一种多轴数控加工的误差预测及补偿方法、系统及介质与流程
1.本发明涉及数控加工技术领域,更具体的,涉及一种多轴数控加工的误差预测及补偿方法、系统及介质。
背景技术:
2.近年来,工业制造业的发展极为迅猛,其中数控机床起着非常重要的推动作用,数控机床的加工精度是衡量数控机床工作性能的重要指标,极易受到伺服系统性能、机床结构、工艺参数或外界环境等因素的影响,影响数控机床加工精度的因素主要分为静态误差和动态误差。目前,国内外对机床静态误差的研究比较完善和成熟,传统机床的加工精度已大幅提高;而在高速、高精度加工环境下,随着机床加工速度的不断提高,伺服进给系统的动态特性问题及数控机床的热扩散问题逐渐突显出来,轨迹误差信息及热误差成为影响高速多轴联动机床加工精度的重要原因。
3.为了对多轴数控加工过程中的误差进行预测并实现误差补偿提升加工精度,需要开发一款系统与之配合进行实现,该系统通过根据目标加工轨迹生成各轴的运动学参数信息;基于神经网络建立轨迹误差预测模型,通过各轴的运动学参数信息进行初始化训练,根据轨迹误差预测模型生成多轴数控机床的轨迹误差信息;根据多轴数控机床的温度分布信息获取温度异常区域的热形变量,根据轨迹误差信息与热形变量生成多轴数控机床的总误差信息,将总误差信息与各轴的运动学参数进行耦合生成误差控制信号,通过误差控制信号进行误差补偿。在该系统的实现过程中,如何通过轨迹误差预测模型对多轴数控加工的误差进行预测并进行误差补偿都是亟不可待需要解决的问题之一。
技术实现要素:
4.为了解决上述技术问题,本发明提出了一种多轴数控加工的误差预测及补偿方法、系统及介质。
5.本发明第一方面提供了一种多轴数控加工的误差预测及补偿方法,包括:获取目标工件的目标加工轨迹,根据所述目标加工轨迹获取各轴的运动学参数信息;基于神经网络建立轨迹误差预测模型,通过所述各轴的运动学参数信息对所述轨迹误差预测模型进行初始化训练,根据所述轨迹误差预测模型生成多轴数控机床的轨迹误差信息;获取多轴数控机床的多点温度信息,根据所述多点温度信息生成所述多轴数控机床的温度分布信息;根据所述温度分布信息获取温度异常区域,获取温度异常区域的热形变量,根据所述热形变量获取热误差信息;根据所述轨迹误差信息与所述热误差信息生成多轴数控机床的总误差信息,将所述总误差信息与各轴的运动学参数进行耦合生成误差控制信号,通过所述误差控制信号进
行误差补偿。
6.本方案中,所述的基于神经网络建立轨迹误差预测模型,通过所述各轴的运动学参数信息对所述轨迹误差预测模型进行初始化训练,根据所述轨迹误差预测模型生成多轴数控机床的轨迹误差信息,具体为:基于神经网络建立轨迹误差预测模型,通过目标工件的目标加工轨迹获取各轴的运动学参数信息,并获取目标工件加工过程中工况参数信息;根据所述各轴的运动学参数信息及所述工况参数信息构成样本集,将所述样本集分为训练集及测试集;通过所述训练集对所述轨迹误差预测模型进行初始化训练,通过所述测试集对初始化训练后的轨迹误差预测模型进行验证,若初始化训练后的轨迹误差预测模型的输出结果与测试集数据的误差小于预设误差阈值,则输出轨迹误差预测模型;通过所述轨迹误差预测模型预测目标工件加工过程中的轨迹误差信息,并将所述轨迹误差信息按照预设方式进行显示。
7.本方案中,所述的根据所述温度分布信息获取温度异常区域,获取温度异常区域的热形变量,具体为:获取多轴数控机床的三维模型,将获取的多轴数控机床的多点温度信息在所述三维模型中进行插值;将多轴数控机床的部位进行分类,分别预设不同部位的温度基准值,将多轴数控机床中各部位中测温点的温度信息于所述温度基准值进行对比,判断所述各部位中测温点的温度信息是否大于所述温度基准值;若大于,则将对应测温点进行标记,并根据标记的测温点确定各部位中的温度异常区域;将多轴数控机床各部位进行线条简化分析,并将所述温度异常区域在线条上进行近似表示,同时根据所述温度异常区域选取热形变特征节点;通过所述热形变特征节点的位移变化数值获取温度异常区域的热形变量。
