一种刀具监控方法、装置、电子设备及存储介质与流程
本发明涉及数控机床,尤其涉及一种刀具监控方法、装置、电子设备及存储介质。
背景技术:
1、数控机床在产品加工的过程中,为了准确地监控刀具的实时状态,数控机床中的刀具监测系统会收集关于刀具的数据,其中包括与刀具直接关联的主轴负荷数据、加工场景下的温度和震动等其他数据,然后将收集的数据进行存储、处理和分析,以此来判断刀具当前的状态。
2、在现有技术中,数控机床中的刀具监测系统会对所有收集到的数据进行存储、处理和分析,比如工艺人员通过对产品加工刀具负荷的分析,在数控机床的工艺程序中添加刀具实时状态监测起始和结束的标记,从而使得刀具监测系统对标记内的完整加工过程进行监控。
3、可见,现有技术中对数控机床中刀具的监控存在因数据冗余而导致的处理效率较低的问题。
技术实现思路
1、本发明实施例提供了一种刀具监控方法、装置、电子设备及存储介质,以解决现有技术中对刀具监控的数据处理效率较低的问题。
2、第一方面,本发明实施例提供了一种刀具监控方法,包括:
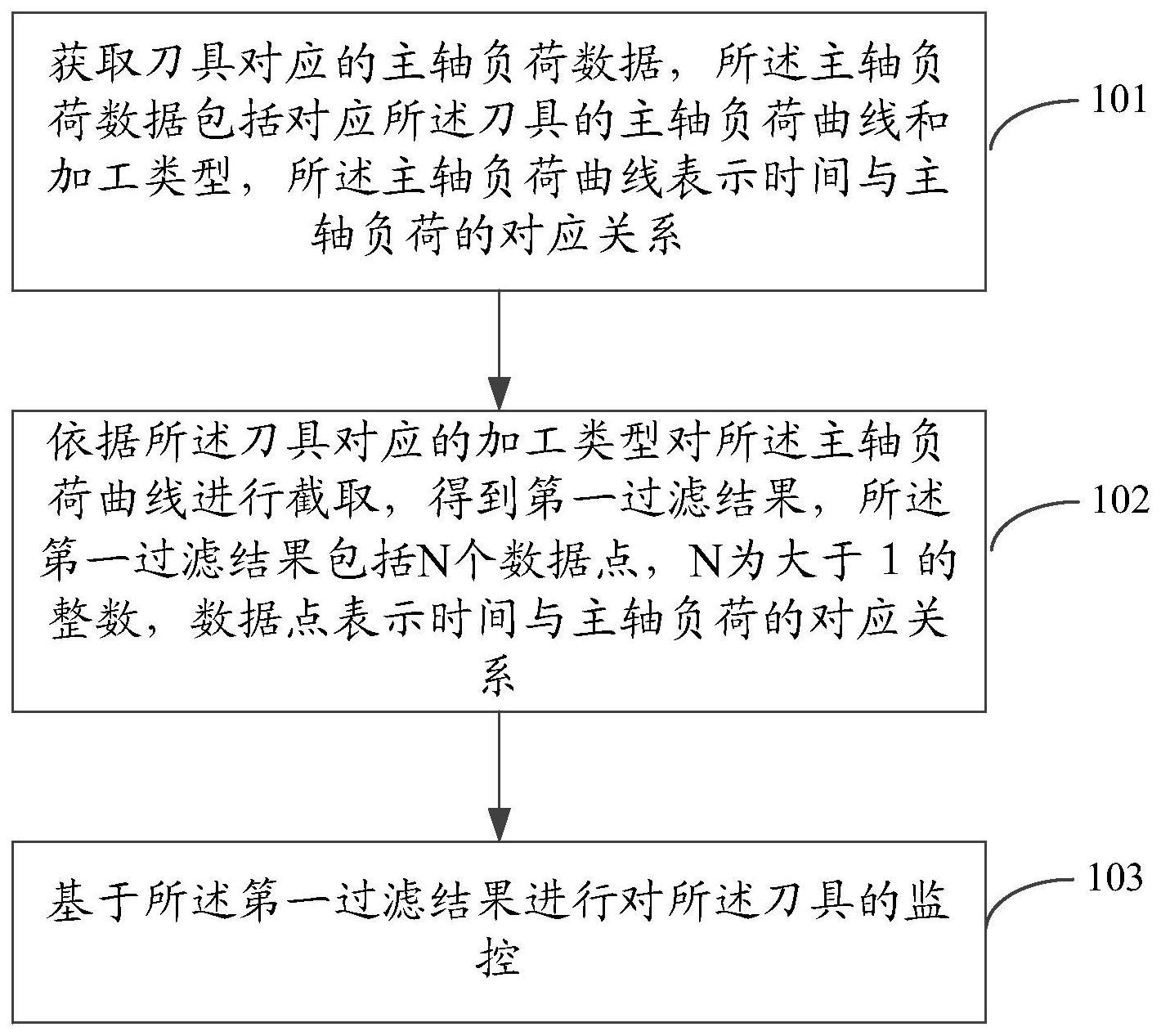
3、获取刀具对应的主轴负荷数据,所述主轴负荷数据包括对应所述刀具的主轴负荷曲线和加工类型,所述主轴负荷曲线表示时间与主轴负荷的对应关系;
4、依据所述刀具对应的加工类型对所述主轴负荷曲线进行截取,得到第一过滤结果,所述第一过滤结果包括n个数据点,n为大于1的整数,数据点表示时间与主轴负荷的对应关系;
5、基于所述第一过滤结果进行对所述刀具的监控。
6、可选地,所述依据所述刀具对应的加工类型对所述主轴负荷曲线进行截取,得到第一过滤结果,包括:
7、依据所述加工类型确定状态标记,所述状态标记的集合表示所述刀具的加工过程,其中,所述状态标记包括如下至少一项:主轴转速达到标记、切削进给标记、攻丝状态标记和刀具向下进给标记;
8、保留所述状态标记在所述主轴负荷曲线上的数据段,以得到所述第一过滤结果。
9、可选地,在所述依据所述刀具对应的加工类型对所述主轴负荷曲线进行截取,得到第一过滤结果之后,所述方法还包括:
10、依据所述第一过滤结果确定目标监控数据段,得到第二过滤结果,所述第二过滤结果包括m个数据点,m为大于1的整数,n大于m。
11、可选地,所述依据所述第一过滤结果确定目标监控数据段,得到第二过滤结果,包括:
12、获取预设正常基准线和预设异常基准线;
13、基于所述第一过滤结果、所述预设正常基准线和所述预设异常基准线确定有效监控数据段;
