一种金属材料薄壁件机床切削刀具参数调控方法及系统与流程
1.本发明属于机床参数控制技术领域,具体来说,涉及一种金属材料薄壁件机床切削刀具参数调控方法及系统。
背景技术:
2.尺寸大,形状复杂、薄壁,尺寸及位置精度要求高,零件表面质量要求高等是飞机结构件的常见特点。从航空结构件的特点出发,在此基础之上对典型特征的结构件加工进行整体优化,以提高加工效率和加工质量。而在数控加工过程中,切削参数的选用对生产效率的提升、产品质量的保证有着重要的影响。目前大多数工厂在生产中均凭借经验或者参考切削用量手册来选择切削参数,往往不能选用到最合适的切削参数,要么参数太低,浪费了生产资源,要么参数太高,导致产品质量不能保证或者使零件直接报废。
3.在专利号为cn202010511492.6的中国发明专利中,公开了一种用于航空发动机叶片精密加工的切削过程时变调控方法,包括:所述数据采集装置采集所述机床主轴、叶片工装的振动信号。所述控制装置接收所述振动信号,根据所述振动信号预测下一步振动强度,并输出预测振动强度。所述控制装置判断所述预测振动强度是否大于或者等于预先存储的第一振动阈值。若所述预测振动强度大于或者等于所述预先存储的第一振动阈值,所述控制装置向所述减振装置发送第一控制信号,所述第一控制信号用于控制所述减振装置运动以抑制所述机床主轴的振动。针对现有技术中存在的无法对待加工叶片加工过程的铣切力进行实时监控,本发明通过数据采集机构实时采集加工过程中待加工叶片产生的振动,通过控制装置分析,以及减振装置及时减振作用。
4.现有专利的缺陷在于,只对加工的机床叶片的震动作出分析,并无法实现对整个切削机床切削参数的规范统一,导致加工质量和效率无法调整和优化。
技术实现要素:
5.针对现有技术只对加工的机床叶片的震动作出分析,并无法实现对整个切削机床切削参数的规范统一,导致加工质量和效率无法调整和优化的问题,本发明提供了一种金属材料薄壁件机床切削刀具参数调控方法及系统。
6.为实现上述技术目的,本发明采用的技术方案如下:
7.一种金属材料薄壁件机床切削刀具参数调控方法,包括步骤:
8.s1、对金属材料薄壁件进行分析,建立试切模型;
9.s2、根据金属材料薄壁件的加工特点,采用3面定位作为数控加工基准,粗、精加工工序不分离,一次加工成型;
10.s3、按照一次加工成型编排工艺路线制定测试程序;
11.s4、根据切削参数优化原理计算出机床切削刀具参数最优结果,并结合使用刀具供应商提供的参数来编制数控加工程序;
12.s5、然后通过vericut force模块对参数进行优化,将优化后的程序拿来试切,再
将这次优化得出的参数修改至程序中;
13.s6、再将修改后的程序利用vericut物理仿真模块对其进行优化,并进行试切;
14.s7、对步骤s6中试切后得到的试切件进行加工质量和效率的判断,若后一次加工质量和效率与前一次加工质量和效率再无提升,则结束整个调控过程,若后一次加工质量和效率与前一次加工质量和效率有提升,则返回步骤s4中,将前一次试切的参数来编制数控加工程序,直至跳出循环。
15.进一步地,金属材料薄壁件为框梁类航空薄壁件,框梁类航空薄壁件均由腹板及侧壁组成;侧壁与腹板形成底角;侧壁与侧壁形成转角;转角又因转角深度的不同,深度大于等于转角四倍直径的称之为深腔转角;带角度单独的侧壁为五轴独立筋;由于部分侧壁面存在不规则的曲率变化,无法用侧刃加工到位,将此类侧壁面称为三轴层切面;侧壁面存在连续的曲率变化,使用五轴侧刃加工到位,为五轴侧刃面;侧壁带角度规律变化,联动轴配合加工称为五轴联动区;侧壁与侧壁之间夹角<60
°
称之为锐角区。这种区域容易夹刀弹伤零件。
16.进一步地,框梁类航空薄壁件的加工特征包括:大闭角(侧面与腹板面夹角小于75
°
)、独立筋、深腔(≥4倍转角直径)、腹板下陷和薄壁(≤2mm)。