8.本方案中,还包括:获取各轴实时的运动学参数信息,根据所述运动学参数信息获取各轴的位置坐标,通过对热形变特征节点坐标进行拟合,测得热形变后运动学参数信息;对所述多轴数控机床的三维模型进行有限元分析,得到不同温度下多轴数控机床各部位的热形变量,生成温度-热形变量关系曲线;根据所述热形变后运动学参数信息及所述温度-热形变量关系曲线获取温度与热误差的映射关系;根据所述映射关系构建热误差预测模型,根据所述热误差预测模型获取预设时间后的多轴数控机床各区域的温度信息及对应的热误差信息。
9.本方案中,所述的根据所述轨迹误差信息与所述热误差信息生成多轴数控机床的总误差信息,具体为:根据所述轨迹误差信息匹配伺服周期获取各轴加工方向上的误差补偿点位置信息,同时根据温度异常区域在多轴数控加床中的位置信息生成对各轴的误差影响比例信息;
通过所述轨迹误差信息、热误差信息以及所述误差补偿点位置信息、误差影响比例信息得到多轴数控机床的总误差信息。
10.本方案中,将所述总误差信息与各轴的运动学参数进行耦合生成误差控制信号,通过所述误差控制信号进行误差补偿,具体为:将总误差信息与各轴的运动学参数信息进行耦合得到误差控制信号,将所述误差控制信号按照预设比例进行解耦并发送到各轴,各轴与原始加工参数进行叠加,得到误差补偿后的加工参数;根据误差补偿后的加工参数对目标工件进行加工,并获取实际加工位置,根据目标加工轨迹获取理论加工位置;将所述实际加工位置与理论加工位置进行对比生成偏差信息,判断所述偏差信息是否大于偏差率阈值;若大于,则重新生成总误差信息,通过重新生成的总误差信息进行二次误差补偿。
11.本发明第二方面还提供了一种多轴数控加工的误差预测及补偿系统,该系统包括:存储器、处理器,所述存储器中包括一种多轴数控加工的误差预测及补偿方法程序,所述一种多轴数控加工的误差预测及补偿方法程序被所述处理器执行时实现如下步骤:获取目标工件的目标加工轨迹,根据所述目标加工轨迹获取各轴的运动学参数信息;基于神经网络建立轨迹误差预测模型,通过所述各轴的运动学参数信息对所述轨迹误差预测模型进行初始化训练,根据所述轨迹误差预测模型生成多轴数控机床的轨迹误差信息;获取多轴数控机床的多点温度信息,根据所述多点温度信息生成所述多轴数控机床的温度分布信息;根据所述温度分布信息获取温度异常区域,获取温度异常区域的热形变量,根据所述热形变量获取热误差信息;根据所述轨迹误差信息与所述热误差信息生成多轴数控机床的总误差信息,将所述总误差信息与各轴的运动学参数进行耦合生成误差控制信号,通过所述误差控制信号进行误差补偿。
12.本方案中,所述的基于神经网络建立轨迹误差预测模型,通过所述各轴的运动学参数信息对所述轨迹误差预测模型进行初始化训练,根据所述轨迹误差预测模型生成多轴数控机床的轨迹误差信息,具体为:基于神经网络建立轨迹误差预测模型,通过目标工件的目标加工轨迹获取各轴的运动学参数信息,并获取目标工件加工过程中工况参数信息;根据所述各轴的运动学参数信息及所述工况参数信息构成样本集,将所述样本集分为训练集及测试集;通过所述训练集对所述轨迹误差预测模型进行初始化训练,通过所述测试集对初始化训练后的轨迹误差预测模型进行验证,若初始化训练后的轨迹误差预测模型的输出结果与测试集数据的误差小于预设误差阈值,则输出轨迹误差预测模型;通过所述轨迹误差预测模型预测目标工件加工过程中的轨迹误差信息,并将所述轨迹误差信息按照预设方式进行显示。
13.本方案中,所述的根据所述温度分布信息获取温度异常区域,获取温度异常区域的热形变量,具体为:获取多轴数控机床的三维模型,将获取的多轴数控机床的多点温度信息在所述三维模型中进行插值;将多轴数控机床的部位进行分类,分别预设不同部位的温度基准值,将多轴数控机床中各部位中测温点的温度信息于所述温度基准值进行对比,判断所述各部位中测温点的温度信息是否大于所述温度基准值;若大于,则将对应测温点进行标记,并根据标记的测温点确定各部位中的温度异常区域;将多轴数控机床各部位进行线条简化分析,并将所述温度异常区域在线条上进行近似表示,同时根据所述温度异常区域选取热形变特征节点;通过所述热形变特征节点的位移变化数值获取温度异常区域的热形变量。
