一种铸造冷却流量控制系统的制作方法
1.本发明涉及铸造冷却控制技术领域,具体地说是一种铸造冷却流量控制系统。
背景技术:
2.在铝合金铸造领域,随着生产成本和人工成本的提升,智能制造成为该领域新的迫切需求。常规低压铸造、差压铸造和高压铸造在生产过程中由于不同产品对冷却强度要求不同,同时受冷却动力源波动影响,操作人员经常根据经验调整各冷却通道球阀开度,从而直接影响到产品结晶组织,造成生产效率低下,产品缺陷层出不穷,冷却动力源极度浪费,模具冷却流量控制成为研究者越来越关注的重点。
3.具体地,流量控制在实际模具温度控制过程中冷却风、水流量与常规角座比例阀开口度呈非线性关系,而且水冷却在开启时,由于高温模具遇冷却水形成水蒸气反压,造成一段时间内水流量无法控制。同样地,模具多通道同时水冷却时,相比单通道流量控制角座比例阀开口度无法适用。国外某品牌流量控制系统,在相同冷却动力源环境下,系统每次开启都需要同样时间,没有记录自适应能力。目前,如何在保证产品质量的前提下通过模具冷却流量控制缩短铸造时间,这也是一个亟待解决的技术问题。
技术实现要素:
4.有鉴于此,本发明旨在提出一种铸造冷却流量控制系统,解决了受冷却动力源波动造成模具温场突变等问题,也通过本系统可以有效解决产品机加工后筋部缩松问题,同时对宽窄筋、高低筋等高难度铸件有显著改善,不同产品多通道不同流量自动调节,产品一致性、生产效率和能源节省都有不同程度提升。
5.为达到上述目的,本发明的技术方案是这样实现的:一种铸造冷却流量控制系统,包括嵌入式工控机、模拟量模块、风流量传感器、水流量传感器、风角座比例阀、水角座比例阀、风分配器、水分配器、球阀、单向阀、三通,动力冷却风管路通过风分配器供17路风冷却使用,风分配器通过球阀、风角座比例阀、风流量传感器、单向阀与水冷却相连,动力冷却水管路通过水分配器供17路水冷却使用,水分配器通过球阀、水角座比例阀、水流量传感器、单向阀与风冷却相连,风、水冷却经三通连接至模具。
6.在一些实施例中,流量控制算法先使用示教记录的角座比例阀开度后根据流量反馈情况伺服。
7.在一些实施例中,风角座比例阀、水角座比例阀阀芯采用锥形。
8.在一些实施例中,示教记录的风角座比例阀、水角座比例阀开度、流量到达所用时间、反馈流量正偏移量、流量负偏移量。
9.在一些实施例中,分步采样调试,随着res每步响应时间内检测反馈增量并开始伺服,每步伺服都能设置kp 、ki、kd,并且每步也提供了最大翻转补偿限制值。
10.相对于现有技术,本发明所述的铸造冷却流量控制系统具有以下优势:
本发明公开的铸造冷却流量控制系统设备,流量控制先使用示教记录的角座比例阀开度后根据流量反馈情况伺服(变积分分段分离增量式pid)的算法,解决了受冷却动力源波动造成模具温场突变等问题,也通过本系统可以有效解决产品机加工后筋部缩松问题,同时对宽窄筋、高低筋等高难度铸件有显著改善,不同产品多通道不同流量自动调节,产品一致性、生产效率和能源节省都有不同程度提升。
11.本系统放置于冷却控制柜内并与模具冷却通道相连接,通过上述技术方案,实现模具在金属充型铸造过程中各个冷却通道的流量闭环控制。
附图说明
12.构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:图1为本发明铸造冷却流量控制系统设备的整体结构示意图。
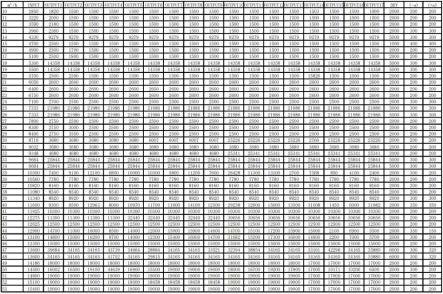
13.图2为17路风冷却流量10~53m
³
/h时对应变量示意图。
14.图3为17路风冷却流量54~95m
³
/h时对应变量示意图。
15.图4为17路风冷却流量对应角座比例阀开度趋势图。
16.图5为17路水冷却流量1.0~5.6l/min时对应变量示意图。
17.图6为17路水冷却流量5.7~10.0l/min时对应变量示意图。
18.图7为17路水冷却流量对应角座比例阀开度趋势图。
19.图8为冷却流量控制分步接近曲线采样参数示意图。
20.图9为冷却流量控制分步接近曲线伺服pid参数示意图。
21.图10为冷却流量期望值进入正确区间范围的保持时间示意图。
22.图11为角座比例阀剖面示意图。
