基于非线性误差模型的五轴机床曲面加工能力计算方法
本发明涉及五轴数控加工的一种机床曲面加工能力计算方法,具体是涉及了一种基于非线性误差通用模型的不同构型五轴机床曲面加工能力计算方法。
背景技术:
1、五轴数控机床是航空航天、国防等领域中复杂曲面零件高精加工的关键装备。然而五轴机床两个旋转轴增加了机床运动转换的复杂性,引入了非线性误差,降低了复杂曲面加工质量。五轴加工过程中非线性误差的计算,有利于分析非线性误差的影响因素,为非线性误差的优化,曲面加工精度的提升奠定基础。
2、目前存在的不足主要在于:
3、传统的五轴机床非线性误差计算方法一般只能对特定构型五轴机床的刀具运动进行分析。不同构型五轴机床旋转轴配置不同,运动转换关系不同,使得不同构型五轴机床产生不同的非线性误差。而现有的非线性误差计算模型难以适用于不同构型五轴机床,需要对不同构型五轴机床运动转换关系进行重新计算分析,过程复杂繁琐,不适用于其他构型五轴机床的非线性误差计算与比较。
4、因此,对于不同构型五轴机床产生的非线性误差,需要一种适用性强的非线性误差计算方法,提高非线性误差分析效率,能够用于不同构型机床的非线性误差比较,以选取更合适的机床构型。
技术实现思路
1、为了解决背景技术中存在的问题,本发明的目的在于提供了一种基于非线性误差通用模型的不同构型五轴机床曲面加工能力计算方法,解决了目前在一般的传统非线性误差计算方法中,分析效率低,误差计算模型难以适用于其他构型五轴机床,且难以实现非线性误差比较的问题,获得了更高的加工精度。
2、为了实现上述目的,本发明采用的技术方案是:
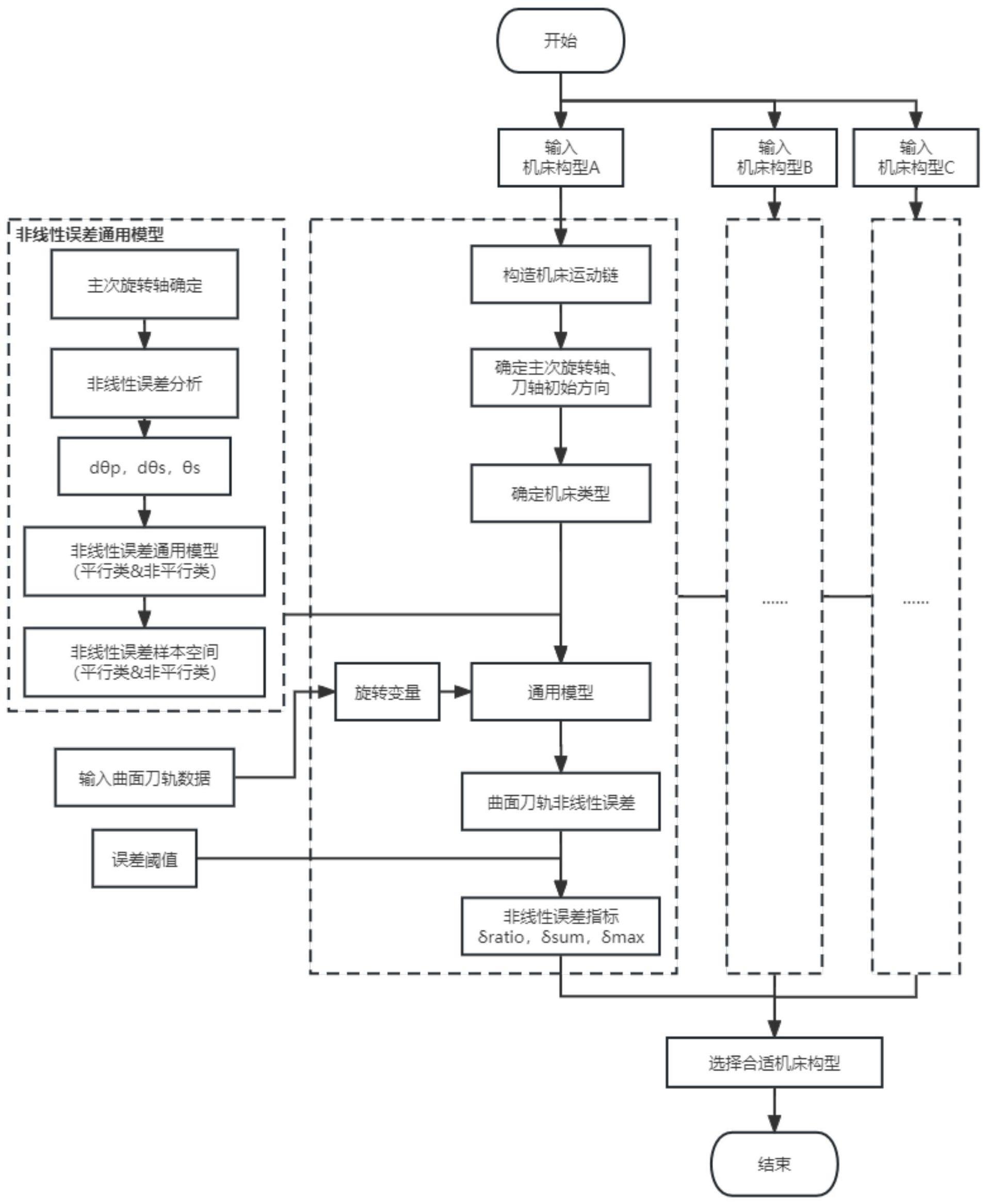
3、步骤1:通过五轴机床的三个旋转变量构建两类非线性误差通用模型;
4、步骤2:分别对不同构型五轴机床进行机床运动链分析后,确定其对应的主旋转轴、次旋转轴和刀轴初始方向,根据不同构型五轴机床的主旋转轴、次旋转轴和刀轴初始方向从两类非线性误差通用模型中选择对应的非线性误差通用模型;
5、步骤3:根据曲面刀轨数据提取获得包含曲面所有刀轨段旋转变量的数据集;
6、步骤4:将包含曲面所有刀轨段旋转变量的数据集分别代入到不同构型五轴机床的非线性误差通用模型中,分别计算得到不同构型五轴机床产生的非线性误差;
7、步骤5:根据不同构型五轴机床产生的非线性误差选择最优构型的五轴机床。
8、所述步骤1中,两类非线性误差通用模型包括平行类机床的非线性误差通用模型和非平行类机床的非线性误差通用模型,其中平行类机床的非线性误差通用模型的公式如下:
9、
10、非平行类机床的非线性误差通用模型的公式如下:
11、
12、其中,δ表示非线性误差,θs、dθp、dθs分别为次旋转轴起始角度、主旋转轴旋转角度和次旋转轴旋转角度。
13、所述步骤2具体为:
14、2.1)根据不同构型五轴机床的结构和运动转换关系确定机床运动链,在机床运动链中以刀具位置为基准,判断两个旋转轴到刀具远近关系,从而确定主旋转轴和次旋转轴;
15、2.2)基于机床坐标系以及五轴机床在各轴回零状态下机床刀具的方向确定刀轴初始方向,根据机床主旋转轴方向是否与刀轴初始方向平行判断机床是否为平行类机床,进而选择对应类型的非线性误差通用模型。
16、所述步骤3具体为:
17、3.1)从曲面刀轨数据中提取得到工件坐标系下的刀轴矢量数据集vset;
