一种微小间隙非接触测量调控装置及方法
1.本发明属于先进制造与技术领域,具体涉及一种微小间隙非接触测量调控装置及方法。
背景技术:
2.随着科学技术的快速发展,各种产品对其功能器件的要求逐渐提高,而发展超精密加工装备是对先进制造技术中实现尖端产品制造的必要条件。在实现对产品的高精度制造过程中,往往要求能够高精度定位并控制加工工具与待加工表面加工点之间的间隙,从而实现高精度的复杂零件制造。以往微小间隙测量的方式有视觉测量、塞尺测量、涡电流式测量等。视觉测量采用不同种类的相机对间隙进行拍摄,受限于环境光因素、被测物状态、空间位置、图像处理水平等多重因素的限制,难以实现狭小空间内或液体中的微小间隙的高精度测量。塞尺测量采用不同规格的塞尺接触式的放置于工件表面和工具之间的间隙中,然而塞尺规格有限,仅能实现对部分特定间隙的调控,并且可能会刮伤工件表面造成无法修复的损伤。涡电流式检测方式会受工件材料的限制,只适用于检测导电金属材料或能感生涡流的非金属材料。因此,现有方法存在易对加工元件造成损伤,检测精度低、待加工元件受限、对工件所处环境要求高的缺点,尤其是存在不能精确测量微米甚至纳米量级间隙的技术问题,为超精密加工设备及超精密零件制造带来了极大的困难。为解决上述问题,本发明基于非接触式位移传感器测量标定物与工具之间的相对位置结合数据处理设计了一种微小间隙非接触测量调控装置及方法。
技术实现要素:
3.本发明提出一种微小间隙非接触测量调控装置及方法,用于解决现有超精密加工装备在加工过程中难以确定工具与待加工元件上加工点处之间的微小间隙的问题。本发明能够以低成本、高精度方式标定出标定物与工具之间的位置差,结合数据处理指导机床确定工具与待加工元件之间的微小间隙,不仅有助于寻找并精确定位待加工元件表面加工点,更能够实现超精密加工中对间隙的精确调控。
4.本发明采用的技术方案是:一种微小间隙非接触测量调控装置,包括加工工具、标定物、机床本体、非接触式位移传感器、传感器工装、待加工元件、导轨、传感器电源、传感器控制器、导轨电源、导轨控制器和计算机控制系统,其中:
5.所述加工工具和标定物置于机床本体上;
6.所述非接触式位移传感器安装在传感器工装上,可以实现非接触式位移传感器在z方向的移动;
7.所述传感器工装、待加工元件安装在导轨上,可以实现非接触式位移传感器在x方向和y方向的移动;
8.所述传感器电源、传感器控制器一端与非接触式位移传感器相连,另一端与计算机控制系统相连,用于设置控制非接触式位移传感器的参数,并接收非接触式位移传感器
所测量的数据;
9.所述导轨电源、导轨控制器一端与非接触式位移传感器相连,另一端与计算机控制系统相连,用于通过软件控制非接触式位移传感器的在x方向和y方向的移动以实现对标定物和工具的相对位置的测量;
10.用非接触式位移传感器测量标定物最低点和加工工具最低点,最低点测量通过在x和y方向扫描标定物和加工工具最低点附近,可通过非接触式位移传感器在两个方向上分别获得波形,确定二者最低点坐标,计算之间的相对位置差,通过移动机床本体将标定物置于待加工元件表面的加工点上,并逐渐移动机床使其刚好接触加工点,记录此时的坐标值,再根据标定物与加工工具之间的坐标差值进行坐标换算,并将机床移动到相应位置,即可让加工工具刚好接触待加工元件表面。
11.进一步地,非接触式位移传感器可以是光谱位移传感器、激光位移传感器或者声波位移传感器,通过发射光波或声波信息非接触式的探测其与标定物或者工具表面的距离,具有采样频率高、响应速度快的特点。
12.进一步地,传感器工装可以是手动或电动进行z方向高度的高精度调节功能,工装与导轨的垂直度较高,保证位移传感器发射的光束或声波垂直入射到标定物和工具表面,导轨电源为电动或手轮控制方式,通过计算机控制系统控制其在水平面上的高精度移动。
13.进一步地,通过调节传感器工装上沿z方向的滑板调节非接触式位移传感器的高度,使其位于非接触式传感器可以响应的高度范围内,通过调节导轨使得位移传感器置于标定物的正下方,标定物可以是针尖、含有示数表的探针或对刀仪。
14.进一步地,通过调节导轨可以使得位移传感器置于工具的正下方,工具可以是各种形状的刀具、喷嘴、抛光头,通过调节传感器工装上沿z方向的滑板调节非接触式位移传感器的高度,使非接触式传感器位于可以响应的高度范围内。
15.进一步地,计算机控制系统包括非接触式位移传感器控制模块,导轨移动控制模块、标定物与加工工具所处坐标读取模块、数据处理分析模块。
