工控设备自动化系统的故障诊断分析方法与流程
1.本发明属于工控设备自动化系统故障诊断分析技术领域,具体而言,涉及工控设备自动化系统的故障诊断分析方法。
背景技术:
2.随着工业的大力发展,各种各样的设备开始应用于工业领域,工业开始逐步走向智能化和自动化的发展道路,而工控设备因其具有精度高、传输速度快和环境耐受力强等优势被工业领域所广泛推广应用,现已成为工业领域中重要的主体运作设备之一,同时,工控设备的关联设备众多,一旦其出现运行故障,就会给整个工业生产造成一系列负面影响,因此,对工控设备的运行进行故障诊断的重要性便尤为凸显。
3.如今,对工控设备的运行进行故障诊断还存在一些局限性,具体体现在以下几个方面:一方面,现有技术对工控设备的运行故障诊断更多的还是依赖于管理人员的主观判断,因而存在时效性差和智能化水平低下的缺陷,由于人眼存在视线盲区,导致无法细致地发现工控设备的潜在运行故障,进而不仅无法有效保障工控设备的运行稳定性,且对整个工业生产的进度造成负面影响。
4.另一方面现有技术较为匮乏对工控设备的连接线路进行电力运行故障诊断,导致故障诊断的考虑维度较为片面,由于工控设备的连接线路众多,且相互关联,若某一处的连接线路出现电力运行故障,就会影响整个工业生产流程,进而不仅增加了工控设备的运行安全隐患,还无法为工业生产提供可靠性保障,并在一定程度上折损了工控设备连接线路的使用寿命。
技术实现要素:
5.为了克服背景技术中的缺点,本发明实施例提供了工控设备自动化系统的故障诊断分析方法,能够有效解决上述背景技术中涉及的问题。
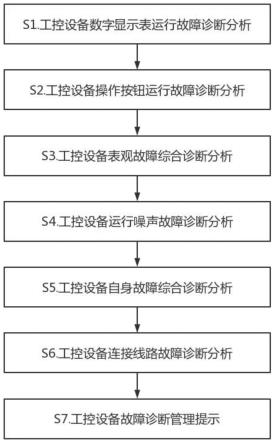
6.本发明的目的可以通过以下技术方案来实现:工控设备自动化系统的故障诊断分析方法,包括如下步骤:s1.工控设备数字显示表运行故障诊断分析:对工控设备的各数字显示表进行运行故障诊断分析,评估工控设备的数字显示表对应的运行故障指数。
7.s2.工控设备操作按钮运行故障诊断分析:对工控设备的各操作按钮进行运行故障诊断分析,评估工控设备的操作按钮对应的运行故障指数。
8.s3.工控设备表观故障综合诊断分析:依据工控设备的数字显示表对应的运行故障指数和工控设备的操作按钮对应的运行故障指数,进而评估工控设备的表观对应的运行故障指数。
9.s4.工控设备运行噪声故障诊断分析:对工控设备内部的运行噪声进行故障诊断分析,评估工控设备内部的运行噪声对应的故障指数。
10.s5.工控设备自身故障综合诊断分析:依据工控设备的表观对应的运行故障指数和工控设备内部的运行噪声对应的故障指数,进而评估工控设备的自身对应的运行故障指
数。
11.s6.工控设备连接线路故障诊断分析:对工控设备的各连接子线路进行电力运行故障诊断分析,评估工控设备的各连接子线路对应的电力运行故障指数。
12.s7.工控设备故障诊断管理提示:依据工控设备的自身对应的运行故障指数和工控设备的各连接子线路对应的电力运行故障指数,进而对工控设备的自身和工控设备的各连接子线路进行故障管理提示。
13.作为优选方案,所述步骤s1中对工控设备的各数字显示表进行运行故障诊断分析,其具体过程为:s11:获取工控设备的开机时间点,同时获取工控设备的各数字显示表对应的响应时间点,进而获取工控设备的各数字显示表对应的响应时长,并将其与工控数据库中存储的数字显示表对应的标准响应时长进行对比,计算工控设备的数字显示表对应的响应故障指数,其计算公式为:其中ω
xy
表示为工控设备的数字显示表对应的响应故障指数,t0表示为数字显示表对应的标准响应时长,ti表示为工控设备的第i个数字显示表对应的响应时长,i表示为各数字显示表的编号,i=1,2,...,k,k表示为数字显示表的数量,e表示为自然常数。
14.s12:依据预设的各监测时间段,进而对工控设备的各数字显示表的数字显示亮度进行检测,进而获取各监测时间段中工控设备的各数字显示表的数字最大显示亮度和数字最小显示亮度,据此计算工控设备的数字显示表对应的显示亮度所属故障指数,其计算公式为:
[0015][0016]
其中σ
ld