14.本方案中,还包括:获取各轴实时的运动学参数信息,根据所述运动学参数信息获取各轴的位置坐标,通过对热形变特征节点坐标进行拟合,测得热形变后运动学参数信息;对所述多轴数控机床的三维模型进行有限元分析,得到不同温度下多轴数控机床各部位的热形变量,生成温度-热形变量关系曲线;根据所述热形变后运动学参数信息及所述温度-热形变量关系曲线获取温度与热误差的映射关系;根据所述映射关系构建热误差预测模型,根据所述热误差预测模型获取预设时间后的多轴数控机床各区域的温度信息及对应的热误差信息。
15.本方案中,所述的根据所述轨迹误差信息与所述热误差信息生成多轴数控机床的总误差信息,具体为:根据所述轨迹误差信息匹配伺服周期获取各轴加工方向上的误差补偿点位置信息,同时根据温度异常区域在多轴数控加床中的位置信息生成对各轴的误差影响比例信息;通过所述轨迹误差信息、热误差信息以及所述误差补偿点位置信息、误差影响比例信息得到多轴数控机床的总误差信息。
16.本方案中,将所述总误差信息与各轴的运动学参数进行耦合生成误差控制信号,通过所述误差控制信号进行误差补偿,具体为:将总误差信息与各轴的运动学参数信息进行耦合得到误差控制信号,将所述误差控制信号按照预设比例进行解耦并发送到各轴,各轴与原始加工参数进行叠加,得到误差补偿后的加工参数;根据误差补偿后的加工参数对目标工件进行加工,并获取实际加工位置,根据目标加工轨迹获取理论加工位置;将所述实际加工位置与理论加工位置进行对比生成偏差信息,判断所述偏差信息是否大于偏差率阈值;若大于,则重新生成总误差信息,通过重新生成的总误差信息进行二次误差补偿。
17.本发明第三方面还提供一种计算机可读存储介质,所述计算机可读存储介质中包
括一种多轴数控加工的误差预测及补偿方法程序,所述一种多轴数控加工的误差预测及补偿方法程序被处理器执行时,实现如上述任一项所述的一种多轴数控加工的误差预测及补偿方法的步骤。
18.本发明公开了一种多轴数控加工的误差预测及补偿方法、系统及介质,包括:获取工件的目标加工轨迹,根据所述目标加工轨迹生成各轴的运动学参数信息;基于神经网络建立轨迹误差预测模型,通过所述各轴的运动学参数信息对所述轨迹误差预测模型进行初始化训练,根据所述轨迹误差预测模型生成多轴数控机床的轨迹误差信息;获取多轴数控机床的多点温度信息,根据所述多点温度信息生成所述多轴数控机床的温度分布信息;根据所述温度分布信息获取温度异常区域,获取温度异常区域的热形变量,根据所述轨迹误差信息与所述热形变量生成多轴数控机床的总误差,将所述总误差与各轴的运动学参数进行耦合生成误差控制信号,通过所述误差控制信号进行误差补偿。本发明通过对多轴数控机床的误差进行预测并实现误差补偿,提高多轴数控加工的质量、精度及效率。
附图说明
19.图1示出了本发明一种多轴数控加工的误差预测及补偿方法的流程图;图2示出了本发明一种多轴数控加工的误差预测及补偿系统的框图。
具体实施方式
20.为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和具体实施方式对本发明进行进一步的详细描述。需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
21.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可以采用其他不同于在此描述的其他方式来实施,因此,本发明的保护范围并不受下面公开的具体实施例的限制。
22.图1示出了本发明一种多轴数控加工的误差预测及补偿方法的流程图。
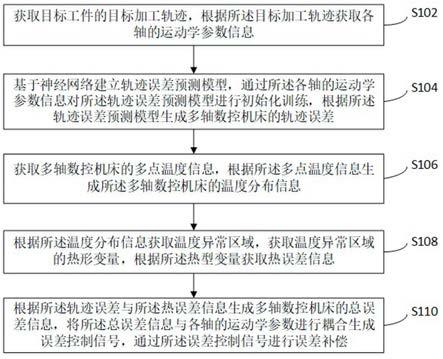
