一种服务器生产线智能电批锁附管控装置及方法与流程
本发明涉及服务器生产领域,尤其涉及服务器生产线智能电批锁附领域,具体涉及一种服务器生产线智能电批锁附管控装置及方法。
背景技术:
1、目前的服务器生产,部分配件实现了机器人智能锁附,但仍有很多配件的锁附需要人工来完成,例如板卡上的螺丝锁附,由人工操作智能电批进行锁附。首先人工操纵智能电批移动到被锁附物处,然后通过人眼观察智能电批与被锁附物是否对准,观察到对准时手动触发智能电批进行锁附。
2、然而人工锁附的过程会产生很多与工艺规范之间的执行偏差,且无法追溯,包括:1)人眼观察智能电批与被锁附物是否对准出现偏差,在未对准的情况下触发智能电批进行锁附而导致被锁附物损坏,甚至造成被锁附物所在服务器部件损坏;2)有些服务器部件上有多个被锁附物,被锁附物的锁附顺序需遵循一定规范,否则会造成服务器部件一端翘起而不便装配等缺陷,如果作业人员未按锁附顺序执行,将影响作业效率,甚至损坏部件。
3、可见在服务器生产线,对于智能电批锁附由严格的工艺规范和要求,人工操作智能电批难免会出现智能电批操作不当的情况,这将导致被锁附物损坏,造成服务器运行故障,甚至损毁。
技术实现思路
1、为解决上述问题,本发明提供一种服务器生产线智能电批锁附管控装置及方法,管控控制器根据所检测智能电批位移量,自动判定智能电批是否与当前顺序下的被锁附物对准,在判定对准后触发智能电批进行锁附,减少人工锁附不当因素造成的产品质量问题,提高作业效率,提升产品品质。
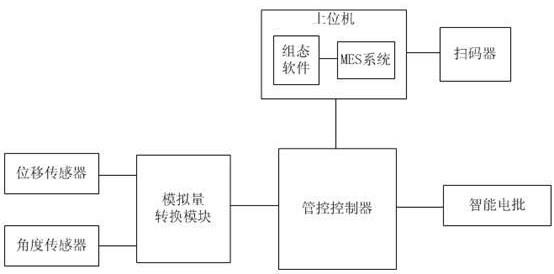
2、第一方面,本发明的技术方案提供一种服务器生产线智能电批锁附管控装置,包括,
3、上位机:配置被锁附物作业参数,并将所配置参数发送至管控控制器;其中被锁附物作业参数包括锁附顺序和锁附位置;
4、位移传感器:检测智能电批位移量,并将所检测数据发送至管控控制器;
5、管控控制器:分别与上位机、位移传感器、智能电批连接,根据锁附顺序调取当前被锁附物的锁附位置,判断所接收智能电批位移量是否匹配当前被锁附物的锁附位置,若匹配,则触发智能电批执行锁附作业,若不匹配,则发出不匹配提示。
6、进一步地,该系统还包括,
7、角度传感器:检测智能电批角度状态,并将所检测数据发送至管控控制器;
8、管控控制器在判断所接收智能电批位移量与当前被锁附物的锁附位置匹配后,根据角度传感器所发送检测数据判断智能电批是否处于垂直状态,若是,则触发智能电批执行锁附作业,否则发出不垂直提示。
9、进一步地,该装置还包括模拟量转换模块;
10、位移传感器、角度传感器均通过模拟量转换模块与管控控制器连接。
11、进一步地,服务器生产线的mes系统配置于上位机,同时上位机上配置组态软件,组态软件用于配置被锁附物作业参数;组态软件与mes系统通信,将所配置被锁附物作业参数发送至mes系统,供mes系统对被锁附物作业参数进行管理。
12、进一步地,mes系统还用于配置当前工站所需智能电批的唯一标识码和所需智能电批扭力值;
13、相应的,该装置还设置有扫码器,扫码器与上位机连接;
14、扫码器对待使用智能电批的条码或二维码进行扫描,获得其唯一标识码;
15、mes系统将扫码器扫描获得的唯一标识码与预先配置的当前工站所需智能电批的唯一标识码进行比对;