14、对所述有效监控数据段进行优化,以得到所述目标监控数据段;
15、基于所述目标监控数据段对主轴负荷曲线进行提取处理,以得到所述第二过滤结果。
16、可选地,所述基于所述第一过滤结果、所述预设正常基准线和所述预设异常基准线确定有效监控数据段包括:
17、依据所述预设正常基准线和所述预设异常基准线确定辅助基准线;
18、依据所述辅助基准线和所述第一过滤结果对小于0的数据点进行过滤处理,以得到有效监控数据段。
19、可选地,所述辅助基准线通过如下方式得到:
20、将所述预设正常基准线的值减去所述预设异常基准线的值再除以所述预设正常基准线的值,以得到对应所述辅助基准线的值;
21、依据所述辅助基准线的值确定所述辅助基准线在所述主轴负荷曲线中的位置。
22、可选地,所述对所述有效监控数据段进行优化,以得到目标监控数据段包括:
23、依据所述有效监控数据段确定中位数,且提取所述辅助基准线中大于中位数的数据点,以得到数据点索引;
24、依据所述数据点索引确定索引数列;
25、依据所述索引数列确定区间起始点和区间结束点,所述区间起始点和所述区间结束点之间表示的区间为所述目标监控数据段。
26、第二方面,本发明实施例提供了一种刀具监控装置,包括:
27、获取模块,用于获取刀具对应的主轴负荷数据,所述主轴负荷数据包括对应所述刀具的主轴负荷曲线和加工类型,所述主轴负荷曲线表示时间与主轴负荷的对应关系;
28、第一处理模块,用于依据所述刀具对应的加工类型对所述主轴负荷曲线进行截取,得到第一过滤结果,所述第一过滤结果包括n个数据点,n为大于1的整数,数据点表示时间与主轴负荷的对应关系;
29、监控模块,用于基于所述第一过滤结果进行对所述刀具的监控。
30、所述第一处理模块包括:
31、第一确定单元,用于依据所述加工类型确定状态标记,所述状态标记的集合表示所述刀具的加工过程,其中,所述状态标记包括如下至少一项:主轴转速达到标记、切削进给标记、攻丝状态标记和刀具向下进给标记;
32、第一处理单元,用于保留所述状态标记在所述主轴负荷曲线上的数据段,以得到所述第一过滤结果。
33、可选地,所述装置还包括:
34、第二处理模块,用于依据所述第一过滤结果确定目标监控数据段,得到第二过滤结果,所述第二过滤结果包括m个数据点,m为大于1的整数,n大于m。
35、可选地,所述第二处理模型包括:
36、第一获取单元,用于获取预设正常基准线和预设异常基准线;
