一种重稀土扩渗全自动送取料控制系统的制作方法
本技术涉及重稀土加工技术的领域,尤其是涉及一种重稀土扩渗全自动送取料控制系统。
背景技术:
1、目前,重稀土元素由于其包含的各种元素自身的特性,而广泛地应用于钢铁、玻璃、陶瓷、电子、石油等各种行业。
2、在相关技术中,为了对工件进行扩渗加工,采用了重稀土自动上下料生产控制系统。该生产控制系统中的真空扩渗炉与上下料agv叉车相互独立,并且需要通过第三方软件与真空扩渗炉进行交互,造成效率较低的问题。
技术实现思路
1、为了提高真空扩渗炉的工作效率,本技术提供了一种重稀土扩渗全自动送取料控制系统。
2、本技术提供的一种重稀土扩渗全自动送取料控制系统,采用如下的技术方案:
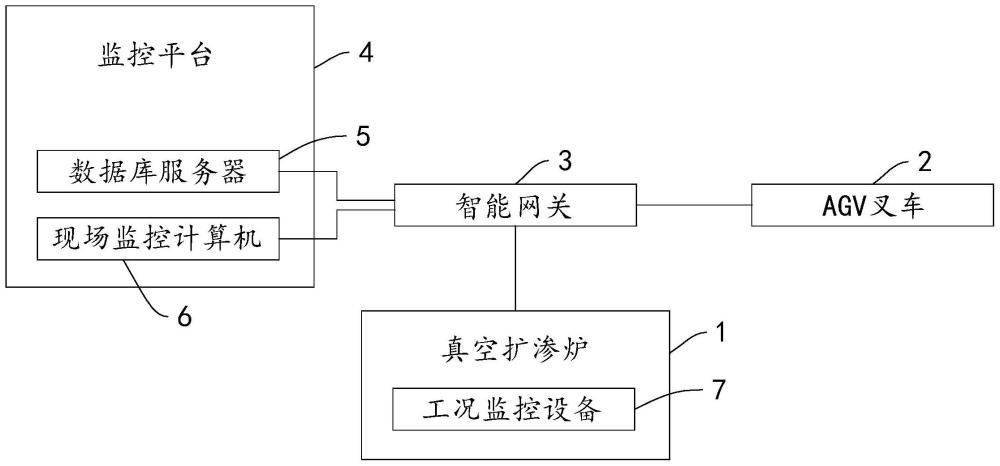
3、一种重稀土扩渗全自动送取料控制系统,包括智能网关、监控平台、多台真空扩渗炉和多辆agv叉车;
4、所述真空扩渗炉内设置有工况监控设备,所述工况监控设备用于检测真空扩渗炉的工作状态;
5、所述监控平台通过智能网关分别与工况监控设备和agv叉车连接,用于获取agv叉车的起始位置信息、每辆agv叉车的第一位置信息和工作状态,以及每台真空炉的第二位置信息和实时温度值;
6、用于基于时间预测模型,根据每台真空扩渗炉的实时温度值确定剩余加工时长,所述时间预测模型包括实时温度值与剩余加工时长的对应关系;
7、按照剩余加工时长由少至多的顺序,根据起始位置信息、所有agv叉车的第一位置信息、工作状态、剩余加工时长、所有真空扩渗炉的第二位置信息确定每辆agv叉车的调度路径和每次送料的装载量;
8、并用于输出控制信号,以调度对应的agv叉车开始工作。
9、通过采用上述技术方案,增加的监控平台能够同时对所有真空扩渗炉的工作状态进行监控,并对所有agv叉车的工作状态进行监控。监控平台能够预测每一台真空扩渗炉的剩余加工时长,并依据起始位置信息、所有agv叉车的第一位置信息、工作状态、剩余加工时长、所有真空扩渗炉的第二位置信息对agv叉车进行调度,进而使得每台真空扩渗炉在完成一次加工任务后的空闲时间尽可能地减少,以提高其工作效率。
10、可选的,所述监控平台被进一步配置为:
11、所述按照剩余加工时长由少至多的顺序,根据起始位置信息、所有agv叉车的第一位置信息、工作状态、剩余加工时长、所有真空扩渗炉的第二位置信息确定每辆agv叉车的调度路径和每次送料的装载量包括:
12、根据所有agv叉车的工作状态和第一位置信息确定与所述起始位置信息最近的agv叉车;
13、根据该agv叉车的第一位置信息和起始位置信息确定归位时长;
14、确定剩余加工时长大于最短送料时长,并且小于最长送料时长时,根据剩余加工时长、归位时长、该真空扩渗炉的第二位置信息、起始位置信息确定该agv叉车的装载量,所述最短送料时长为归位时长与送料下限时长之和,送料下限时长为agv叉车速度最快时送料所需的时间,所述最长送料时长为归位时长与送料上限时长之和,送料上限时长为agv满载时送料所需的时间。
15、通过采用上述技术方案,能够以改变agv叉车的装载量的方式调节agv叉车的行驶速度,使得agv叉车能够在真空扩渗炉完成一次加工任务时,及时将待加工的物料送到,从而减少真空扩渗炉完成一次加工任务后的空闲时间。
16、可选的,所述监控平台被进一步配置为:
17、所述确定剩余加工时长大于最短送料时长,并且小于最长送料时长时,根据剩余加工时长、归位时长、该真空扩渗炉的第二位置信息、起始位置信息确定该agv叉车的装载量包括:
18、根据所述剩余加工时长和归位时长确定送料可用时间;
