半导体塑封机合模自控装置的制作方法
1.本实用新型属于半导体塑封工序封装设备制造技术领域,具体涉及一种半导体塑封机合模自控装置。
背景技术:
2.目前,在半导体塑封工序中,产品的生产主要由塑封设备的自动控制与现场操作人员的人工操作共同完成。以广泛应用于半导体生产企业的上海日申 sy-340t系列塑封机(塑封压机)为例,该系列塑封机的自动化程度较高,但合模的过程仍然是由现场操作人员的人工操作来完成的。一般说来,就同种型号的塑封设备而言,设备的自动运行耗时都是固定的,这就意味着每模次生产周期所耗时间的长短主要取决于人工操作所耗时间的长短,人工操作时间越短,生产效率就越高。然而,操作人员的熟练程度是不同的,而企业要培养大批熟练的操作人员也非易事,因此,怎样挖掘现有的塑封设备的生产潜力,提高其合模过程的自控水平,是半导体生产企业亟待解决的技术问题。
技术实现要素:
3.本实用新型的目的旨在充分挖掘现有的塑封设备的生产潜力,提高其合模过程的自控水平,从而解决上述技术问题,该目的是通过下述技术方案实现的:
4.一种半导体塑封机合模自控装置,包括计时器、控制继电器和一键合模按钮控制开关;计时器和控制继电器安装在半导体塑封机的电箱内,一键合模控制按钮开关安装在半导体塑封机的操作台上;
5.计时器的接线座上设有计时器第一控制电压输入端、计时器第二控制电压输入端、计时器第三控制电压输入端、计时器第四控制电压输入端和计时器第一信号输出端、计时器第二信号输出端、计时器第三信号输出端、计时器第四信号输出端;
6.控制继电器的接线座上设有控制继电器第一信号输入端、控制继电器第二信号输入端、控制继电器第三信号输入端、控制继电器第四信号输入端和控制继电器第一信号输出端、控制继电器第二信号输出端、控制继电器第三信号输出端、控制继电器第四信号输出端,以及控制继电器第一控制电压输入端、控制继电器第二控制电压输入端;
7.一键合模按钮控制开关上设有第一接线端口、第二接线端口。
8.上述技术方案是本实用新型为提高现有的半导体塑封机合模过程的自控水平而采用的物质技术手段,实施本实用新型时,需要与半导体塑封机的plc(可编程控制器)配合,具体分为以下两种连接方式:
9.其一,若半导体塑封机的plc光幕信号为24v输出信号,则将其光幕信号输出端口以并联的形式分别接入计时器第一控制电压输入端与控制继电器第一控制电压输入端,并将计时器的第一控制电压输入端与第二控制电压输入端直接相接;然后将plc负极0v信号输出端口分别与一键合模控制一键合模按钮控制开关的第一接线端口及计时器的第四控制电压输入端相接,再将一键合模按钮控制开关的第二接线端口分别与计时器的第三控制
电压输入端及控制继电器的第二控制电压输入端相接;然后将控制继电器的第一、第二、第三信号输入端口串联后再与控制继电器第二控制电压输入端相接;将控制继电器第一信号输出端、控制继电器第二信号输出端分别接入plc合模信号端口以及plc安全联锁信号端口;将控制继电器第三信号输出端与计时器第二信号输出端相接。
10.其二,若半导体塑封机的plc光幕信号输出端口电压为0v输出信号,则将半导体塑封机的plc正极24v信号输出端口以并联的形式分别接入计时器第一控制电压输入端与控制继电器第一控制电压输入端,并将计时器第一控制电压输入端与计时器第二控制电压输入端直接相接,将其plc光幕信号输出端口与一键合模控制按钮开关的第一接线端口及计时器的第四控制电压输入端并联连接,再将计时器第三控制电压输入端和控制继电器第二控制电压输入端以并联的形式与一键合模按钮控制开关的第二接线端口连接;再将控制继电器第一信号输出端、控制继电器第二信号输出端分别接入plc合模信号输入端口以及plc安全联锁信号输入端口;将控制继电器第一信号输入端(b5)、控制继电器第二信号输入端、控制继电器第三信号输入端串联后再与控制继电器第二控制电压输入端相接,将控制继电器第三信号输出端与计时器第二信号输出端相接。
11.本实用新型主要有益效果如下:
12.第一,本实用新型用于半导体塑封机上,其结构简单、制造成本低;
13.第二,便于安装调试;
14.第三,大幅度提高半导体塑封机合模过程的自控水平,有效节省生产时间,提高生产效率。
附图说明
15.图1为与本实用新型一个实施例相配套的半导体塑封机plc的接线端口示意图;
16.图2为本实用新型一个实施例中的控制继电器接线端口示意图;
17.图3为本实用新型一个实施例中的计时器接线端口示意图;
18.图4为本实用新型一个实施例中的一键合模按钮控制开关接线端口示意图;
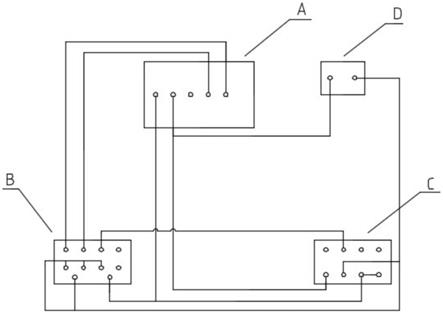
19.图5为本实用新型一个实施例的电路结构示意图。
20.图中:
21.a—plc的接线座;a1—plc正极24v信号输出端口;
22.a2—plc光幕信号输出端口;a3—plc负极0v信号输出端口;
23.a4—plc安全联锁信号端口;a5—plc合模信号端口;
24.b—控制继电器的接线座;b1—控制继电器第一信号输出端;
25.b2—控制继电器第二信号输出端;b3—控制继电器第三信号输出端;
26.b4—控制继电器第四信号输出端;b5—控制继电器第一信号输入端;
