工的全生命周期中的等待时间是离散的。加工时间的长短取决于当前生产线各瓶颈设备区的拥塞程度,即每卡工件的排队时长。瓶颈设备区的产生和拥塞程度取决于当前的调度策略,所有种类产品对瓶颈设备访问的频繁程度和工艺要求的使用时长。而拥塞程度又决定了工件的在某设备区的等待时间。因此等待时间是当前生产方案的综合结果,是工件相关的重要性能指标,受其他短期性能指标直接或间接影响。
[0084]
产品相关的性能指标是和最终成品直接相关的半导体生产线性能指标,主要包括加工周期(cycle time)和准时交货率(on time delivery rate)等。
[0085]
准时交货率(odr):反映的是该晶圆加工工厂对生产任务的完成程度。通常需要更长的制造周期才能统计得到,是调度方案优劣的长期表现。
[0086]
如图3所示,性能指标是半导体制造系统里调度方案与派工规则优劣的评价指标。通常这些指标的波动能快速反映出调度规则的改变。从工厂角度出发,它们是易于收集且能直观体现生产线状况的有价值数据。由于生产线数据繁多精细,数字化程度越高的工厂数据点的采集频率更高,颗粒度更精细,在带来更全更细的数据的同时,也使得短期性能指标的内联关系更加交错复杂,数据之间的耦合程度更高,给量化各性能指标间的数学关系带来了难度。本发明给出了一种降低使用难度,准确应用数据预测的方法。
[0087]
此外,长短期性能指标之间不可避免地存在一些制约关系,因此上述反映半导体生产线运行性能优劣的指标不可能同时达到最优。各类调度方案的设计和优化都是为达到各性能指标之间的折衷和平衡。例如,若要缩短晶圆的平均加工周期,就应当降低生产线在制品水平,从而使得工件减少等待时间。降低在制品数量可降低工厂生产运营成本,同时可以有效提高成品率。但若在制品水平过低,生产线的设备利用率会被显著降低,从而影响日移动步数和生产率。生产效率的降低将大大削弱企业的盈利能力,导致资金回笼周期增长。相反,如果在制品水平过高,虽然设备利用率、日移动步数得到了提高,但可能降低生产线移动速率,平均加工周期反而增加,降低成品率,且降低了企业资金的流动性,影响工厂的盈利能力。各性能指标间的平衡是良好的调度方案所应当追求的,在此基础上关注某些关键性能指标的优化,以使生产线的整体性能达到全局近似最优。因此,对性能指标的内在关联关系的数学建模可量化指标间的约束关系,从而在设计调度方案更有侧重性地关注某些关键指标,获得全局最优的效果。
[0088]
由于该生产线准时交货率普遍较高,且较稳定,所以对于准时交货率数据集暂不考虑设备利用率的影响,即只考虑短期性能指标中的日在制品数量wip、日出片量th、日移动步数move和日排队队长ql与准时交货率odr的关系。
[0089][0090]
odr
t,i
表示第i个工件所属的某产品类型的平均加工周期t内该类型产品第t天到第t+t天内的准时交货率。t表示该卡工件进入到离开生产线期间的某一时刻日,wip
t
,ql
t
,move
t
,th
t
分别表示当全生产线日在制品数量wip、日排队队长ql、日移动步数move、日出片量th。
[0091]
具体的,所述半导体生产线的控制调度方法还包括:感知半导体生产线在生产过程中短期性能指标的突发扰动,获取突发扰动后的半导体生产线的短期性能指标;通过计算突发扰动后的半导体生产线的短期性能指标获取预测准时交货率;判断当前的预测准时交货率是否低于预设阈值,若预测准时交货率低于阈值,则对半导体生产线进行重调度,调整半导体生产线的短期性能指标的数值并生成新的半导体生产线调度方案,否则维持原有的半导体生产线调度方案。
[0092]
具体的,所述根据半导体生产线的短期性能指标的数值生成半导体生产线调度方案的方法包括:根据半导体生产线的短期性能指标的日在制品数量、日出片量、日移动步数和日排队队长调节生产线的启用数量、生产速度以及工件生产数量和种类,使其满足生产要求。
[0093]
实施例二:
[0094]
本实施例提供了一种半导体生产线的控制调度装置,所述装置包括:
[0095]
信息获取模块:用于获取半导体生产线的当前的短期性能指标;
[0096]
判断模块:用于通过计算半导体生产线的短期性能指标获取预测准时交货率,判断当前的预测准时交货率是否低于预设阈值;
[0097]
重调度模块:用于对半导体生产线进行重调度,调整半导体生产线的短期性能指标的数值直至满足要求;
[0098]
方案生成模块:用于根据满足要求的半导体生产线的短期性能指标生成半导体生产线调度方案。
[0099]
实施例三:
[0100]
本发明实施例还提供了一种半导体生产线的控制调度装置,包括处理器及存储介质;
[0101]
所述存储介质用于存储指令;
[0102]
所述处理器用于根据所述指令进行操作以执行实施例一所述方法的步骤。
[0103]
实施例四:
[0104]
本发明实施例还提供了一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现实施例一所述方法的步骤。
[0105]
本领域内的技术人员应明白,本申请的实施例可提供为方法、系统、或计算机程序产品。因此,本申请可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本申请可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、cd
‑
rom、光学存储器等)上实施的计算机程序产
品的形式。
[0106]
本申请是参照根据本申请实施例的方法、设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
[0107]
这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
[0108]
这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
[0109]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1