16.进一步地,该装置共有两个方面的功能:首先是对标定物或者加工工具进行测量功能,然后是实现加工工具与待加工元件之间间隙的控制与调节功能;针对第一方面,通过将非接触式位移传感器安装在传感器工装上并调节至合适的测试高度,通过在x和y方向分别移动导轨,根据计算机控制系统中非接触式位移传感器控制模块读取标定物在x和y方向上高度的数据,标定出标定物最低点的坐标值,之后通过移动工具,将加工工具置于非接触式位移传感器正上方合适高度处,再次通过在x和y方向分别移动导轨,根据计算机控制系统中非接触式位移传感器控制模块读取工具在x和y方向上高度的数据,标定出加工工具最低点的坐标值;第二方面:首先根据获得的两个坐标值得到两者之间的位置差,然后通过移动机床本体将标定物置于待加工元件的加工点表面,并逐渐移动机床使其刚好接触待加工元件表面,记录此时的坐标值,再根据标定物与加工工具之间的坐标差值进行坐标换算,并将机床移动到相应位置,即可让加工工具刚好接触待加工元件表面。
17.为了实现上述目的,本发明提供了微小间隙非接触测量调控方法,步骤如下:
18.步骤a:选取合适量程、频率、工作环境下的非接触式位移传感器,调节计算机控制系统中与非接触式位移传感器相关的参数,调节非接触式位移传感器的传感器工装,将其置于标定物的正下方;
19.步骤b:通过计算机控制系统控制导轨在x方向的移动,获得标定物以x方向为横坐标的高度信息,读取其在x方向最低点的坐标值x1,通过计算机控制系统控制导轨在y方向的移动,获得标定物以y方向为横坐标的高度信息,读取其在y方向最低点的坐标值y1,读取此时机床本体的z方向坐标z1,并记录此时标定物最低点与非接触式位移传感器之间的距离d1;
20.步骤c:移动导轨,使非接触式位移传感器位于加工工具下方,通过计算机控制系统控制导轨在x方向的移动,获得加工工具以x方向为横坐标的高度信息,读取其在x方向最低点的坐标值x2,通过计算机控制系统控制导轨在y方向的移动,获得加工工具以y方向为横坐标的高度信息,读取其在y方向最低点的坐标值y2,并记录此时加工工具最低点与非接触式位移传感器之间的距离d2;
21.步骤d:将机床本体移动d
2-d1的距离,记录此时的机床坐标为z2,则标定物坐标为a(x1,y1,z1),加工工具的坐标为b(x2,y2,z2),二者之间的相对距离为d=b-a;
22.步骤e:移动机床本体及导轨,将标定物逐渐靠近工件,直至标定物上刚好有示数,即表明标定物刚好接触工件表面,记录此时的导轨与机床坐标为c(x3,y3,z3);
23.步骤f:根据机床坐标,则加工工具刚好接触待加工元件表面的坐标为e=c+b-a;
24.步骤g:根据加工工具与待加工元件表面所需要的距离h,则当加工工具刚好距离待加工元件表面h时,机床与导轨的坐标值应为f=e+(0,0,h);即为:
25.f(x4,y4,z4)=(x3,y3,z3)+(x2,y2,z2)-(x1,y1,z1)+(0,0,h);
26.本发明的有益效果:
27.本发明基于传感器测量标定物与加工工具之间的相对位置结合数据处理设计了一种微小间隙非接触测量调控装置及方法,能够精确的测定超精密加工过程中加工工具与待加工元件之间的微小间隙,并实现对间隙的调节,尤其是针对微米甚至纳米量级的间隙,可以实现高精度的微米甚至纳米量级的测量与调节,该测量方法可以避免待加工元件形状和材料的限制,对环境、空间位置、待加工元件所处状态均无要求,适应性强,同时在测量过程中不会对加工工具和待加工元件造成损伤。
附图说明
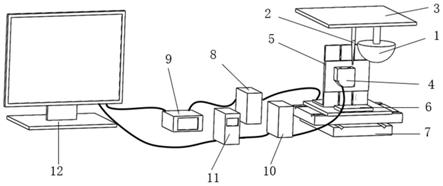
28.图1为一种微小间隙非接触测量调控装置整体的结构图;
29.图2为一种微小间隙非接触测量调控装置的测量方法的示意图;
30.图3为一种微小间隙非接触测量调控装置运行时非接触式位移传感器沿x方向所测标定物或工具的高度示意图;
31.图4为一种微小间隙非接触测量调控装置运行时非接触式位移传感器沿y方向所测标定物或工具的高度示意图;
32.图中附图标记含义为:1为加工工具;2为标定物;3为机床本体;4为非接触式位移传感器;5为传感器工装;6为待加工元件;7为导轨;8为传感器电源;9为传感器控制器;10为导轨电源;11为导轨控制器;12为计算机控制系统。
具体实施方式
33.下面结合附图和具体实施例子对本发明的实施方式做进一步说明,但是并不用于
限制本发明的保护范围。