17.进一步地,在数控加工过程中,当刀具、机床以及零件特征一致时,影响生产效率的主要因素包括:切削速度、进给量、切削深度和切削宽度。而限制切削速度提升的主要因素就是切削力的大小,当刀具负荷条件超过所能承受切削力的极限时,就会发生意想不到的断裂,只有使刀具的负荷保持恒定不变的最佳水平,才能最大程度地提升生产效率。
18.进一步地,根据刀具的受力、主轴功率、最大切厚、以及最大允许的进给率这四点要素而给定的切削条件,通过force计算出最大的可靠的进给速度;force是利用物理模型基于切削力和主轴功率计算来调整进给速度。通过分析刀具的几何外形和参数、毛料和刀具的材料属性、具体的切削刃几何形状以及vericut中每一道的切削接触状况,可以计算出理想的进给速度。
19.进一步地,加工成型的具体流程包括:整体粗加工留量2mm
→
预铣转角留量2mm保证精加工余量一致
→
精铣筋顶
→
铣腹板
→
精铣筋条、缘条端头
→
铣外形、筋顶r角
→
铣独立筋条侧面
→
五轴联动铣内外型面
→
三轴铣内外型直壁面
→
长刀精铣深腔转角
→
短刀精铣转角
→
精铣大避角根部残余
→
五轴联动铣转角残余。
20.进一步地,依据机床的性能及刀具的承受能力来限制该次切削所能承受的最大切削力,然后通过切削力的经验公式来反推出本次切削所使用的切削参数;
[0021][0022][0023][0024]
式中——公式中系数,根据加工条件由实验确定;xf、yf、nf——表示各因素对切削力的影响程度指数;——不同加工条件对各切削分离的影响修正系数;利用单位切削力kc来计算切削力fc和切削功率p。
[0025]
进一步地,单位切削力是切削单位切削层面积所产生的作用力;单位切削力kc的
单位是n/mm2,可表示为:
[0026][0027]
在不同切削条件下影响单位切削力的因素是进给量f0,增大进给量,由于切削变形减少,因此单位切削力减小;
[0028]
在不同切削条件下影响单位切削力的因素是进给量f0,增大进给量,由于切削变形减少,因此单位切削力减小。
[0029]
进一步地,工艺路线制定测试程序的测试项目包括:
[0030]
1)粗加工机床最大主轴负载,
[0031]
2)精加工表面质量与效率平衡点;
[0032]
3)局部加工工艺方案的合理性;
[0033]
4)特殊转角受力测试。
[0034]
进一步地,金属材料薄壁件深腔转角部位采用插铣进行加工;加工过程中刀具沿主轴方向做进给运动,利用底部的切削刃进行钻、铣组合切削。因插铣加工变径向进给为轴向进给,从而大幅度降低了刀具的径向切削力,并能保持切削力大小的稳定,从而减小加工中工件及刀具的变形,避免切削颤振的产生。从根本上解决拐角加工难题,另一方面还可大大提高航空结构件精加工效率和表面质量。
[0035]
插铣用法:在零件精加工前进行拐角预处理;采用锥度刀摆定轴,仿照插铣的加工轨迹进行精加工。
[0036]
一种金属材料薄壁件机床切削刀具参数调控系统,包括:薄壁件试切模型建立模块、加工成型模块、测试模块、切削参数计算模块、vericut force模块、vericut物理仿真模块和判断模块;
[0037]
薄壁件试切模型建立模块,对金属材料薄壁件进行分析,建立试切模型;
[0038]
加工成型模块,根据金属材料薄壁件的加工特点,采用3面定位作为数控加工基准,粗、精加工工序不分离;
[0039]
测试模块,按照一次加工成型编排工艺路线制定测试程序;同时制定测试程序的测试项目;
[0040]
切削参数计算模块,根据切削参数优化原理计算出机床切削刀具参数最优结果,并结合使用刀具供应商提供的参数来编制数控加工程序;
[0041]
vericut force模块,对参数进行优化,将优化后的程序拿来试切,再将这次优化得出的参数修改至程序中;
[0042]
vericut物理仿真模块,将修改后的程序对其进行优化,并进行试切;
[0043]
判断模块,对vericut物理仿真模块中试切后得到的试切件进行加工质量和效率的判断;直到后一次加工质量和效率与前一次加工质量和效率再无提升,则结束整个调控过程。
