一种伺服卷曲系统
1.本实用新型涉及轧钢自动控制技术领域,特别涉及一种伺服卷曲系统。
背景技术:
2.在钢材、线材生产过程中,卷曲机是必不可少的车间辅助设备,传统的卷曲机大多是人工控制,根据操作工的操作经验进行速度、伺服和卷曲的控制,控制精度低,费时费力费料,即使是有经验的操作工人也容易出现技术断层,生产效率低。随着社会需求量的增加,传统的卷曲机已无法满足现代社会的对精度、生产效率的要求。
技术实现要素:
3.针对现有技术存在的问题及技术要求,本实用新型的目的是提供了一种伺服卷曲系统,利用激光测距仪a、激光测距仪b、激光测距仪c、压力传感器、限位开关对操作过程中现场信号的实时采集,并传输至操作台的cpu模块,根据设定钢材种类,实现对不同种类的钢材进行伺服卷曲控制。
4.为了达到上述目的,本实用新型采用以下技术方案实现:
5.一种伺服卷曲系统,包括编码器a、编码器b、激光测距仪a、激光测距仪b、激光测距仪c、压力传感器、限位开关、操作台、伺服电机、卷曲电机以及声光报警器;所述的操作台与编码器a、编码器b、压力传感器、限位开关、伺服电机、卷曲电机以及声光报警器相连,与激光测距仪a通过profibus-dp通讯相连;所述的激光测距仪a与激光测距仪b通过profibus-dp通讯相连;所述的激光测距仪b与激光测距仪c通过profibus-dp通讯相连。
6.所述的编码器a、编码器b,分别安装于伺服电机、卷曲电机。
7.所述的激光测距仪a、激光测距仪b、激光测距仪c,其中激光测距仪a、激光测距仪c分别安装于卷曲系统钢棍道两侧,激光测距仪b安装于卷曲系统钢棍道上方。
8.所述的压力传感器、限位开关,安装于卷曲系统上。
9.所述的操作台,包括cpu模块、d网模块、ai模块、di模块、do模块、电源模块、安全栅、继电器、变频器a、变频器b、交换机、hmi人机界面、电流互感器、电压互感器以及急停按钮;cpu模块与d网模块、ai模块、di模块、do模块、电源模块、交换机相连;d网模块与变频器a通过profibus-dp通讯相连;ai模块与电流互感器、电压互感器、编码器a、编码器b、压力传感器通过安全栅相连;di模块与急停按钮、限位开关通过安全栅相连;do模块与声光报警器通过继电器相连;电源模块为cpu模块、d网模块、ai模块、di模块、do模块供电;变频器a与变频器b通过profibus-dp通讯相连,与伺服电机相连;变频器b与激光测距仪a通过profibus-dp通讯相连,与卷曲电机相连;交换机与hmi人机界面通过以太网相连。
10.与现有技术相比,本实用新型的有益效果是:
11.(1)本实用新型一种伺服卷曲系统,根据设定钢材种类,并通过激光测距仪b、压力传感器的实时检测,自动调节伺服电机、卷曲电机运行速度;
12.(2)本实用新型一种伺服卷曲系统,根据设定钢材种类,并通过激光测距仪a、激光
测距仪c、限位开关的实时检测,使得钢材卷曲中心与卷曲机中心保持一致;
13.(3)本实用新型一种伺服卷曲系统,整体成本低,控制精度高,有效的提高了生产效率。
14.上述说明仅是本实用新型技术方案的概述,为了能够更清楚地了解本实用新型的技术手段,从而可依照说明书的内容予以实施,并且为了让本实用新型的上述和其他目的、特征和优点能够更明显易懂,以下列举本实用新型的具体实施方法。
15.根据下文结合附图对本实用新型具体实施例的详细描述,本领域技术人员将会更加明了本实用新型的上述及其他目的、特征和优点,但不作为对本实用新型的限定。
附图说明
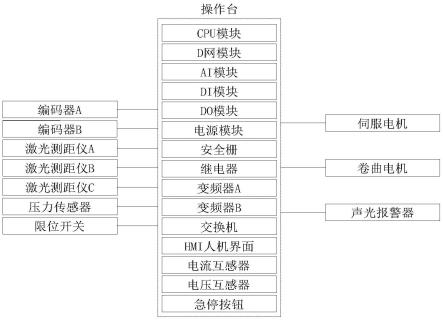
16.图1为本实用新型的结构框图;
17.图2为本实用新型的ai模块接线图;