23.附图标记说明10-嵌入式工控机;20-模拟量模块;30-风流量传感器;40-水流量传感器;50-风角座比例阀;60-水角座比例阀;70-风分配器;80-水分配器;90-球阀;100-单向阀;110三通。
具体实施方式
24.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
25.下面将参考附图并结合实施例,对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.下面参考图1至图11并结合实施例描述本发明实施例的铸造冷却流量控制系统。
27.一种铸造冷却流量控制系统,包括嵌入式工控机10、模拟量模块20、风流量传感器30、水流量传感器40、风角座比例阀50、水角座比例阀60、风分配器70、水分配器80、球阀90、单向阀100、三通110。动力冷却风管路通过风分配器70供17路风冷却使用,风分配器70通过球阀90、风角座比例阀50、风流量传感器30、单向阀100与水冷却相连,动力冷却水管路通过水分配器80供17路水冷却使用,水分配器80通过球阀90、水角座比例阀60、水流量传感器
40、单向阀100与风冷却相连,风、水冷却经三通110连接至模具,本发明风水流量既可以单独控制,也可以混合控制。
28.如图1所示,17个风流量传感器30和17个水流量传感器40输出4~20ma模拟量信号传输至模拟量模块20,模拟量模块20模数转换后通过以太网把传感器数据传输至嵌入式工控机10,嵌入式工控机10使用流量控制算法再通过以太网把角座比例阀开口度数据传输至模拟量模块20,模拟量模块20数模转换后输出4~20ma模拟量信号控制17个风角座比例阀50和17个水角座比例阀60。
29.17个风流量传感器30采用0.7...225.0m
³
/h量程,17个水流量传感器40采用0~50l/min量程,因为铸造现场使用纯水作为模具冷却动力源,所以水流量传感器40采用超声波原理传感器。
30.现场铸造产品风、水流量需求为:风冷却流量10~95m
³
/h,水冷却流量1~10l/min,所以图2、图3、图4、图5、图6、图7按照此范围示教并记录,input对应风流量传感器30和水流量传感器40反馈值,output1~17对应17路风角座比例阀50和17路水角座比例阀60开口度,dev为流量到达所用时间,(+a)反馈流量正偏移量,(-a)反馈流量负偏移量。从图4和图7可以看出,模具多通道同时冷却时,受冷却动力源波动,本系统自适应迅速反应加大角座比例阀开度。
31.为了使冷却风、水流量与角座比例阀开口度呈一定趋势并方便伺服pid控制,风角座比例阀50、水角座比例阀60阀芯分别做成锥形,如图11所示,实验表明锥形风、水角座比例阀芯对于风、水流量控制具有精度高,稳定输出等优点。
32.图8为分步采样调试示意图,图中设置了6步采样区间,随着res每步响应时间内检测反馈增量并开始伺服,step为每步最大翻转补偿,伺服kp 、ki、kd设置如图9所示,
‑‑‑
﹥target为检测反馈流量小于预设期望值时的分步曲线伺服,target﹤
‑‑‑
为检测反馈流量大于预设期望值时的分步曲线伺服,如图10所示
‑‑‑
﹥target﹤
‑‑‑
为检测反馈流量等于预设期望值保持时间,target waiting num:保持时间的循环数;per unit-ms:保持时间的循环周期。
33.本发明的铸造冷却流量控制方案包括如下步骤:步骤1,手动示教并记录每一个期望流量对应的5个变量,(变量1)上升时间,指多少秒到达期望流量,记录为dev(此参数可以有效解决水冷却时蒸气反压硬件等待时间问题),比如两秒到达记录dev:2000;(变量2)输出数据,指角座比例阀开度0~65535输出多少能到达期望流量, 比如期望流量40m
³
/h,输出10000只能使流量计反馈到达37~38m
³
/h,则适量增加输出至11000,观察流量计,到达40m
³
/h后记录为output:11000;(变量3)输入数据,指流量计反馈数据0~65535,比如风流量计显示40m
³
/h,反馈数据在11300~11700之间抖动,则input记录为:11500,正偏移量+a(变量4)记录为:200,负偏移量-a(变量5)记录为:200。本系统自动运行时根据期望流量调取记录变量。