[0044]
本发明相比现有技术,具有如下有益效果:
[0045]
数控加工切削参数是数控切削加工过程中的基本控制量。数控加工切削参数的规范统一是数控加工工艺过程优化的基础,不仅决定着数控加工技术水平和效率,也决定着产品的表面质量和使用效果。通过定制一套试切方案来针对每种设备进行试切,将其加工
所用的切削参数进行定型,来提高数控切削加工效率,降低加工成本,获得高质量的产品。
附图说明
[0046]
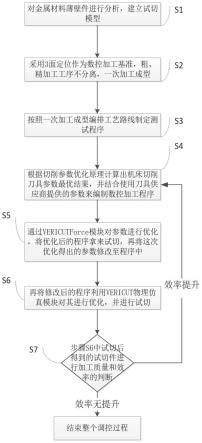
图1为本发明一种金属材料薄壁件机床切削刀具参数调控方法的流程图;
[0047]
图2为本发明包含金属材料薄壁件大多数结构特征的试切模型示意图;
[0048]
图3为本发明vericut软件利用物理模型计算给进速度示意图;
[0049]
图4为本发明机床切削刀主轴所承受扭矩的计算示意图。
具体实施方式
[0050]
为了便于本领域技术人员的理解,下面结合实施例与附图对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。
[0051]
如图1所示,一种金属材料薄壁件机床切削刀具参数调控方法,包括步骤:s1、对金属材料薄壁件进行分析,建立试切模型。
[0052]
如图2所示,金属材料薄壁件为框梁类航空薄壁件,框梁类航空薄壁件均由腹板及侧壁组成;侧壁与腹板形成底角;侧壁与侧壁形成转角;转角又因转角深度的不同,深度大于等于转角四倍直径的称之为深腔转角;带角度单独的侧壁为五轴独立筋;由于部分侧壁面存在不规则的曲率变化,无法用侧刃加工到位,将此类侧壁面称为三轴层切面;侧壁面存在连续的曲率变化,使用五轴侧刃加工到位,为五轴侧刃面;侧壁带角度规律变化,联动轴配合加工称为五轴联动区;侧壁与侧壁之间夹角<60
°
称之为锐角区。这种区域容易夹刀弹伤零件。
[0053]
框梁类航空薄壁件的加工特征包括:大闭角(侧面与腹板面夹角小于75
°
)、独立筋、深腔(≥4倍转角直径)、腹板下陷、薄壁(≤2mm)等特征组成。
[0054]
s2、根据金属材料薄壁件的加工特点,采用3面定位作为数控加工基准,粗、精加工工序不分离,一次加工成型;
[0055]
在数控加工过程中,当刀具、机床以及零件特征一致时,影响生产效率的主要因素包括:切削速度、进给量、切削深度和切削宽度。而限制切削速度提升的主要因素就是切削力的大小,当刀具负荷条件超过所能承受切削力的极限时,就会发生意想不到的断裂,只有使刀具的负荷保持恒定不变的最佳水平,才能最大程度地提升生产效率。
[0056]
如图3所示,根据刀具的受力、主轴功率、最大切厚、以及最大允许的进给率这四点要素而给定的切削条件,通过force计算出最大的可靠的进给速度;force是利用物理模型基于切削力和主轴功率计算来调整进给速度。通过分析刀具的几何外形和参数、毛料和刀具的材料属性、具体的切削刃几何形状以及vericut中每一道的切削接触状况,可以计算出理想的进给速度。通过使用vericut force优化程序,我们可以将程序中的切削力调整到趋于稳定的状态,从整体上提高切削效率,并使切削力平稳,降低刀具因受到不稳定的切削力导致疲劳断裂的可能性。
[0057]
加工成型的具体流程包括:整体粗加工留量2mm
→
预铣转角留量2mm保证精加工余量一致
→
精铣筋顶
→
铣腹板
→
精铣筋条、缘条端头
→
铣外形、筋顶r角
→
铣独立筋条侧面
→
五轴联动铣内外型面
→
三轴铣内外型直壁面
→
长刀精铣深腔转角
→
短刀精铣转角
→
精铣大避角根部残余
→
五轴联动铣转角残余。如下表所示:
[0058]