18.图3为本实用新型的di模块接线图;
19.图4为本实用新型的do模块接线图;
20.图5为本实用新型的网络图。
具体实施方式
21.为了便于理解本实用新型,下面将对本实用新型进行更全面的描述。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容的理解更加透彻全面。
22.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。
23.以下结合附图对本实用新型提供的具体实施方式进行详细说明。
24.如图1所示,一种伺服卷曲系统的结构框图和网络图,包括编码器a、编码器b、激光测距仪a、激光测距仪b、激光测距仪c、压力传感器、限位开关、操作台、伺服电机、卷曲电机以及声光报警器;所述的操作台与编码器a、编码器b、压力传感器、限位开关、伺服电机、卷曲电机以及声光报警器相连,与激光测距仪a通过profibus-dp通讯相连;所述的激光测距仪a与激光测距仪b通过profibus-dp通讯相连;所述的激光测距仪b与激光测距仪c通过profibus-dp通讯相连。
25.编码器a、编码器b,分别安装于伺服电机、卷曲电机。
26.激光测距仪a、激光测距仪b、激光测距仪c,其中激光测距仪a、激光测距仪c分别安装于卷曲系统钢棍道两侧,激光测距仪a、激光测距仪c采集钢材的两个边缘与辊道的距离,激光测距仪b安装于卷曲系统钢棍道上方,激光测距仪b采集钢材厚度。
27.压力传感器、限位开关,安装于卷曲系统上,压力传感器采集卷曲压力,限位开关采集钢材边缘限位信号。
28.操作台,包括cpu模块、d网模块、ai模块、di模块、do模块、电源模块、安全栅、继电器、变频器a、变频器b、交换机、hmi人机界面、电流互感器、电压互感器以及急停按钮;cpu模块与d网模块、ai模块、di模块、do模块、电源模块、交换机相连。
29.如图5所示,d网模块与变频器a通过profibus-dp通讯相连。
30.如图2所示,一种伺服卷曲系统的ai模块接线图,ai模块与电流互感器、电压互感器、编码器a、编码器b、压力传感器通过安全栅相连。
31.如图3所示,一种伺服卷曲系统的di模块接线图,di模块与急停按钮、限位开关通过安全栅相连。
32.如图4所示,一种伺服卷曲系统的do模块接线图,do模块与声光报警器通过继电器相连。
33.电源模块为cpu模块、d网模块、ai模块、di模块、do模块供电。
34.如图5所示,变频器a与变频器b通过profibus-dp通讯相连,与伺服电机相连;变频器b与激光测距仪a通过profibus-dp通讯相连,与卷曲电机相连。
35.交换机与hmi人机界面通过以太网相连。
36.在卷曲机工作过程中,操作人员通过hmi人机界面对钢材的种类进行设定,并与激光测距仪b、压力传感器将采集的信号,一并传输至cpu模块,cpu模块对设定值和采集的信号进行处理,并驱动伺服电机、卷曲电机运行,并通过hmi人机界面实时显示。
37.与此同时,激光测距仪a、激光测距仪c、限位开关采集的信号传输至cpu模块,若发生钢材卷曲中心与卷曲机中心不一致得情况时,发出提示信号,并通过hmi人机界面显示,同时声光报警器发出提示信号。
38.以上所述实例仅表达了本实用新型的实施方式,其描述较为具体和详细,但并不能因此理解为对本实用新型范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和非实质性的改进,这些都属于本实用新型的保护范围。因此,本实用新型的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1