表示为工控设备的数字显示表对应的显示亮度所属故障指数,δl0表示为设定的数字显示表的数字显示亮度允许误差值,l
标
表示为设定的数字显示表的数字标准显示亮度,和分别表示为第j个监测时间段中工控设备的第i个数字显示表的数字最大显示亮度和数字最小显示亮度,j表示为各监测时间段的编号,j=1,2,...,n,n表示为监测时间段的数量。
[0017]
s13:将各监测时间段按照设定的时间间隔进行划分,得到各监测时间段所属各监测时间点,进而对各监测时间段所属各监测时间点中工控设备的各数字显示表的数字显示外形轮廓进行检测,得到各监测时间段所属各监测时间点中工控设备的各数字显示表的数字显示外形轮廓,并获取各监测时间段所属各监测时间点中工控设备的各数字显示表的数字显示标准外形轮廓和数字显示标准外形轮廓面积,进而将各监测时间段所属各监测时间点中工控设备的各数字显示表的数字显示外形轮廓与对应监测时间段所属对应监测时间点中工控设备的对应数字显示表的数字显示标准外形轮廓进行重合对比,并提取重合的数字显示外形轮廓面积,据此计算工控设备的数字显示表对应的显示外形轮廓所属故障指
数,其计算公式为:其中表示为工控设备的数字显示表对应的显示外形轮廓所属故障指数,表示为第j个监测时间段所属第p个监测时间点中工控设备的第i个数字显示表重合的数字显示外形轮廓面积,表示为第j个监测时间段所属第p个监测时间点中工控设备的第i个数字显示表的数字显示标准外形轮廓面积,p表示为各监测时间点的编号,p=1,2,...,v,v表示为监测时间点的数量。
[0018]
s14:对各监测时间段中工控设备的各数字显示表的数字显示频闪次数进行检测,进而获取各监测时间段中工控设备的各数字显示表的数字显示频闪次数,进而统计各监测时间段中工控设备的各数字显示表所属单位时间的数字显示频闪次数,并记为fr
ji
,据此计算工控设备的数字显示表对应的数字显示频闪次数所属故障指数,其计算公式为:其中μ
ps
表示为工控设备的数字显示表对应的数字显示频闪次数所属故障指数,fr0表示为设定的数字显示表所属单位时间的标准数字显示频闪次数,fr
ji
表示为第j个监测时间段中工控设备的第i个数字显示表所属单位时间的数字显示频闪次数。
[0019]
作为优选方案,所述工控设备的数字显示表对应的运行故障指数计算公式为:其中ε
sz
表示为工控设备的数字显示表对应的运行故障指数,δ1、δ2、δ3和δ4分别表示为预设的工控设备的数字显示表对应的响应、数字显示亮度、数字显示外形轮廓和数字显示频闪次数所属故障修正因子。
[0020]
作为优选方案,所述对工控设备的各操作按钮进行运行故障诊断分析,其具体过程为:s21:对工控设备的各操作按钮的显示亮度进行检测,进而获取各监测时间段中工控设备的各操作按钮的最大显示亮度和最小显示亮度,据此计算工控设备的操作按钮对应的显示亮度所属故障指数,其计算公式为:其中α
an
表示为工控设备的操作按钮对应的显示亮度所属故障指数,d
标
表示为工控设备的操作按钮对应的标准显示亮度,和分别表示为第j个监测时间段中工控设备的第m个操作按钮的最大显示亮度和最小显示亮度,m表示为各操作按钮的编号,m=1,2,...,u,u表示为操作按钮的数量。
[0021]
s22:对各监测时间段中工控设备的各操作按钮的灯光闪烁次数进行检测,进而获取各监测时间段中工控设备的各操作按钮的灯光闪烁次数,进而统计各监测时间段中工控设备的各操作按钮所属单位时间的灯光闪烁次数,并记为据此计算工控设备的操作按
钮对应的灯光闪烁次数所属故障指数,其计算公式为:其中β
dg
表示为工控设备的操作按钮对应的灯光闪烁次数所属故障指数,表示为设定的操作按钮所属单位时间的灯光标准闪烁次数,表示为第j个监测时间段中工控设备的第m个操作按钮所属单位时间的灯光闪烁次数。
[0022]
作为优选方案,所述工控设备的操作按钮对应的运行故障指数,其具体计算公式为:其中φ
dy
表示为工控设备的操作按钮对应的运行故障指数,γ1和γ2分别表示为预设的操作按钮对应的显示亮度和灯光闪烁次数所属故障修正值。
[0023]
