基于OPCUA的智能车间数据采集与监控方法与流程
本发明涉及车间安全管理的,特别涉及基于opc ua的智能车间数据采集与监控方法。
背景技术:
1、车间内部设置有车床设备和流水线设备等不同类型的生产设备,每个生产设备在工作过程会进行不同的生产动作,同时还需要相应工作人员的辅助操作。为了保证每个生产设备的正常运行,需要对生产设备进行定期的监测,避免生产设备运行发生意外事件。由于车间内部生产设备数量众多,并且分布位置广泛,通常需要配置相应的监测人员对每个生产设备进行人工监控,无法保证对生产设备的自动全面监控。此外,现有技术无法对车间内部所有生产设备的工作状态数据进行集中的采集与分析,从而不能对车间进行统一化和大规模的监控管理,降低对车间管理的自动化和智能化程度。
技术实现思路
1、针对现有技术存在的缺陷,本发明提供基于opc ua的智能车间数据采集与监控方法,其通过opc ua物联网终端对车间内部所有工作状态检测终端和摄像终端进行统一控制,并对来自工作状态检测终端的设备工作记录数据进行分析,得到生产设备的生产动作状态,以此确定生产设备的安全操作区域范围;以及对来自摄像终端的区域影像进行分析,得到生产设备所处区域的人员存在状态;再根据安全操作区域范围和人员存在状态,判断生产设备是否存在生产安全隐患,从而通过opc ua物联网终端指示报警终端适应性进行报警操作;上述方法通过opc ua物联网终端对车间内部的所有监控终端进行统一的数据收集和分析,并且还从生产设备自身的工作状态和车间内部人员的存在状态两个方面,对车间进行安全监控管理,提高车间监控的自动化和智能化程度。
2、本发明提供基于opc ua的智能车间数据采集与监控方法,其包括如下步骤:
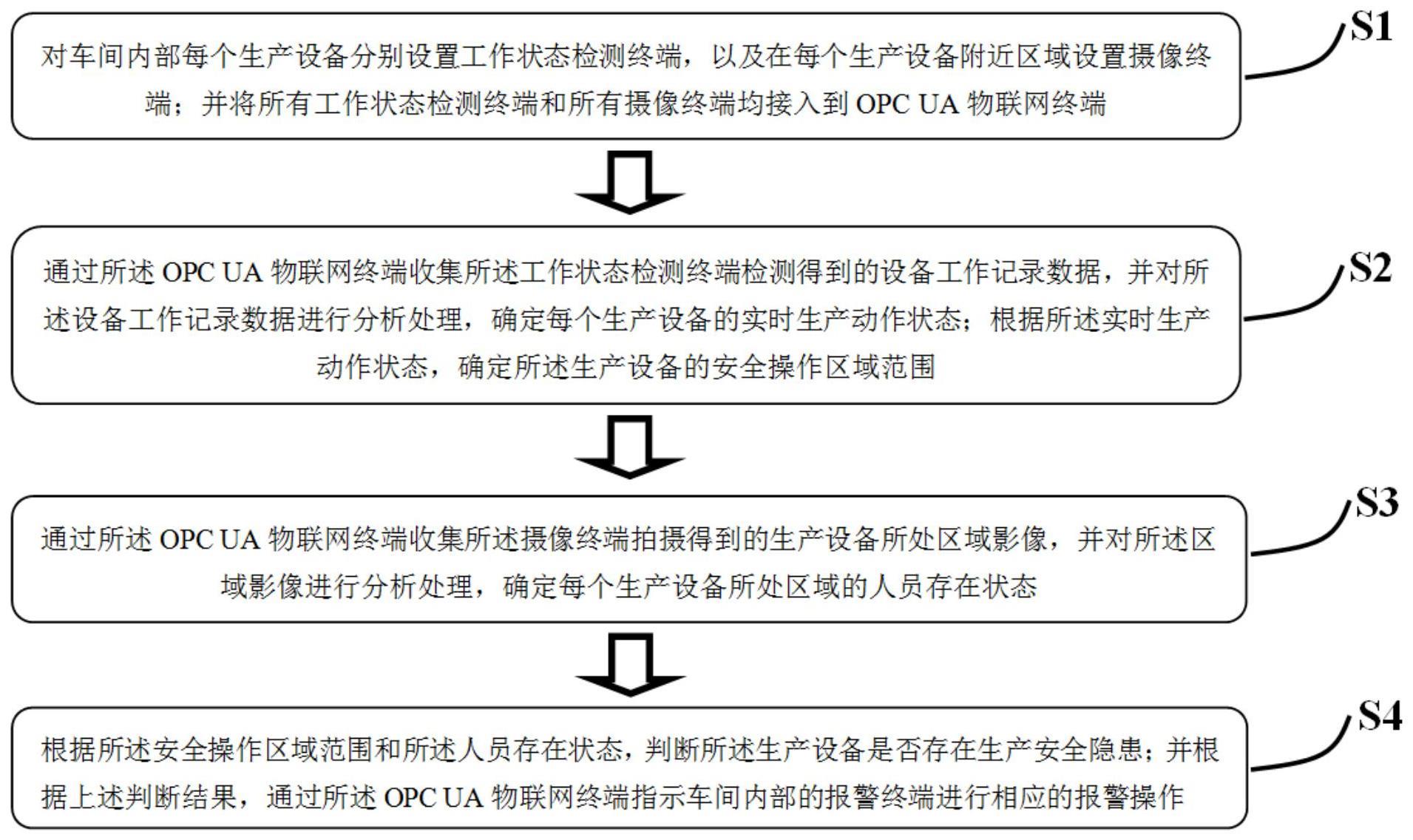
3、步骤s1,对车间内部每个生产设备分别设置工作状态检测终端,以及在每个生产设备附近区域设置摄像终端;并将所有工作状态检测终端和所有摄像终端均接入到opc ua物联网终端;
4、步骤s2,通过所述opc ua物联网终端收集所述工作状态检测终端检测得到的设备工作记录数据,并对所述设备工作记录数据进行分析处理,确定每个生产设备的实时生产动作状态;根据所述实时生产动作状态,确定所述生产设备的安全操作区域范围;
5、步骤s3,通过所述opc ua物联网终端收集所述摄像终端拍摄得到的生产设备所处区域影像,并对所述区域影像进行分析处理,确定每个生产设备所处区域的人员存在状态;
6、步骤s4,根据所述安全操作区域范围和所述人员存在状态,判断所述生产设备是否存在生产安全隐患;并根据上述判断结果,通过所述opc ua物联网终端指示车间内部的报警终端进行相应的报警操作。
7、进一步,在所述步骤s1中,对车间内部每个生产设备分别设置工作状态检测终端,以及在每个生产设备附近区域设置摄像终端具体包括:
8、对车间内部每个生产设备的动作部件设置动作状态检测终端,以此作为工作状态检测终端,用于检测所述生产设备在生产过程中自身内部的动作部件对应的生产动作记录数据,以此作为所述设备工作记录数据;
9、在车间每个生产设备附近对应设置双目摄像终端,用于对相应生产设备的附近区域进行双目拍摄,得到相应的双目区域影像。
10、进一步,在所述步骤s1中,将所有工作状态检测终端和所有摄像终端均接入到opcua物联网终端具体包括:
11、将每个工作状态检测终端和每个摄像终端均通过独立的双向数据通信链路接入到opc ua物联网终端。
12、进一步,在所述步骤s2中,通过所述opc ua物联网终端收集所述工作状态检测终端检测得到的设备工作记录数据,并对所述设备工作记录数据进行分析处理,确定每个生产设备的实时生产动作状态具体包括:
13、通过所述opc ua物联网终端向所述动作状态检测终端发送第一工作指令,指示所述工作状态检测终端以第一频率周期性进行所述生产动作记录数据的检测,和以所述第一频率周期性向所述opc ua物联网终端反馈所述生产动作记录数据;其中,所述第一频率大于所述生产设备的生产动作切换频率;
14、从所述生产动作记录数据中提取得到所述动作部件在生产过程中的动作状态信息;其中,所述动作状态信息包括所述动作部件在生产过程中的动作姿态和动作幅度。
15、进一步,在所述步骤s2中,根据所述实时生产动作状态,确定所述生产设备的安全操作区域范围具体包括:
16、根据所述动作姿态和所述动作幅度,确定所述生产设备的每个动作部件的安全作业半径;
17、根据所述生产设备的所有动作部件的安全作业半径,确定所述生产设备的安全操作区域范围。
18、进一步,在所述步骤s3中,通过所述opc ua物联网终端收集所述摄像终端拍摄得到的生产设备所处区域影像具体包括:
19、通过所述opc ua物联网终端向所述双目摄像终端发送第二工作指令,指示所述双目摄像终端以第二频率周期性进行双目拍摄,和以所述第二频率周期性向所述opc ua物联网终端反馈所述双目区域影像;其中,所述第二频率小大于所述第一频率。
20、进一步,在所述步骤s3中,对所述区域影像进行分析处理,确定每个生产设备所处区域的人员存在状态具体包括:
21、对所述双目区域影像进行双目视差计算,并根据所述双目视差计算的结果,生成三维区域影像;
22、对所述三维区域影像进行人员识别分析处理,每个生产设备所处区域的人员存在位置和人员脸部五官特征,以此作为人员存在状态。
23、进一步,在所述步骤s4中,根据所述安全操作区域范围和所述人员存在状态,判断所述生产设备是否存在生产安全隐患;并根据上述判断结果,通过所述opc ua物联网终端指示车间内部的报警终端进行相应的报警操作具体包括:
24、根据所述人员存在位置,判断所述安全作业区域范围内是否存在人员;若不存在,则通过所述opc ua物联网终端指示车间内部的报警终端不进行报警操作;
25、若存在,则根据所述人员脸部五官特征,判断所述安全作业区域范围内存在的人员是否全部属于允许进入作业区域的人员;若全部属于,则通过所述opc ua物联网终端指示车间内部的报警终端不进行报警操作;若只有部分属于,则通过所述opc ua物联网终端指示车间内部的报警终端进行报警操作。
26、相比于现有技术,该基于opc ua的智能车间数据采集与监控方法通过opc ua物联网终端对车间内部所有工作状态检测终端和摄像终端进行统一控制,并对来自工作状态检测终端的设备工作记录数据进行分析,得到生产设备的生产动作状态,以此确定生产设备的安全操作区域范围;以及对来自摄像终端的区域影像进行分析,得到生产设备所处区域的人员存在状态;再根据安全操作区域范围和人员存在状态,判断生产设备是否存在生产安全隐患,从而通过opc ua物联网终端指示报警终端适应性进行报警操作;上述方法通过opc ua物联网终端对车间内部的所有监控终端进行统一的数据收集和分析,并且还从生产设备自身的工作状态和车间内部人员的存在状态两个方面,对车间进行安全监控管理,提高车间监控的自动化和智能化程度。
27、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书、权利要求书、以及附图中所特别指出的结构来实现和获得。
28、下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
- 还没有人留言评论。精彩留言会获得点赞!