序号程序名刀柄规格刀具规格悬长切深切宽加工内容1cs01a63-140-20d20r375311~20粗加工,留量2mm2cs02a63-140-12d12r3663≈2铣转角,留量2mm3cs03a63-140-20d20r36027铣筋顶、缘条顶面4cs04a63-140-16d16r36823.5铣腹板5cs05a63-140-16d16r34832精筋、缘端头6cs06a63-140-20d20r3600.32铣外形、筋顶r角7cs07a63-140-20d20r37032联动铣内外型8cs08a63-140-20d20r37332三轴铣内型9cs09a63-140-12d12r36632(max)长刀铣转角10cs10a63-140-12d12r34032(max)短刀铣转角11cs11a63-140-203a-151/fc1-257600.20.2铣大避角根部残余12cs12a63-140-08d8r3342≈6联动铣转角残余
[0059]
s3、按照一次加工成型编排工艺路线制定测试程序。
[0060]
工艺路线制定测试程序的测试项目包括:
[0061]
1)粗加工机床最大主轴负载,
[0062]
2)精加工表面质量与效率平衡点;
[0063]
3)局部加工工艺方案的合理性;
[0064]
4)特殊转角受力测试。
[0065]
s4、根据切削参数优化原理计算出机床切削刀具参数最优结果,并结合使用刀具供应商提供的参数来编制数控加工程序;
[0066]
依据机床的性能及刀具的承受能力来限制该次切削所能承受的最大切削力,然后通过切削力的经验公式来反推出本次切削所使用的切削参数;
[0067][0068][0069][0070]
式中——公式中系数,根据加工条件由实验确定;xf、yf、nf——表示各因素对切削力的影响程度指数;——不同加工条件对各切削分离的影响修正系数;利用单位切削力kc来计算切削力fc和切削功率p。
[0071]
进一步地,单位切削力是切削单位切削层面积所产生的作用力;单位切削力kc的单位是n/mm2,可表示为:
[0072][0073]
在不同切削条件下影响单位切削力的因素是进给量f0,增大进给量,由于切削变形减少,因此单位切削力减小;
[0074]
在不同切削条件下影响单位切削力的因素是进给量f0,增大进给量,由于切削变形减少,因此单位切削力减小。
[0075]
若已知单位切削力、背吃刀量、和进给量f时,则切削力为:
[0076]
fc=k
cad
=k
capf[0077]
其中
[0078]
按常规工艺思路,切深a
p
与切宽ae分别选取为3mm和11mm;
[0079]
通过查表,得知硬度在75~150hb的铝合金的单位切削力kc=800n/mm2
[0080]
主轴转速
[0081]
6000=n
min
≤n≤n
max
=24000
[0082]
机床输出功率
[0083][0084]
其中切削速度v
[0085][0086]
则
[0087][0088]
vf≤15047mm/min
[0089]
一般铝合金粗加工每齿进给量fz选用0.2~0.3mm/z,粗加工选用立铣刀为3刃,因此进给量f为:
[0090][0091]
0.75n=vf≤15047
[0092]
n≤20062r/min
[0093]
因在粗加工过程中存在满刀切削的情况,其切削宽度实际是在11~20mm范围内变动的,将主铣削力fc分解为刀具径向铣削分力fr和切向铣削分力f
t
。
[0094]
在满刀切削时,铣刀位于中心位置,此时刀具的压力角
[0095][0096]
此时刀具所承受径向力最大fr=fc=800
×3×
0.75=1800n
[0097]
此时b轴所承受的扭矩最大,b轴摆长为310mm,刀柄长度100mm,刀具悬长75mm,故此时悬臂l=485mm,在粗加工时,b轴处于锁死状态,此时b轴承受最大扭矩为4000nm
[0098]
tb=frl=1800
×
0.485=873nm≤4000nm
[0099]
当切削宽度为11mm时,铣刀位于偏心位置,刀具压力角
[0100][0101]
此时刀具所承受切向力最大
[0102][0103]