18、3.2)对刀轴矢量数据集vset使用后处理算法进行处理,得到包含曲面所有刀轨段旋转变量的数据集θset。
19、所述步骤5具体为:
20、根据不同构型五轴机床产生的非线性误差,对不同构型五轴机床在非线性误差影响下的曲面整体加工质量进行综合量化后,分别获得不同构型五轴机床的曲面加工能力,基于不同构型五轴机床的曲面加工能力选择最优构型的五轴机床。
21、所述步骤5具体为:
22、5.1)根据实际加工要求设置误差阈值th,基于不同构型五轴机床在加工复杂曲面上所有刀轨段过程中产生的非线性误差分别计算超过误差阈值th的刀轨段数与复杂曲面刀轨总段数num之比,得到不同构型五轴机床的误差占比δratio公式如下:
23、
24、
25、其中,numi表示第i段刀轨的误差参数;
26、5.2)分别将不同构型五轴机床在加工复杂曲面上所有刀轨段过程中产生的非线性误差进行求和,得到不同构型五轴机床的累积误差δsum,公式如下:
27、
28、5.3)计算不同构型五轴机床在加工工件过程中产生的最大非线性误差,分别得到不同构型五轴机床的最大误差δmax;
29、5.4)根据不同构型五轴机床的三个误差参数,结合实际加工质量需求筛选获得最优构型的五轴机床。
30、由于采用上述技术方案,本发明取得的有益效果是:
31、本发明提出的适用于不同构型五轴数控机床的非线性误差计算方法,一方面,只需要确定三个旋转变量即可计算非线性误差大小,进一步提高非线性误差分析效率,另一方面,该方法可以实现不同构型五轴机床非线性误差的比较,可以在特定加工任务中,通过选择合适机床构型以获得更高加工精度。
技术特征:
1.一种基于非线性误差模型的五轴机床曲面加工能力计算方法,其特征在于,包括以下步骤:
2.如权利要求1所述的一种基于非线性误差模型的五轴机床曲面加工能力计算方法,其特征在于,所述步骤1中,两类非线性误差通用模型包括平行类机床的非线性误差通用模型和非平行类机床的非线性误差通用模型,其中平行类机床的非线性误差通用模型的公式如下:
3.如权利要求1所述的一种基于非线性误差模型的五轴机床曲面加工能力计算方法,其特征在于,所述步骤2具体为:
4.如权利要求1所述的一种基于非线性误差模型的五轴机床曲面加工能力计算方法,其特征在于,所述步骤3具体为:
5.如权利要求1所述的一种基于非线性误差模型的五轴机床曲面加工能力计算方法,其特征在于,所述步骤5具体为:
6.如权利要求1所述的一种基于非线性误差模型的五轴机床曲面加工能力计算方法,其特征在于,所述步骤5具体为:
技术总结
本发明公开了一种基于非线性误差模型的五轴机床曲面加工能力计算方法。本发明基于五轴机床旋转轴相关的三个旋转变量构建非线性误差通用模型;对机床旋转轴类型和刀轴初始矢量进行判断,确定机床类型,将三个旋转变量输入到通用模型中,计算不同构型五轴机床加工复杂曲面产生的非线性误差;结合误差占比、累积误差、最大误差这三个参数对复杂曲面非线性误差进行综合量化,实现不同构型五轴机床非线性误差的计算与比较。本发明适用于不同构型机床,不需要针对不同机床进行不同的运动学分析,减少了复杂的运动学建模过程,提高非线性误差分析效率,有助于为复杂曲面加工选择合适五轴机床构型,提高加工质量。
技术研发人员:刘晓健,裘乐淼,王阳,张树有,殷兴耀,高一聪
受保护的技术使用者:浙江大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!