一种用于摆渡车的速度控制方法、装置、电子设备及介质与流程
本发明涉及均热炉领域,尤其涉及一种用于摆渡车的速度控制方法、装置、电子设备及介质。
背景技术:
1、在csp热轧生产过程中,采用a、b两线均热炉配置一条精轧线的生产方式。生产时,b线连铸坯通过两线均热炉摆渡车对接后输送到a线,然后在a线通过辊道输送进入轧机轧制。均热炉摆渡车在转运铸坯时,摆渡车需要摆动一定的距离,并在对中位置停止。为了生产节奏的考虑,摆渡车必须尽快摆动到预定位置,但如果速度过快,炉内钢坯会发生位移现象,因此,如何选择最佳的速度变化曲线,使得摆渡车在最短的时间到达预定位置是控制的关键。
技术实现思路
1、本申请实施例通过提供一种用于摆渡车的速度控制方法、装置、电子设备及介质,该速度控制方法能够在减少摆渡车打滑的情况下,实现均热炉摆渡车运行时间最短。
2、第一方面,本发明通过本发明的一实施例提供如下技术方案:
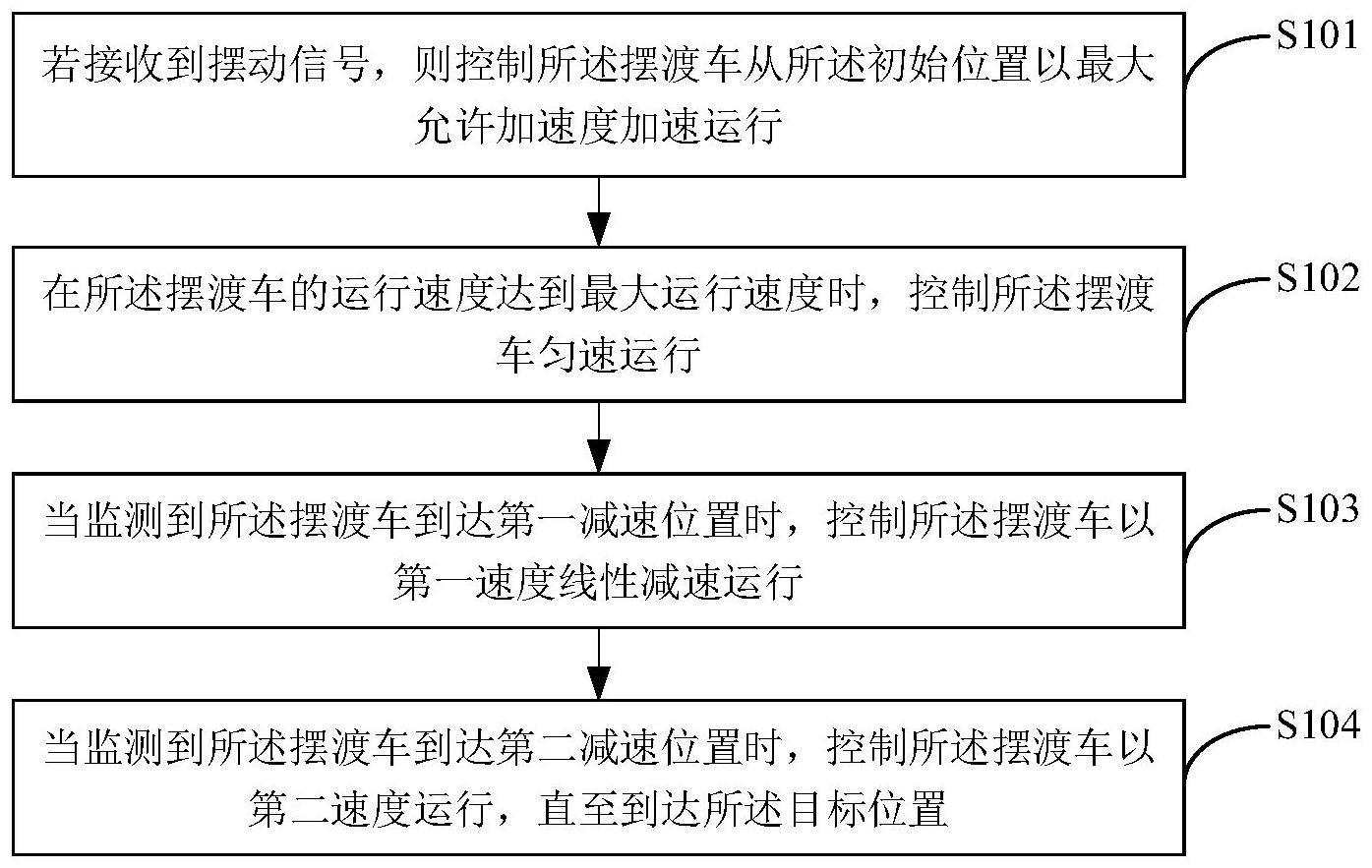
3、一种用于摆渡车的速度控制方法,应用于均热炉摆渡车控制系统中,所述系统包括第一线均热炉以及第二线均热炉,所述第二线均热炉的连铸坯通过两线均热炉摆渡车对接后输送到第一线均热炉,所述两线均热炉摆渡车用于以转轴为中心从初始位置摆动到目标位置输送所述连铸坯,所述方法包括:若接收到摆动信号,则控制所述摆渡车从所述初始位置以最大允许加速度加速运行;在所述摆渡车的运行速度达到最大运行速度时,控制所述摆渡车匀速运行;当监测到所述摆渡车到达第一减速位置时,控制所述摆渡车以第一速度线性减速运行;当监测到所述摆渡车到达第二减速位置时,控制所述摆渡车以第二速度运行,直至到达所述目标位置。
4、优选地,在控制所述摆渡车从所述初始位置以最大允许加速度运行之前,还包括:
5、获取所述摆渡车的特征参数以及所述摆渡车的运行参数,所述特征参数包括驱动轮直径,所述运行参数包括:摆动角度、摆动轨迹半径、预设最大允许加速度区间、预设第一速度区间、预设第二速度区间、预设最大转速区间、预设最小转速区间以及预设匀速运行时长区间;基于所述特征参数以及所述运行参数,建立所述摆渡车的速度控制模型;基于所述速度控制模型,以最小运行时长为约束条件,确定所述摆渡车的最优速度控制参数,所述最优速度控制参数包括所述最大允许加速度、所述最大运行速度、所述第一减速位置、所述第二减速位置以及所述最小运行时长,所述最小运行时长为所述摆渡车从初始位置到达目标位置所需的总时长。