16、若两个唯一标识码一致,则获取待使用智能电批的扭力值,将其与预先配置的当前工站所需智能电批的扭力值比对,若两个扭力值一致,则发送可执行命令至管控控制器,若两个扭力值不一致,则发出扭力值不匹配提示;
17、若两个唯一标识码不一致,则发出智能电批不匹配提示。
18、进一步地,管控控制器发出不匹配提示和不垂直提示时,同时将不匹配信息或不垂直信息发送至mes系统,mes系统记录不匹配信息或不垂直信息到对应用户下;
19、mes系统统计用户调试不匹配和不垂直次数,根据次数触发发送邮件至管理员。
20、进一步地,mes系统配置电批校准周期,mes系统监测当前工站运行时间,当到达所配置电批校准周期时,触发发送邮件至管理员。
21、第二方面,本发明的技术方案提供一种服务器生产线智能电批锁附管控方法,包括以下步骤:
22、在上位机配置被锁附物作业参数,并将所配置参数发送至管控控制器;其中被锁附物作业参数包括锁附顺序和锁附位置;
23、作业人员将智能电批移动到待锁附物处;
24、位移传感器检测智能电批位移量,并发送至管控控制器;
25、管控控制器根据锁附顺序调取待锁附物的锁附位置,判断所接收智能电批位移量与所调取锁附位置是否匹配;
26、若匹配,则触发智能电批执行锁附作业;
27、若不匹配,则发出不匹配提示。
28、进一步地,该方法还包括以下步骤:
29、当作业人员将智能电批移动到待锁附物处时,角度传感器检测智能电批角度状态,并发送至管控控制器;
30、判断所接收智能电批位移量与所调取锁附位置匹配时,根据所接收智能电批角度状态判断智能电批是否处于垂直状态;
31、若是,则触发智能电批执行锁附作业;
32、若否,则发出不垂直提示。
33、进一步地,该方法还包括以下步骤:
34、在mes系统配置当前工站所需智能电批的唯一标识码和所需智能电批扭力值;
35、使用扫码器对待使用智能电批的条码或二维码进行扫描,获得其唯一标识码;
36、mes系统将扫码器扫描获得的唯一标识码与预先配置的当前工站所需智能电批的唯一标识码进行比对;
37、若两个唯一标识码一致,则获取待使用智能电批的扭力值,将其与预先配置的当前工站所需智能电批的扭力值比对,若两个扭力值一致,则发送可执行命令至管控控制器,若两个扭力值不一致,则发出扭力值不匹配提示;
38、若两个唯一标识码不一致,则发出智能电批不匹配提示;
39、管控控制器发出不匹配提示和不垂直提示时,同时将不匹配信息或不垂直信息发送至mes系统,mes系统记录不匹配信息或不垂直信息到对应用户下;
40、mes系统统计用户调试不匹配和不垂直次数,根据次数触发发送邮件至管理员。
41、本发明提供的一种服务器生产线智能电批锁附管控装置及方法,相对于现有技术,具有以下有益效果:在上位机上配置被锁附物作业参数,由管控控制器根据作业参数获知标准的被锁附物顺序和位置,在锁附过程中,由位移传感器检测智能电批位移量,管控控制器根据智能电批位移量来判断智能电批是否对准当前需要被锁附物的位置,实现被锁附物自动正确的锁附。本发明由管控控制器根据所检测智能电批位移量,自动判定智能电批是否与当前顺序下的被锁附物对准,在判定对准后触发智能电批进行锁附,减少人工锁附不当因素造成的产品质量问题,使锁附位置和顺序符合规范,提升服务器生产过程中配件锁附工艺规范的可执行性,提高作业效率,提升产品品质。
- 还没有人留言评论。精彩留言会获得点赞!