作为优选方案,所述工控设备的表观对应的运行故障指数,其具体计算公式为:ζ
bg
=ε
sz
*χ1+φ
dy
*χ2,其中ζ
bg
表示为工控设备的表观对应的运行故障指数,χ1和χ2分别表示为预设的数字显示表和操作按钮对应的故障占比权重因子。
[0024]
作为优选方案,所述步骤s4中评估工控设备内部的运行噪声对应的故障指数,其具体过程为:对工控设备内部的运行噪声进行检测,进而获取并统计各监测时间段中工控设备内部的运行最小噪声响度和工控设备内部的运行噪声所属出现频率,据此计算工控设备内部的运行噪声对应的故障指数,其计算公式为:其中θ
zs
表示为工控设备内部的运行噪声对应的故障指数,db0和p0″
分别表示为设定的工控设备内部的运行标准噪声响度和工控设备内部的运行噪声所属标准出现频率,db
jmin
和pj分别表示为第j个监测时间段中工控设备内部的运行最小噪声响度和工控设备内部的运行噪声所属出现频率。
[0025]
作为优选方案,所述工控设备的自身对应的运行故障指数,其具体计算公式为:其中ξ
zs
表示为工控设备的自身对应的运行故障指数,κ1和κ2分别表示为预设的工控设备的表观和内部运行噪声对应的运行故障占比因子。
[0026]
作为优选方案,所述步骤s6中评估工控设备的各连接子线路对应的电力运行故障指数,其具体过程为:对工控设备的连接线路按照设定的划分方式进行划分,进而获取若干连接子线路,并对各监测时间段所属各监测时间点中的各连接子线路的运行电流和运行电压进行检测,进而获取各监测时间段所属各监测时间点中的各连接子线路的运行电流和运行电压,据此计算工控设备的各连接子线路对应的电力运行故障指数,其计算公式为:其中ψ
dlg
表示为工控设备的第g个连接子线路对应的电力运行故障指数,i0″
和u0″
分别表示为设定的工控设备的连接子线
路对应的标准运行电流和标准运行电压,和分别表示为第j个监测时间段所属第p个监测时间点中的第g个连接子线路的运行电流和运行电压,τ1和τ2分别表示为预设的运行电流和运行电压对应的权重值,g表示为各连接子线路的编号,g=1,2,...,q。
[0027]
相对于现有技术,本发明的实施例至少具有如下有益效果:(1)本发明通过提供工控设备自动化系统的故障诊断分析方法,基于评估得到工控设备的自身对应的运行故障指数,进而能够对工控设备的运行故障进行智能诊断,有效规避了现有技术中对工控设备的运行故障诊断依赖于管理人员进行主观判断而存在的局限性,并且提高了故障诊断的时效性和智能化水平,本发明克服了人眼存在视线盲区的影响,能够细致地发现工控设备的潜在运行故障,进而不仅有效保障了工控设备的运行稳定性,且大大降低了对整个工业生产进度造成的负面影响。
[0028]
(2)本发明通过对工控设备的各连接子线路进行电力运行故障诊断分析,并且评估工控设备的各连接子线路对应的电力运行故障指数,弥补了现有技术较为匮乏对工控设备的连接线路进行电力运行故障诊断的局限性,使故障诊断的考虑维度较为全面,有效避免某一处的连接线路出现电力运行故障而给整个工业生产流程造成的消极影响,进而不仅减少了工控设备的运行安全隐患,还能够为工业生产提供可靠性保障,并在较大程度上保障了工控设备连接线路的使用寿命。
附图说明
[0029]
利用附图对本发明作进一步说明,但附图中的实施例不构成对本发明的任何限制,对于本领域的普通技术人员,在不付出创造性劳动的前提下,还可以根据以下附图获得其它的附图。
[0030]
图1为本发明的方法步骤示意图。
具体实施方式
[0031]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0032]
参照图1所示,本发明提供工控设备自动化系统的故障诊断分析方法,该方法包括:s1.工控设备数字显示表运行故障诊断分析:对工控设备的各数字显示表进行运行故障诊断分析,评估工控设备的数字显示表对应的运行故障指数。
[0033]
具体地,所述步骤s1中对工控设备的各数字显示表进行运行故障诊断分析,其具体过程为:s11:获取工控设备的开机时间点,同时获取工控设备的各数字显示表对应的响应时间点,进而获取工控设备的各数字显示表对应的响应时长,并将其与工控数据库中存储的数字显示表对应的标准响应时长进行对比,计算工控设备的数字显示表对应的响应故障指数,其计算公式为:其中ω