23.如图1所示,本发明第一方面提供了一种多轴数控加工的误差预测及补偿方法,包括:s102,获取目标工件的目标加工轨迹,根据所述目标加工轨迹获取各轴的运动学参数信息;s104,基于神经网络建立轨迹误差预测模型,通过所述各轴的运动学参数信息对所述轨迹误差预测模型进行初始化训练,根据所述轨迹误差预测模型生成多轴数控机床的轨迹误差信息;s106,获取多轴数控机床的多点温度信息,根据所述多点温度信息生成所述多轴数控机床的温度分布信息;s108,根据所述温度分布信息获取温度异常区域,获取温度异常区域的热形变量,根据所述热形变量获取热误差信息;s110,根据所述轨迹误差信息与所述热误差信息生成多轴数控机床的总误差信息,将所述总误差信息与各轴的运动学参数进行耦合生成误差控制信号,通过所述误差控制信号进行误差补偿。
24.需要说明的是,各轴的运动学参数信息包括但不限于位置坐标信息,速度信息及加速度信息;所述的基于神经网络建立轨迹误差预测模型,通过所述各轴的运动学参数信息对所述轨迹误差预测模型进行初始化训练,根据所述轨迹误差预测模型生成多轴数控机床的轨迹误差信息,具体为:基于神经网络建立轨迹误差预测模型,通过目标工件的目标加工轨迹获取各轴的运动学参数信息,并获取目标工件加工过程中工况参数信息;根据所述各轴的运动学参数信息及所述工况参数信息构成样本集,将所述样本集分为训练集及测试集;通过所述训练集对所述轨迹误差预测模型进行初始化训练,通过所述测试集对初始化训练后的轨迹误差预测模型进行验证,若初始化训练后的轨迹误差预测模型的输出结果与测试集数据的误差小于预设误差阈值,则输出轨迹误差预测模型;通过所述轨迹误差预测模型预测目标工件加工过程中的轨迹误差信息,并将所述轨迹误差信息按照预设方式进行显示。
25.需要说明的是,所述的根据所述温度分布信息获取温度异常区域,获取温度异常区域的热形变量,具体为:获取多轴数控机床的三维模型,将获取的多轴数控机床的多点温度信息在所述三维模型中进行插值;将多轴数控机床的部位进行分类,分别预设不同部位的温度基准值,将多轴数控机床中各部位中测温点的温度信息于所述温度基准值进行对比,判断所述各部位中测温点的温度信息是否大于所述温度基准值;若大于,则将对应测温点进行标记,并根据标记的测温点确定各部位中的温度异常区域;将多轴数控机床各部位进行线条简化分析,并将所述温度异常区域在线条上进行近似表示,同时根据所述温度异常区域选取热形变特征节点;通过所述热形变特征节点的位移变化数值获取温度异常区域的热形变量。
26.需要说明的是,通过热形变量进行热误差的预测具体为:获取各轴实时的运动学参数信息,根据所述运动学参数信息获取各轴的位置坐标,通过对热形变特征节点坐标进行拟合,测得热形变后运动学参数信息;对所述多轴数控机床的三维模型进行有限元分析,得到不同温度下多轴数控机床各部位的热形变量,生成温度-热形变量关系曲线;根据所述热形变后运动学参数信息及所述温度-热形变量关系曲线获取温度与热误差的映射关系;根据所述映射关系构建热误差预测模型,根据所述热误差预测模型获取预设时间后的多轴数控机床各区域的温度信息及对应的热误差信息,所述热误差预测模型可以通过神经网络、支持向量机或最小二乘法等方式进行实现。
27.需要说明的是,所述的根据所述轨迹误差信息与所述热误差信息生成多轴数控机床的总误差信息,具体为:根据所述轨迹误差信息匹配伺服周期获取各轴加工方向上的误差补偿点位置信息,同时根据温度异常区域在多轴数控加床中的位置信息生成对各轴的误差影响比例信息;通过所述轨迹误差信息、热误差信息以及所述误差补偿点位置信息、误差影响比例信息得到多轴数控机床的总误差信息。
28.需要说明的是,将所述总误差信息与各轴的运动学参数进行耦合生成误差控制信号,通过所述误差控制信号进行误差补偿,具体为:将总误差信息与各轴的运动学参数信息进行耦合得到误差控制信号,将所述误差控制信号按照预设比例进行解耦并发送到各轴,各轴与原始加工参数进行叠加,得到误差