34.如图1所示,一种微小间隙非接触测量调控装置,包括加工工具1、标定物2、机床本体3、非接触式位移传感器4、传感器工装5、待加工元件6、导轨7、传感器电源8、传感器控制器9、导轨电源10、导轨控制器11、计算机控制系统12。其中,非接触式位移传感器4安装在传感器工装5上,传感器工装5与导轨7垂直,可以实现非接触式位移传感器4在z方向的移动,传感器工装5、待加工元件6安装在导轨7上,导轨7可以实现非接触式位移传感器4和待加工元件6在x方向和y方向的移动。计算机控制系统12安装非接触式位移传感器4控制模块,导轨7移动控制模块、标定物2与加工工具1所处坐标读取模块、数据处理分析模块,在控制非接触式位移传感器4的软件中设定参数,通过发送至传感器控制器9、传感器电源8控制非接触式位移传感器4的运行,并接收非接触式位移传感器4测量的数据,同时在控制机床和导轨运行的软件中设定参数,通过发送至导轨电源10和导轨控制器11控制非接触式位移传感器4的在x方向和y方向的移动以实现对标定物2和加工工具1最低点的相对位置的测量。其中,非接触式位移传感器4可以通过发射光波或声波等信息非接触式的探测其与物体表面的距离,具有频率高、响应速度快的特点。如图2所示,首先用非接触式位移传感器4测量标定物2最低点和加工工具1最低点,最低点测量通过在x和y方向扫描标定物2和加工工具1最低点,可于非接触式位移传感器4上在两个方向分别获得类似图3和图4所示的波形,确定二者最低点坐标,计算之间的相对位置差,然后通过移动机床本体3将标定物2置于待加工元件6表面的加工点上,并逐渐移动机床使其刚好接触加工点,记录此时的坐标值,再根据标定物2与加工工具1之间的坐标差值进行坐标换算,并将机床移动到相应位置,即可让加工工具1刚好接触待加工元件6表面,或根据目标间隙使机床在适宜方向进行同数值的移动达到精确调控间隙的目的。
35.提供一种超精密加工装备在加工过程中对加工工具1和待加工元件6表面中微小间隙的非接触测量与调控方法,可以实现微米甚至纳米量级的测量,用于对加工间隙要求较高的先进制造领域。
36.一种微小间隙非接触测量调控方法,步骤如下:
37.步骤a:选取合适量程、合适频率的非接触式位移传感器4,处于25℃空气环境下,调节计算机控制系统12中与位移传感器相关的参数,调节非接触式位移传感器4的传感器工装5,标定物2选择探针,加工工具1选择白钢刀;
38.步骤b:将非接触式位移传感器4置于探针的正下方,默认机床坐标单位为mm,通过计算机控制系统12控制导轨7在x方向的移动,获得探针以x方向为横坐标的高度信息,读取其在x方向最低点的坐标值x1=5,通过计算机控制系统12控制导轨7在y方向的移动,获得探针以y方向为横坐标的高度信息,读取其在y方向最低点的坐标值y1=4,读取此时机床本体3的z方向坐标z1=10,并记录此时探针最低点与非接触式位移传感器4之间的距离d1=2;
39.步骤c:移动导轨7,使非接触式位移传感器4位于加工工具1下方,通过计算机控制系统12控制导轨在x方向的移动,获得白钢刀以x方向为横坐标的高度信息,读取其在x方向最低点的坐标值x2=3,通过计算机控制系统12控制导轨在y方向的移动,获得白钢刀以y方向为横坐标的高度信息,读取其在y方向最低点的坐标值y2=7,并记录此时白钢刀最低点与非接触式位移传感器4之间的距离d2=6;
40.步骤d:将机床本体3移动d
2-d1的距离,记录此时的机床坐标为z2,则探针坐标为a
(5,4,10),白钢刀刀尖的坐标为b(3,7,6),二者之间的相对距离为d=b-a;
41.步骤e:移动机床本体3及导轨7,将标定物2逐渐靠近待加工元件6上的加工点,直至探针上刚好有示数,即表明探针刚好接触工件表面,记录此时的导轨7与机床坐标为c(3,5,2);
42.步骤f:根据上述坐标值,则白钢刀刀尖刚好接触待加工元件6表面的坐标为e=c+b-a;
43.步骤g:根据加工要求,白钢刀与待加工元件6表面所需要的距离10μm,则当白钢刀刀尖刚好距离工件表面10μm时,机床与导轨的坐标值应为f=e+(0,0,h);即为f(x4,y4,z4)=(3,5,2)+(3,7,6)-(5,4,10)+(0,0,0.01)=(1,8,-1.99);
44.步骤h:将机床与导轨7的坐标移动到f处,则实现加工工具1与待加工元件6间隙为10μm的功能。
45.以上所述,仅为本发明中的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉该技术的人在本发明所揭露的技术范围内,可理解想到的变换或替换,都应涵盖在本发明的包含范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1