6、优选地,所述速度控制模型为:其中,所述d为驱动轮直径,r为摆动轨道半径,α为摆动角度,α1为最大允许加速度,α2为第一速度,α3为第二速度,n1为最小转速,n2为最大转速、δt2为匀速运行时长。
7、优选地,所述基于所述速度控制模型,以最小运行时长为约束条件,确定所述摆渡车的最优速度控制参数,包括:利用lingo软件对所述速度控制模型进行求解,得到最小运行时长下所述摆渡车的最优速度控制参数。
8、优选地,所述控制所述摆渡车以第二速度运行,包括:控制所述摆渡车以第二速度线性减速运行。
9、优选地,所述控制所述摆渡车以第二速度线性减速运行之后,还包括:当监测到所述摆渡车到达第三减速位置时,控制所述摆渡车以第三速度运行。
10、优选地,所述控制所述摆渡车以第二速度运行,包括:控制所述摆渡车以第二速度匀速运行。
11、第二方面,本发明通过本发明的一实施例,提供如下技术方案:
12、一种用于实现前述第一方面中任一项所述方法的装置,包括:
13、加速控制模块,用于若接收到摆动信号,则控制所述摆渡车从所述初始位置以最大允许加速度加速运行;
14、匀速控制模块,用于在所述摆渡车的运行速度达到最大运行速度时,控制所述摆渡车匀速运行;
15、第一减速控制模块,用于当监测到所述摆渡车到达第一减速位置时,控制所述摆渡车以第一速度减速运行;
16、第二减速控制模块,用于当监测到所述摆渡车到达第二减速位置时,控制所述摆渡车以第二速度运行,直至到达所述目标位置。
17、第三方面,本发明通过本发明的一实施例,提供如下技术方案:
18、一种电子设备,包括:存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现前述第一方面中任一项所述方法的步骤。
19、第四方面,本发明通过本发明的一实施例,提供如下技术方案:
20、一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现前述第一方面中任一项所述方法的步骤。
21、本申请实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
22、本发明实施例提供的速度控制方法,为了实现在摆渡车内的连铸坯不相对滑动的前提下,以最短的时间将摆渡车从初始位置摆动到目标位置,通过在开始阶段摆渡车在允许最大加速度的情况下达到最大速度,并匀速运行,当接近预定位置的时候,摆渡车在变频器的控制下,开始减速,为了尽快到达预定位置,同时保证摆渡车减速过程中不打滑,减速时候加速度不能太大,本申请通过设计两段减速,实现快速减速,并在预定位置停止的目的。本申请可以优化均热炉摆渡车速度控制参数,实现均热炉摆渡车运行时间最短,减少摆渡车打滑的目的,适合运用于实际的工程项目之中。