补偿后的加工参数;根据误差补偿后的加工参数对目标工件进行加工,并获取实际加工位置,根据目标加工轨迹获取理论加工位置;将所述实际加工位置与理论加工位置进行对比生成偏差信息,判断所述偏差信息是否大于偏差率阈值;若大于,则重新生成总误差信息,通过重新生成的总误差信息进行二次误差补偿。
29.根据本发明实施例,本发明还包括建立误差数据库,通过所述误差数据库根据加工情况对加工过程中可能产生的误差进行预警,具体为:获取加工过程中多轴数控机床中各轴的转速信息及各点温度信息,基于时序生成各轴的转速曲线及各点温度变化曲线;将所述转速曲线及温度变化曲线进行拟合生成温度变化与转速的关系曲线,将误差信息在所述关系曲线上进行标注,构建误差信息数据库,将历史误差信息对应的转速信息、各点温度信息及各轴的运动学参数信息存入所述误差信息数据;根据当前加工工件的目标加工轨迹与实时工况参数与进行特征提取,根据所述加工轨迹特征建立数据索引任务,获取当前目标加工工件的历史误差信息,同时根据实时工况参数特征进行历史误差信息对应工况参数的相似度对比;根据相似度对比结果进行倒序排序生成历史误差信息的相似度排序,根据所述相似度排序获取当前工件加工过程中最易产生的误差信息;根据所述最易产生的误差信息产生预警信息,同时获取误差信息数据库中最易产生的误差信息的误差补偿信息;根据所述误差补偿信息对当前加工工件的加工过程中的参数进行调整。
30.需要说明的是,为了提高工件加工过程中误差补偿的效率,建立误差信息数据库,其中包括各个型号、规格的历史加工工件的加工轨迹等各种加工参数,其中利用当前加工工件的工况参数建立索引标签,通过索引标签在误差信息数据库中进行相似度对比,相似度对比可以是欧式距离或余弦对比,在误差信息数据库中寻找大于预设相似度的工况参数所对应的历史误差信息,将满足预设值要求的历史误差信息进行排序,并将排序第一位的历史误差信息作为当前工件加工过程中最易产生的误差信息,并提前进行预警,调用所述历史误差信息的的误差补偿信息提前对加工过程进行补偿,减少了加工工件的废品率,节约成本同时大大缩短了加工周期。
31.图2示出了本发明一种多轴数控加工的误差预测及补偿系统的框图。
32.本发明第二方面还提供了一种多轴数控加工的误差预测及补偿系统2,该系统包括:存储器21、处理器22,所述存储器中包括一种多轴数控加工的误差预测及补偿方法程序,所述一种多轴数控加工的误差预测及补偿方法程序被所述处理器执行时实现如下步骤:获取目标工件的目标加工轨迹,根据所述目标加工轨迹获取各轴的运动学参数信息;基于神经网络建立轨迹误差预测模型,通过所述各轴的运动学参数信息对所述轨迹误差预测模型进行初始化训练,根据所述轨迹误差预测模型生成多轴数控机床的轨迹误差信息;
获取多轴数控机床的多点温度信息,根据所述多点温度信息生成所述多轴数控机床的温度分布信息;根据所述温度分布信息获取温度异常区域,获取温度异常区域的热形变量,根据所述热形变量获取热误差信息;根据所述轨迹误差信息与所述热误差信息生成多轴数控机床的总误差信息,将所述总误差信息与各轴的运动学参数进行耦合生成误差控制信号,通过所述误差控制信号进行误差补偿。
33.需要说明的是,各轴的运动学参数信息包括但不限于位置坐标信息,速度信息及加速度信息;所述的基于神经网络建立轨迹误差预测模型,通过所述各轴的运动学参数信息对所述轨迹误差预测模型进行初始化训练,根据所述轨迹误差预测模型生成多轴数控机床的轨迹误差信息,具体为:基于神经网络建立轨迹误差预测模型,通过目标工件的目标加工轨迹获取各轴的运动学参数信息,并获取目标工件加工过程中工况参数信息;根据所述各轴的运动学参数信息及所述工况参数信息构成样本集,将所述样本集分为训练集及测试集;通过所述训练集对所述轨迹误差预测模型进行初始化训练,通过所述测试集对初始化训练后的轨迹误差预测模型进行验证,若初始化训练后的轨迹误差预测模型的输出结果与测试集数据的误差小于预设误差阈值,则输出轨迹误差预测模型;通过所述轨迹误差预测模型预测目标工件加工过程中的轨迹误差信息,并将所述轨迹误差信息按照预设方式进行显示。