19、根据所述该真空扩渗炉的第二位置信息和起始位置信息确定送料距离;
20、根据所述送料距离和送料可用时间确定该agv叉车的行驶速度;
21、基于对应关系表,根据所述行驶速度确定该agv叉车的装载量,所述对应关系表包括agv叉车的行驶速度与装载量的对应关系。
22、可选的,所述监控平台被进一步配置为:
23、在所述根据所有agv叉车的工作状态和第一位置信息确定与所述起始位置信息最近的agv叉车之后,还包括:
24、获取该agv叉车的剩余电量、行驶速度;
25、基于对应关系表,根据行驶速度确定耗电率,所述对应关系表还包括行驶速度与耗电率之间的对应关系;
26、根据耗电率、归位时长、剩余电量和最大耗电量判断该agv叉车当前剩余电量能否支撑其完成下一次送料任务。
27、通过采用上述技术方案,能够避免agv叉车在送料途中电量不足的情况,以防止因此而出现的agv叉车拥堵、碰撞等情况。
28、可选的,所述监控平台被进一步配置为:
29、在所述根据所有agv叉车的工作状态和第一位置信息确定与所述起始位置信息最近的agv叉车之后,还包括:
30、若该agv叉车当前剩余电量不能支撑其完成下一次送料任务,则根据所有agv叉车的工作状态和第一位置信息确定与所述起始位置信息最近且剩余电量能够支撑其完成下一次送料任务的agv叉车。
31、可选的,所述监控平台被进一步配置为:
32、所述按照剩余加工时长由少至多的顺序,根据起始位置信息、所有agv叉车的第一位置信息、工作状态、剩余加工时长、所有真空扩渗炉的第二位置信息确定每辆agv叉车的调度路径和每次送料的装载量还包括:
33、确定剩余加工时长大于或等于最长送料时长时,根据剩余加工时长、归位时长和送料上限时长确定agv叉车的出发时间点。
34、通过采用上述技术方案,能够在剩余加工时长大于或等于最长送料时长时,通过调整该agv叉车的出发时间点,使得agv叉车刚好到达该真空扩渗炉所在位置时,该真空扩渗炉完成加工任务。
35、可选的,所述监控平台被进一步配置为:
36、在所述确定剩余加工时长大于或等于最长送料时长之后,还包括;
37、确定当前的实时温度值小于预设的最高温度值,基于所述时间预测模型,根据剩余加工时长、归位时长、最长送料时长和当前的实时温度值确定目标温度值。
38、通过采用上述技术方案,当真空扩渗炉此时的温度值小于预设的最高温度值时,可以通过调节真空扩渗炉的温度值,以缩短真空扩渗炉的加工时间,进而可以节约一部分agv叉车在起始位置等待的时间,使得真空扩渗炉的工作效率得到提升。
39、可选的,所述监控平台被进一步配置为:
40、所述按照剩余加工时长由少至多的顺序,根据起始位置信息、所有agv叉车的第一位置信息、工作状态、剩余加工时长、所有真空扩渗炉的第二位置信息确定每辆agv叉车的调度路径和每次送料的装载量还包括:
41、确定剩余加工时长小于或等于最短送料时长时,基于对应关系表,根据最快行驶速度确定agv叉车的装载量。
42、综上所述,本技术包括以下至少一种有益技术效果:
43、1.本技术增加的监控平台能够同时对所有真空扩渗炉的工作状态进行监控,并对所有agv叉车的工作状态进行监控。监控平台能够预测每一台真空扩渗炉的剩余加工时长,并依据起始位置信息、所有agv叉车的第一位置信息、工作状态、剩余加工时长、所有真空扩渗炉的第二位置信息对agv叉车进行调度,进而使得每台真空扩渗炉在完成一次加工任务后的空闲时间尽可能地减少,以提高其工作效率;
44、2.通过对agv叉车的剩余电量进行检测,可以避免agv叉车在执行送料任务的途中出现电量不足的情况,进而能够防止出现agv叉车拥堵、碰撞等情况。
- 还没有人留言评论。精彩留言会获得点赞!