如图4所示,根据机床厂家所提供主轴转速-力矩变化图,当转速处于20062r/min
时,主轴所能提供的扭矩约为22nm。主轴所承受扭矩
[0104][0105]
s5、然后通过vericut force模块对参数进行优化,将优化后的程序拿来试切,再将这次优化得出的参数修改至程序中。
[0106]
s6、再将修改后的程序利用vericut物理仿真模块对其进行优化,并进行试切。
[0107]
s7、对步骤s6中试切后得到的试切件进行加工质量和效率的判断,若后一次加工质量和效率与前一次加工质量和效率再无提升,则结束整个调控过程,若后一次加工质量和效率与前一次加工质量和效率有提升,则返回步骤s4中,将前一次试切的参数来编制数控加工程序,直至跳出循环。通常循环次数在10次以后才会再无任何提升。
[0108]
为能得到准确、合理的切削参数,我们采取多次优化的办法来提取参数,保证切削参数的稳定性。最先根据理论计算出的结果,并结合使用刀具供应商提供的参数来编制数控加工程序,然后通过vericut force模块对参数进行优化,将优化后的程序拿来试切,再将这次优化得出的参数修改至程序中,再将修改后的程序利用vericut物理仿真模块对其进行优化,并进行试切,如此往复,连续切削9次后,直接将最终得出的参数应用至数控程序中,然后直接进行试切,最终对十次试切结果进行比对论证。
[0109]
如下优化汇总数据表:
[0110][0111][0112]
金属材料薄壁件深腔转角部位采用插铣进行加工;加工过程中刀具沿主轴方向做进给运动,利用底部的切削刃进行钻、铣组合切削。因插铣加工变径向进给为轴向进给,从而大幅度降低了刀具的径向切削力,并能保持切削力大小的稳定,从而减小加工中工件及刀具的变形,避免切削颤振的产生。从根本上解决拐角加工难题,另一方面还可大大提高航空结构件精加工效率和表面质量。
[0113]
插铣用法:在零件精加工前进行拐角预处理;采用锥度刀摆定轴,仿照插铣的加工轨迹进行精加工。
[0114]
一种金属材料薄壁件机床切削刀具参数调控系统,包括:薄壁件试切模型建立模块、加工成型模块、测试模块、切削参数计算模块、vericut force模块、vericut物理仿真模块和判断模块;薄壁件试切模型建立模块,对金属材料薄壁件进行分析,建立试切模型;加工成型模块,根据金属材料薄壁件的加工特点,采用3面定位作为数控加工基准,粗、精加工工序不分离;测试模块,按照一次加工成型编排工艺路线制定测试程序;同时制定测试程序的测试项目;切削参数计算模块,根据切削参数优化原理计算出机床切削刀具参数最优结果,并结合使用刀具供应商提供的参数来编制数控加工程序;vericut force模块,对参数进行优化,将优化后的程序拿来试切,再将这次优化得出的参数修改至程序中;vericut物理仿真模块,将修改后的程序对其进行优化,并进行试切;判断模块,对vericut物理仿真模块中试切后得到的试切件进行加工质量和效率的判断;直到后一次加工质量和效率与前一次加工质量和效率再无提升,则结束整个调控过程。
[0115]
本发明相比现有技术,具有如下有益效果:
[0116]
数控加工切削参数是数控切削加工过程中的基本控制量。数控加工切削参数的规范统一是数控加工工艺过程优化的基础,不仅决定着数控加工技术水平和效率,也决定着产品的表面质量和使用效果。通过定制一套试切方案来针对每种设备进行试切,将其加工所用的切削参数进行定型,来提高数控切削加工效率,降低加工成本,获得高质量的产品。
[0117]
以上对本技术提供的一种金属材料薄壁件机床切削刀具参数调控方法及系统进行了详细介绍。具体实施例的说明只是用于帮助理解本技术的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以对本技术进行若干改进和修饰,这些改进和修饰也落入本技术权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1