34.需要说明的是,所述的根据所述温度分布信息获取温度异常区域,获取温度异常区域的热形变量,具体为:获取多轴数控机床的三维模型,将获取的多轴数控机床的多点温度信息在所述三维模型中进行插值;将多轴数控机床的部位进行分类,分别预设不同部位的温度基准值,将多轴数控机床中各部位中测温点的温度信息于所述温度基准值进行对比,判断所述各部位中测温点的温度信息是否大于所述温度基准值;若大于,则将对应测温点进行标记,并根据标记的测温点确定各部位中的温度异常区域;将多轴数控机床各部位进行线条简化分析,并将所述温度异常区域在线条上进行近似表示,同时根据所述温度异常区域选取热形变特征节点;通过所述热形变特征节点的位移变化数值获取温度异常区域的热形变量。
35.需要说明的是,通过热形变量进行热误差的预测具体为:获取各轴实时的运动学参数信息,根据所述运动学参数信息获取各轴的位置坐标,通过对热形变特征节点坐标进行拟合,测得热形变后运动学参数信息;对所述多轴数控机床的三维模型进行有限元分析,得到不同温度下多轴数控机床各部位的热形变量,生成温度-热形变量关系曲线;根据所述热形变后运动学参数信息及所述温度-热形变量关系曲线获取温度与热误差的映射关系;根据所述映射关系构建热误差预测模型,根据所述热误差预测模型获取预设时间后的多轴数控机床各区域的温度信息及对应的热误差信息,所述热误差预测模型可以通过神经网络、支持向量机或最小二乘法等方式进行实现。
36.需要说明的是,所述的根据所述轨迹误差信息与所述热误差信息生成多轴数控机床的总误差信息,具体为:根据所述轨迹误差信息匹配伺服周期获取各轴加工方向上的误差补偿点位置信息,同时根据温度异常区域在多轴数控加床中的位置信息生成对各轴的误差影响比例信
息;通过所述轨迹误差信息、热误差信息以及所述误差补偿点位置信息、误差影响比例信息得到多轴数控机床的总误差信息。
37.需要说明的是,将所述总误差信息与各轴的运动学参数进行耦合生成误差控制信号,通过所述误差控制信号进行误差补偿,具体为:将总误差信息与各轴的运动学参数信息进行耦合得到误差控制信号,将所述误差控制信号按照预设比例进行解耦并发送到各轴,各轴与原始加工参数进行叠加,得到误差补偿后的加工参数;根据误差补偿后的加工参数对目标工件进行加工,并获取实际加工位置,根据目标加工轨迹获取理论加工位置;将所述实际加工位置与理论加工位置进行对比生成偏差信息,判断所述偏差信息是否大于偏差率阈值;若大于,则重新生成总误差信息,通过重新生成的总误差信息进行二次误差补偿。
38.根据本发明实施例,本发明还包括建立误差数据库,通过所述误差数据库根据加工情况对加工过程中可能产生的误差进行预警,具体为:获取加工过程中多轴数控机床中各轴的转速信息及各点温度信息,基于时序生成各轴的转速曲线及各点温度变化曲线;将所述转速曲线及温度变化曲线进行拟合生成温度变化与转速的关系曲线,将误差信息在所述关系曲线上进行标注,构建误差信息数据库,将历史误差信息对应的转速信息、各点温度信息及各轴的运动学参数信息存入所述误差信息数据;根据当前加工工件的目标加工轨迹与实时工况参数与进行特征提取,根据所述加工轨迹特征建立数据索引任务,获取当前目标加工工件的历史误差信息,同时根据实时工况参数特征进行历史误差信息对应工况参数的相似度对比;根据相似度对比结果进行倒序排序生成历史误差信息的相似度排序,根据所述相似度排序获取当前工件加工过程中最易产生的误差信息;根据所述最易产生的误差信息产生预警信息,同时获取误差信息数据库中最易产生的误差信息的误差补偿信息;根据所述误差补偿信息对当前加工工件的加工过程中的参数进行调整。