技术特征:
1.一种用于摆渡车的速度控制方法,其特征在于,应用于均热炉摆渡车控制系统中,所述系统包括第一线均热炉以及第二线均热炉,所述第二线均热炉的连铸坯通过两线均热炉摆渡车对接后输送到第一线均热炉,所述两线均热炉摆渡车用于以转轴为中心从初始位置摆动到目标位置输送所述连铸坯,所述方法包括:
2.如权利要求1所述的方法,其特征在于,在控制所述摆渡车从所述初始位置以最大允许加速度运行之前,还包括:
3.如权利要求2所述的方法,其特征在于,所述速度控制模型为:
4.如权利要求2所述的方法,其特征在于,所述基于所述速度控制模型,以最小运行时长为约束条件,确定所述摆渡车的最优速度控制参数,包括:
5.如权利要求1所述的方法,其特征在于,所述控制所述摆渡车以第二速度运行,包括:
6.如权利要求1所述的方法,其特征在于,所述控制所述摆渡车以第二速度线性减速运行之后,还包括:
7.如权利要求1所述的方法,其特征在于,所述控制所述摆渡车以第二速度运行,包括:
8.一种用于实现权利要求1-7中任一项所述方法的装置,其特征在于,包括:
9.一种电子设备,其特征在于,包括:存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现权利要求1-7中任一项所述方法的步骤。
10.一种计算机可读存储介质,其上存储有计算机程序,其特征在于,该程序被处理器执行时实现权利要求1-7中任一项所述方法的步骤。
技术总结
本发明公开了一种用于摆渡车的速度控制方法、装置、电子设备及介质,应用于均热炉摆渡车控制系统中,系统包括第一线均热炉以及第二线均热炉,第二线均热炉的连铸坯通过两线均热炉摆渡车对接后输送到第一线均热炉,两线均热炉摆渡车用于以转轴为中心从初始位置摆动到目标位置输送连铸坯,所述方法包括:若接收到摆动信号,则控制摆渡车从初始位置以最大允许加速度加速运行;在摆渡车的运行速度达到最大运行速度时,控制摆渡车匀速运行;当监测到摆渡车到达第一减速位置时,控制摆渡车以第一速度线性减速运行;当监测到摆渡车到达第二减速位置时,控制摆渡车以第二速度运行,直至到达目标位置。该方法能够满足最短运行时间的情况下,减少摆渡车打滑。
技术研发人员:邱碧涛,许超,汪峰,叶盛,陈燕才,何义文,陈曦,余丹峰,徐伟
受保护的技术使用者:武汉钢铁有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!