xy
表示为工控设备的数字显示表对应的响应故障指数,
t0
表示为数字显示表对应的标准响应时长,ti表示为工控设备的第i
个数字显示表对应的响应时长,i表示为各数字显示表的编号,i=1,2,...,k,k表示为数字显示表的数量,e表示为自然常数。
[0034]
需要说明的是,上述获取工控设备的开机时间点,是通过工控设备的主机后台进行开机时间点的记录,并通过高清摄像仪获取工控设备的各数字显示表对应的响应显示时间点,进而获取工控设备的各数字显示表对应的响应时长。
[0035]
s12:依据预设的各监测时间段,进而对工控设备的各数字显示表的数字显示亮度进行检测,进而获取各监测时间段中工控设备的各数字显示表的数字最大显示亮度和数字最小显示亮度,据此计算工控设备的数字显示表对应的显示亮度所属故障指数,其计算公式为:
[0036][0037]
其中σ
ld
表示为工控设备的数字显示表对应的显示亮度所属故障指数,δl0表示为设定的数字显示表的数字显示亮度允许误差值,l
标
表示为设定的数字显示表的数字标准显示亮度,和分别表示为第j个监测时间段中工控设备的第i个数字显示表的数字最大显示亮度和数字最小显示亮度,j表示为各监测时间段的编号,j=1,2,...,n,n表示为监测时间段的数量。
[0038]
需要说明的是,上述对工控设备的各数字显示表的数字显示亮度进行检测,具体使用的设备是亮度传感器。
[0039]
s13:将各监测时间段按照设定的时间间隔进行划分,得到各监测时间段所属各监测时间点,进而对各监测时间段所属各监测时间点中工控设备的各数字显示表的数字显示外形轮廓进行检测,得到各监测时间段所属各监测时间点中工控设备的各数字显示表的数字显示外形轮廓,并获取各监测时间段所属各监测时间点中工控设备的各数字显示表的数字显示标准外形轮廓和数字显示标准外形轮廓面积,进而将各监测时间段所属各监测时间点中工控设备的各数字显示表的数字显示外形轮廓与对应监测时间段所属对应监测时间点中工控设备的对应数字显示表的数字显示标准外形轮廓进行重合对比,并提取重合的数字显示外形轮廓面积,据此计算工控设备的数字显示表对应的显示外形轮廓所属故障指数,其计算公式为:其中表示为工控设备的数字显示表对应的显示外形轮廓所属故障指数,表示为第j个监测时间段所属第p个监测时间点中工控设备的第i个数字显示表重合的数字显示外形轮廓面积,表示为第j个监测时间段所属第p个监测时间点中工控设备的第i个数字显示表的数字显示标准外形轮廓面积,p表示为各监测时间点的编号,p=1,2,...,v,v表示为监测时间点的数量。
[0040]
需要说明的是,上述各监测时间段所属各监测时间点中工控设备的各数字显示表的数字显示外形轮廓,具体是通过高清摄像仪进行监测并提取得到的,同时从工控设备的
主机后台提取各监测时间段所属各监测时间点中工控设备的各数字显示表的数字显示标准外形轮廓。
[0041]
s14:对各监测时间段中工控设备的各数字显示表的数字显示频闪次数进行检测,进而获取各监测时间段中工控设备的各数字显示表的数字显示频闪次数,进而统计各监测时间段中工控设备的各数字显示表所属单位时间的数字显示频闪次数,并记为fr
ji
,据此计算工控设备的数字显示表对应的数字显示频闪次数所属故障指数,其计算公式为:其中μ
ps
表示为工控设备的数字显示表对应的数字显示频闪次数所属故障指数,fr0表示为设定的数字显示表所属单位时间的标准数字显示频闪次数,fr
ji
表示为第j个监测时间段中工控设备的第i个数字显示表所属单位时间的数字显示频闪次数。
[0042]
需要说明的是,上述各监测时间段中工控设备的各数字显示表所属单位时间的数字显示频闪次数,具体计算公式为:其中pc
ji
表示为第j个监测时间段中工控设备的第i个数字显示表的数字显示频闪次数,tj″
表示为第j个监测时间段对应的时长。
[0043]