39.需要说明的是,为了提高工件加工过程中误差补偿的效率,建立误差信息数据库,其中包括各个型号、规格的历史加工工件的加工轨迹等各种加工参数,其中利用当前加工工件的工况参数建立索引标签,通过索引标签在误差信息数据库中进行相似度对比,相似度对比可以是欧式距离或余弦对比,在误差信息数据库中寻找大于预设相似度的工况参数所对应的历史误差信息,将满足预设值要求的历史误差信息进行排序,并将排序第一位的历史误差信息作为当前工件加工过程中最易产生的误差信息,并提前进行预警,调用所述历史误差信息的的误差补偿信息提前对加工过程进行补偿,减少了加工工件的废品率,节约成本同时大大缩短了加工周期。
40.本发明第三方面还提供一种计算机可读存储介质,所述计算机可读存储介质中包括一种多轴数控加工的误差预测及补偿方法程序,所述一种多轴数控加工的误差预测及补偿方法程序被处理器执行时,实现如上述任一项所述的一种多轴数控加工的误差预测及补
偿方法的步骤。
41.本发明公开了一种多轴数控加工的误差预测及补偿方法及系统,包括:获取加工工件的目标加工轨迹,根据所述目标加工轨迹生成各轴的运动学参数信息;基于神经网络建立轨迹误差预测模型,通过所述各轴的运动学参数信息对所述轨迹误差预测模型进行初始化训练,根据所述轨迹误差预测模型生成多轴数控机床的轨迹误差信息;获取多轴数控机床的多点温度信息,根据所述多点温度信息生成所述多轴数控机床的温度分布信息;根据所述温度分布信息获取温度异常区域,获取温度异常区域的热形变量,根据所述轨迹误差信息与所述热形变量生成多轴数控机床的总误差,将所述总误差与各轴的运动学参数进行耦合生成误差控制信号,通过所述误差控制信号进行误差补偿。本发明通过对多轴数控机床的误差进行预测并实现误差补偿,提高多轴数控加工的质量、精度及效率。
42.在本技术所提供的几个实施例中,应该理解到,所揭露的设备和方法,可以通过其它的方式实现。以上所描述的设备实施例仅仅是示意性的,例如,所述单元的划分,仅仅为一种逻辑功能划分,实际实现时可以有另外的划分方式,如:多个单元或组件可以结合,或可以集成到另一个系统,或一些特征可以忽略,或不执行。另外,所显示或讨论的各组成部分相互之间的耦合、或直接耦合、或通信连接可以是通过一些接口,设备或单元的间接耦合或通信连接,可以是电性的、机械的或其它形式的。
43.上述作为分离部件说明的单元可以是、或也可以不是物理上分开的,作为单元显示的部件可以是、或也可以不是物理单元;既可以位于一个地方,也可以分布到多个网络单元上;可以根据实际的需要选择其中的部分或全部单元来实现本实施例方案的目的。
44.另外,在本发明各实施例中的各功能单元可以全部集成在一个处理单元中,也可以是各单元分别单独作为一个单元,也可以两个或两个以上单元集成在一个单元中;上述集成的单元既可以采用硬件的形式实现,也可以采用硬件加软件功能单元的形式实现。
45.本领域普通技术人员可以理解:实现上述方法实施例的全部或部分步骤可以通过程序指令相关的硬件来完成,前述的程序可以存储于计算机可读取存储介质中,该程序在执行时,执行包括上述方法实施例的步骤;而前述的存储介质包括:移动存储设备、只读存储器(rom,read-only memory)、随机存取存储器(ram,random access memory)、磁碟或者光盘等各种可以存储程序代码的介质。
46.或者,本发明上述集成的单元如果以软件功能模块的形式实现并作为独立的产品销售或使用时,也可以存储在一个计算机可读取存储介质中。基于这样的理解,本发明实施例的技术方案本质上或者说对现有技术做出贡献的部分可以以软件产品的形式体现出来,该计算机软件产品存储在一个存储介质中,包括若干指令用以使得一台计算机设备(可以是个人计算机、服务器、或者网络设备等)执行本发明各个实施例所述方法的全部或部分。而前述的存储介质包括:移动存储设备、rom、ram、磁碟或者光盘等各种可以存储程序代码的介质。
47.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1