34.步骤2,伺服算法(变积分分段分离增量式pid),大多数情况系统自适应调整所有参数即可。伺服配置调节伺服精度,伺服时间,其参数由分段采样接近曲线、保持时间、响应时间、每步最大翻转补偿等参数组成。仅当流量计输入值小于预设期望值时,小于分步曲线参数组开始工作。比如期望值40m
³
/h,期望输入值检测到11500
±
200时满足条件,不再伺服。若当下流量计反馈小于11500-200并保持3000毫秒,则进入分步采样调试。小于情况共
分为6步接近曲线采样,例如step-2中的500~1100,当流量计反馈在(11500-200-500)~(11500-200-1100)之间时,随着res中填写的step-2的每步响应时间(这里是200毫秒),流量计在200毫秒周期内检测反馈增量,开始伺服,上次的输出量output :u(k-1)=kp[e(k-1)+t/ti(k-1)],增量式pid :
∆
u(k)=u(k)-u(k-1)=kp*
∆
e(k)+ ki*e(k)+kd* [
∆
e(k)
‑∆
e(k-1)] 趋向output,理论上补偿是一直减小的,若在伺服期间反馈的增量和与跨入分步区间的第一个值的比较中没有变化,补偿会增大,直至最大值(这里是15),流量反馈超过step-2的范围进入step-1范围,也就是(11500-200)~(11500-200-500)时,进入step-1的调试曲线。小于曲线伺服保持时间设定,比如这里是30*100,就是保持时间为3000毫秒,当实际检测值小于期望流量计反馈值发生时开始计数循环,每100毫秒检测一次流量计变化,当循环30次后,流量计反馈仍是小于期望值时,开始进入小于的分步曲线伺服。因为我们要滤过流量计的仅仅一次或几次的超范围抖动,若保持时间设置的过小,并且管路压力不稳定,则伺服会由于时间过短而频繁伺服调整工作,效率反而会因过量调整和过冲而降低。
[0035]
步骤3,大于期望值的分步曲线与小于的相对应,调整方法一致。
[0036]
步骤4,这里是等于期望值的情况,也就是进入正确区间范围的保持时间,如上例11500
±
200时发生。这里的保持时间要判断是流量计路过正常范围还是真正的进入正常范围。8*100的保持时间意味着,流量计在正常范围内抖动超过800毫秒,我们即认为该次动作到位,不进行伺服。若在8*100的时间内有任何一次的抖动超过范围,则根据是大于还是小于进行伺服。当管路压力抖动较大时,适当调小该值。但若流量计上升或下降时间较长,也就是dev值较大时,等于的保持时间较短反而会出现路过当成正确的误判,需根据现场实际情况而进行相应的调整。
[0037]
相对于现有技术,本发明的铸造冷却流量控制系统具有以下优势:本发明公开的铸造冷却流量控制系统设备,流量控制先使用示教记录的角座比例阀开度后根据流量反馈情况伺服(变积分分段分离增量式pid)的算法,解决了受冷却动力源波动造成模具温场突变等问题,也通过本系统可以有效解决产品机加工后筋部缩松问题,同时对宽窄筋、高低筋等高难度铸件有显著改善,不同产品多通道不同流量自动调节,产品一致性、生产效率和能源节省都有不同程度提升。
[0038]
本系统放置于冷却控制柜内并与模具冷却通道相连接,通过上述技术方案,实现模具在金属充型铸造过程中各个冷却通道的流量闭环控制。
[0039]
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为便于描述本发明和简化描述,而不是指示或暗指所指的装置或元件必须具有特定的方位、为特定的方位构造和操作,因而不能理解为对本发明保护内容的限制。
[0040]
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
[0041]
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连
接,也可以是电连接或可以互相通讯;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
[0042]
以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1