27.b6—控制继电器第二信号输入端;b7—控制继电器第三信号输入端;
28.b8—控制继电器第四信号输入端;b9—控制继电器第二控制电压输入端;
29.b10—控制继电器第一控制电压输入端;c—计时器的接线座;
30.c1——计时器第一信号输出端;c2——计时器第二信号输出端;
31.c3——计时器第三信号输出端;c4——计时器第四信号输出端;
32.c5——计时器第四控制电压输入端;c6——计时器第三控制电压输入端;
33.c7——计时器第二控制电压输入端;c8——计时器第一控制电压输入端。
34.d—一键合模按钮控制开关;d1—一键合模按钮控制开关的第一接线端口;
35.d2—一键合模按钮控制开关的第二接线端口。
具体实施方式
36.为了便于本领域技术人员更好地理解本实用新型的技术方案,以下结合附图介绍本实用新型的一个实施例。
37.本实用新型包括计时器、控制继电器和一键合模按钮控制开关,计时器、控制继电器安装在半导体塑封机电箱内的适当位置,一键合模按钮控制开关安装在半导体塑封机的操作台上。
38.如图2所示,控制继电器的接线座b上设有控制继电器第一信号输入端b5、控制继电器第二信号输入端b6、控制继电器第三信号输入端b7、控制继电器第四信号输入端b8和控制继电器第一信号输出端b1、控制继电器第二信号输出端 b2、控制继电器第三信号输出端b3、控制继电器第四信号输出端b4,以及控制继电器第一控制电压输入端b10、控制继电器第二控制电压输入端b9。
39.如图3所示,计时器的接线座上设有计时器第一信号输出端c1、计时器第二信号输入端c2、计时器第三信号输入端c3、计时器第四信号输入端c4和计时器第一控制电压输入端c8、计时器第二控制电压输入端c7、计时器第三控制电压输入端c6、计时器第四控制电压输入端c5。
40.如图4所示,一键合模按钮控制开关上设有第一接线端口d1、第二接线端口d2。
41.本实施例工作时,需要与半导体塑封机的plc(可编程控制器)配套使用,如图1所示,与本实施例相配套的半导体塑封机的plc接线座上设有plc正极 24v信号输出端口a1,plc光幕信号输出端口a2,plc负极0v信号输出端口 a3,plc安全联锁信号端口a4,plc合模信号端口a5。
42.以下分别以台湾高工st-250系列塑封机和上海日申sy-340t系列塑封机为例,说明本实施例的工作原理。
43.以台湾高工st-250系列塑封机为例,如图5并结合图1、图2、图3、图4 所示,由于其plc光幕段输出电压为24v,故将其plc光幕信号端口a2以并联的形式分别接入计时器第一控制电压输入端c8与控制继电器第一控制电压输入端b10,并将计时器第一控制电压输入端c8及计时器第二控制电压输入端c7直接相接,将其plc负极0v信号输出端口a3与一键合模控制一键合模按钮控制开关的第一接线端口d1及计时器的第四控制电压输入端c5并联连接,再将计时器第三控制电压输入端c6和控制继电器第二控制电压输入端b9以并联的形式与一键合模按钮控制开关的第二接线端口d2连接,然后,将控制继电器第一信号输出端b1、控制继电器第二信号输出端b2分别接入plc合模信号输入端口 a5以及plc安全联锁信号输入端口a4;将控制继电器第一信号输入端b5、控制继电器第二信号输入端b6、控制继电器第三信号输入端b7串联起来后再与控制继电器第二控制电压输入端b9相接,将控制继电器第三信号输出端b3与计时器第二信号输出端c2相接。本实用新型工作时,以计时器设置的时长来控制继电器的通电时长,使plc安全联锁信号端口a4与plc合模信号端口a5在计时
器设定时间内自动持续相通,从而达到自动合模的效果。在本实施例中,计时器设置的时长为4秒左右。另需说明的是,计时器设置的时长主要是根据不同类型的塑封机由一键自动合模开始到机台合模至自动高压位时所需要的时长来决定。
44.再以上海日申sy-340t系列塑封机为例,其基本的电路连接关系与台湾高工 st-250系列塑封机相同,所不同的是,其plc光幕信号输出端口a2电压为0v 负极,故将其plc正极24v信号输出端口a1以并联的形式分别接入计时器第一控制电压输入端c8与控制继电器第一控制电压输入端b10,并将计时器第一控制电压输入端c8及计时器第二控制电压输入端c7直接相接;将其plc光幕信号输出端口a2与一键合模控制一键合模按钮控制开关的第一接线端口d1及计时器的第四控制电压输入端c5并联连接,再将计时器第三控制电压输入端c6 和控制继电器第二控制电压输入端b9以并联的形式与一键合模按钮控制开关的第二接线端口d2连接;再将控制继电器第一信号输出端b1、控制继电器第二信号输出端b2分别接入plc合模信号输入端口a5以及plc安全联锁信号输入端口a4;将控制继电器第一信号输入端b5、控制继电器第二信号输入端b6、控制继电器第三信号输入端b7串联起来后再与控制继电器第二控制电压输入端b9 相接,将控制继电器第三信号输出端b3与计时器第二信号输出端c2相接。其合模过程的具体控制方式与台湾高工st-250系列塑封机合模过程的具体控制方式相同,也能达到一键合模效果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1