本发明实施例中工控设备的数字显示表的数字显示频闪次数是通过高清摄像仪进行监测并统计获取的。
[0044]
具体地,所述工控设备的数字显示表对应的运行故障指数计算公式为:其中ε
sz
表示为工控设备的数字显示表对应的运行故障指数,δ1、δ2、δ3和δ4分别表示为预设的工控设备的数字显示表对应的响应、数字显示亮度、数字显示外形轮廓和数字显示频闪次数所属故障修正因子。
[0045]
本发明实施例中对工控设备的数字显示表的响应、数字显示亮度、数字显示外形轮廓和数字显示频闪次数进行监测分析,进而能够发现工控设备的潜在电力运行故障,诊断分析的精准度较高,有效降低工控设备因线路接触不良和供电不稳定等电力运行故障而给工业生产造成的负面影响。
[0046]
s2.工控设备操作按钮运行故障诊断分析:对工控设备的各操作按钮进行运行故障诊断分析,评估工控设备的操作按钮对应的运行故障指数。
[0047]
具体地,所述对工控设备的各操作按钮进行运行故障诊断分析,其具体过程为:s21:对工控设备的各操作按钮的显示亮度进行检测,进而获取各监测时间段中工控设备的各操作按钮的最大显示亮度和最小显示亮度,据此计算工控设备的操作按钮对应的显示亮度所属故障指数,其计算公式为:其中α
an
表示为工控设备的操作按钮对应的显示亮度所属故障指数,d
标
表示为工控设备的操作按钮对应的标准显示亮度,和分别表示为第j个监测时间段中工控设备的
第m个操作按钮的最大显示亮度和最小显示亮度,m表示为各操作按钮的编号,m=1,2,...,u,u表示为操作按钮的数量。
[0048]
s22:对各监测时间段中工控设备的各操作按钮的灯光闪烁次数进行检测,进而获取各监测时间段中工控设备的各操作按钮的灯光闪烁次数,进而统计各监测时间段中工控设备的各操作按钮所属单位时间的灯光闪烁次数,并记为据此计算工控设备的操作按钮对应的灯光闪烁次数所属故障指数,其计算公式为:其中β
dg
表示为工控设备的操作按钮对应的灯光闪烁次数所属故障指数,表示为设定的操作按钮所属单位时间的灯光标准闪烁次数,表示为第j个监测时间段中工控设备的第m个操作按钮所属单位时间的灯光闪烁次数。
[0049]
需要说明的是,上述各监测时间段中工控设备的各操作按钮所属单位时间的灯光闪烁次数,具体计算公式为:其中cs
jm
表示为第j个监测时间段中工控设备的第m个操作按钮的灯光闪烁次数,tj″
表示为第j个监测时间段对应的时长。
[0050]
具体地,所述工控设备的操作按钮对应的运行故障指数,其具体计算公式为:其中φ
dy
表示为工控设备的操作按钮对应的运行故障指数,γ1和γ2分别表示为预设的操作按钮对应的显示亮度和灯光闪烁次数所属故障修正值。
[0051]
需要说明的是,上述操作按钮对应的显示亮度和灯光闪烁次数,具体使用的设备为:亮度传感器和高清摄像仪。
[0052]
s3.工控设备表观故障综合诊断分析:依据工控设备的数字显示表对应的运行故障指数和工控设备的操作按钮对应的运行故障指数,进而评估工控设备的表观对应的运行故障指数。
[0053]
具体地,所述工控设备的表观对应的运行故障指数,其具体计算公式为:ζ
bg
=ε
sz
*χ1+φ
dy
*χ2,其中ζ
bg
表示为工控设备的表观对应的运行故障指数,χ1和χ2分别表示为预设的数字显示表和操作按钮对应的故障占比权重因子。
[0054]
s4.工控设备运行噪声故障诊断分析:对工控设备内部的运行噪声进行故障诊断分析,评估工控设备内部的运行噪声对应的故障指数。
[0055]
具体地,所述步骤s4中评估工控设备内部的运行噪声对应的故障指数,其具体过程为:对工控设备内部的运行噪声进行检测,进而获取并统计各监测时间段中工控设备内部的运行最小噪声响度和工控设备内部的运行噪声所属出现频率,据此计算工控设备内部的运行噪声对应的故障指数,其计算公式为:其中θ
zs
表示为工控设备内部的运行噪声对应的故障指数,db0和p0″
分别表示为设定的工控
设备内部的运行标准噪声响度和工控设备内部的运行噪声所属标准出现频率,db
jmin
和pj分别表示为第j个监测时间段中工控设备内部的运行最小噪声响度和工控设备内部的运行噪声所属出现频率。