37、第二处理单元,用于基于所述第一过滤结果、所述预设正常基准线和所述预设异常基准线确定有效监控数据段;
38、第三处理单元,用于对所述有效监控数据段进行优化,以得到所述目标监控数据段;
39、第四处理单元,用于基于所述目标监控数据段对主轴负荷曲线进行提取处理,以得到所述第二过滤结果。
40、可选地,所述第二处理单元包括:
41、依据所述预设正常基准线和所述预设异常基准线确定辅助基准线;
42、依据所述辅助基准线和所述第一过滤结果对小于0的数据点进行过滤处理,以得到有效监控数据段。
43、可选地,所述辅助基准线通过如下方式得到:
44、将所述预设正常基准线的值减去所述预设异常基准线的值再除以所述预设正常基准线的值,以得到对应所述辅助基准线的值;
45、依据所述辅助基准线的值确定所述辅助基准线在所述主轴负荷曲线中的位置。
46、可选地,所述第三处理单元包括:
47、依据所述有效监控数据段确定中位数,且提取所述辅助基准线中大于中位数的数据点,以得到数据点索引;
48、依据所述数据点索引确定索引数列;
49、依据所述索引数列确定区间起始点和区间结束点,所述区间起始点和所述区间结束点之间表示的区间为所述目标监控数据段。
50、第三方面,本发明实施例提供了一种电子设备,包括:
51、至少一个处理器;以及
52、与所述至少一个处理器通信连接的存储器;其中,
53、所述存储器存储有可被所述至少一个处理器执行的指令,所述指令被所述至少一个处理器执行,以使所述至少一个处理器能够执行第一方面所述的刀具监控方法。
54、第四方面,本发明实施例提供了一种存储介质,包括:
55、一种存储有计算机指令的非瞬时计算机可读存储介质,其中,所述计算机指令用于使所述计算机执行第一方面所述的刀具监控方法。
56、本发明实施例中,首先获取数控机床中刀具的主轴负荷数据,其中,主轴负荷数据包括有体现时间和主轴负荷关系的主轴负荷曲线,以及刀具在工作状态下的加工类型,然后在主轴负荷曲线上截取并保留对应有加工类型的数据段,以得到第一过滤结果,该数据段内包括有n个数据点,最后依据第一过滤结果完成对刀具的监控,通过过滤处理得到第一过滤结果,能够准确定位到对刀具状态影响最为明显的数据段,从而简化了数据分析量,进而提高了对刀具监控的数据处理效率。
57、应当理解,本部分所描述的内容并非旨在标识本发明的实施例的关键或重要特征,也不用于限制本发明的范围。本发明的其它特征将通过以下的说明书而变得容易理解。
- 还没有人留言评论。精彩留言会获得点赞!