[0056]
需要说明的是,上述对工控设备内部的运行噪声进行检测的设备为噪声计和声波频率测试仪。
[0057]
s5.工控设备自身故障综合诊断分析:依据工控设备的表观对应的运行故障指数和工控设备内部的运行噪声对应的故障指数,进而评估工控设备的自身对应的运行故障指数。
[0058]
具体地,所述工控设备的自身对应的运行故障指数,其具体计算公式为:其中ξ
zs
表示为工控设备的自身对应的运行故障指数,κ1和κ2分别表示为预设的工控设备的表观和内部运行噪声对应的运行故障占比因子。
[0059]
s6.工控设备连接线路故障诊断分析:对工控设备的各连接子线路进行电力运行故障诊断分析,评估工控设备的各连接子线路对应的电力运行故障指数。
[0060]
具体地,所述步骤s6中评估工控设备的各连接子线路对应的电力运行故障指数,其具体过程为:对工控设备的连接线路按照设定的划分方式进行划分,进而获取若干连接子线路,并对各监测时间段所属各监测时间点中的各连接子线路的运行电流和运行电压进行检测,进而获取各监测时间段所属各监测时间点中的各连接子线路的运行电流和运行电压,据此计算工控设备的各连接子线路对应的电力运行故障指数,其计算公式为:其中ψ
dlg
表示为工控设备的第g个连接子线路对应的电力运行故障指数,i0″
和u0″
分别表示为设定的工控设备的连接子线路对应的标准运行电流和标准运行电压,和分别表示为第j个监测时间段所属第p个监测时间点中的第g个连接子线路的运行电流和运行电压,τ1和τ2分别表示为预设的运行电流和运行电压对应的权重值,g表示为各连接子线路的编号,g=1,2,...,q。
[0061]
需要说明的是,上述对各监测时间段所属各监测时间点中的各连接子线路的运行电流和运行电压进行检测,具体使用的检测设备是电压和电流测量仪。
[0062]
本发明实施例通过对工控设备的各连接子线路进行电力运行故障诊断分析,并且评估工控设备的各连接子线路对应的电力运行故障指数,弥补了现有技术较为匮乏对工控设备的连接线路进行电力运行故障诊断的局限性,使故障诊断的考虑维度较为全面,有效避免某一处的连接线路出现电力运行故障而给整个工业生产流程造成的消极影响,进而不仅减少了工控设备的运行安全隐患,还能够为工业生产提供可靠性保障,并在较大程度上保障了工控设备连接线路的使用寿命。
[0063]
s7.工控设备故障诊断管理提示:依据工控设备的自身对应的运行故障指数和工控设备的各连接子线路对应的电力运行故障指数,进而对工控设备的自身和工控设备的各连接子线路进行故障管理提示。
[0064]
需要说明的是,上述对工控设备的自身和工控设备的各连接子线路进行故障管理
提示,其具体过程为:将工控设备的自身对应的运行故障指数与设定的工控设备的自身对应的运行故障指数阈值进行比对,若工控设备的自身对应的运行故障指数高于工控设备的自身对应的运行故障指数阈值,则对工控设备的自身进行故障管理提示。
[0065]
将工控设备的各连接子线路对应的电力运行故障指数与设定的工控设备的连接子线路对应的电力运行故障指数阈值进行比对,若工控设备的某连接子线路对应的电力运行故障指数高于工控设备的连接子线路对应的电力运行故障指数阈值,则提取该连接子线路对应的编号,并进行故障管理提示。
[0066]
本发明实施例通过提供工控设备自动化系统的故障诊断分析方法,基于评估得到工控设备的自身对应的运行故障指数,进而能够对工控设备的运行故障进行智能诊断,有效规避了现有技术中对工控设备的运行故障诊断依赖于管理人员进行主观判断而存在的局限性,并且提高了故障诊断的时效性和智能化水平,本发明克服了人眼存在视线盲区的影响,能够细致地发现工控设备的潜在运行故障,进而不仅有效保障了工控设备的运行稳定性,且大大降低了对整个工业生产进度造成的负面影响。
[0067]
以上内容仅仅是对本发明结构所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明的结构或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1