一种复合钢管生产控制系统的制作方法
本发明属于智能制造领域,涉及复合钢管生产控制技术,具体是一种复合钢管生产控制系统。
背景技术:
1、复合钢管是由不同材料组合而成的一种复合管道,可以根据特定需求进行不同材料的组合。钢管作为主要强度部分,与其他材料如高分子材料、玻璃钢等复合而成,具有高强度、高耐用、抗腐蚀、耐磨损等特点。其优良的性能和可靠的运行使其成为许多行业的首选管道材料。
2、生产复合钢管机器通常是人为进行选择,缺乏一种有效的管理措施。然而,生产机器在长时间地超负荷工作下,可能导致机器故障率增加、寿命缩短、生产效率下降等问题。为此,提出一种复合钢管生产控制系统。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种复合钢管生产控制系统,该一种复合钢管生产控制系统解决了复合钢管的生产机器缺乏管理的问题。
2、为实现上述目的,根据本发明的第一方面的实施例提出一种复合钢管生产控制系统,包括任务采集模块、任务判断模块、计划制定模块以及任务执行模块;
3、所述任务采集模块用于获取任务信息;其中,所述任务信息包括任务总量p和任务期限x天;
4、以及将所述任务信息发送至所述任务判断模块;
5、所述任务判断模块用于接收所述任务信息,根据所述任务信息预测本次任务是否能够完成;
6、以及当本次任务预测可以完成时,所述任务判断模块生成计划制定指令,并将所述计划制定指令发送至所述计划制定模块;
7、所述计划制定模块用于接收所述计划制定指令后,根据所述任务总量和预设规则获取预设参数;
8、以及根据所述预设参数设定生产机器的工作效率和工作天数;
9、其中,所述预设参数包括:
10、一般工作效率生产机器的总数a1以及对应的工作天数x1;
11、标准工作效率生产机器的总数a2以及对应的工作天数x2;
12、最大工作效率生产机器的总数a3以及对应的工作天数x3;
13、所述任务执行模块用于根据设定的工作效率和工作天数控制生产机器执行工作任务。
14、优选地,生产复合钢管的工厂内共a台生产机器,每台生产机器的工作效率为z;
15、其中,生产机器为一般工作效率时,z取值为0.9;
16、生产机器为标准工作效率时,z取值为1;
17、生产机器为最大工作效率时,z取值为1.2。
18、优选地,所述任务判断模块根据所述任务信息预测本次任务是否能够完成,包括以下步骤:
19、所述任务判断模块接收所述任务信息,并根据所述任务信息中的任务期限计算获取最大完成量,将所述最大完成量标记为pmax;
20、所述最大完成量的计算公式为:
21、pmax=zax;
22、其中,z的取值为1.2;
23、所述任务判断模块将所述最大完成量与1.1倍任务总量进行比较;
24、当所述最大完成量小于1.1倍任务总量时,本次任务预测无法完成;
25、当所述最大完成量大于或等于1.1倍任务总量时,本次任务预测可以完成。
26、优选地,所述计划制定模块根据所述任务总量和预设规则获取预设参数,包括以下步骤:
27、所述预设参数与所述任务总量的关系表达式为:
28、0.9a1x1+a2x2+1.2a3x3≤p
29、其中,a1+a2+a3≤a,且x1、x2以及x3均小于或等于x;
30、根据预设规则,获取a1、a2、a3、x1、x2以及x3的最优解。
31、优选地,所述预设规则包括:在任务期限内,优先选择一般工作效率作为生产机器的工作效率,其次选择标准工作效率作为生产机器的工作效率,最后选择最大工作效率作为生产机器的工作效率。
32、优选地,所述计划制定模块根据所述预设参数设定生产机器的工作效率和工作天数,包括以下步骤:
33、所述计划制定模块获取工厂内每个生产机器执行上一次任务的工作效率;
34、将上一次未执行任务的生产机器排在最前端,其余执行过任务的生产机器按照工作效率从低到高的顺序进行排列,获取生产机器序列;
35、获取所述生产机器序列第1至第a3共a3个生产机器,将其工作效率设定为最大工作效率,并将工作天数设定为x3;
36、获取所述生产机器序列第(a3+1)至第(a3+a2)共a2个生产机器,将其工作效率设定为标准工作效率,并将工作天数设定为x2;
37、获取所述生产机器序列第(a3+a2)至第(a3+a2+a1)共a1个生产机器,将其工作效率设定为一般工作效率,并将工作天数设定为x1。
38、优选地,所述任务采集模块与所述任务判断模块通信和/或电气连接;
39、所述任务采集模块与所述计划制定模块通信和/或电气连接;
40、所述任务判断模块与所述计划制定模块通信和/或电气连接;
41、所述计划制定模块与所述任务执行模块通信和/或电气连接。
42、与现有技术相比,本发明的有益效果是:
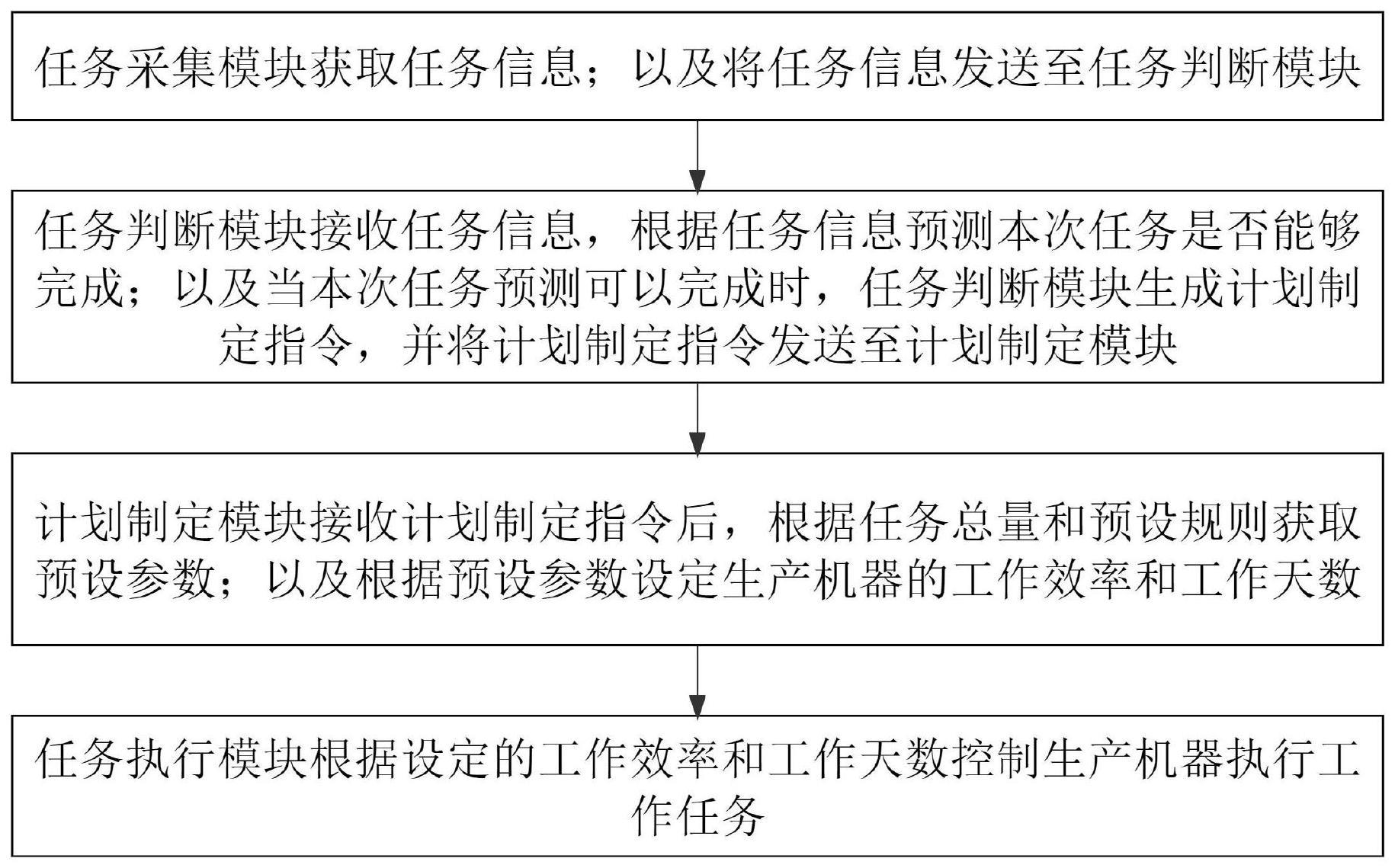
43、本发明通过任务采集模块获取任务信息;以及将任务信息发送至任务判断模块;任务判断模块接收任务信息,根据任务信息预测本次任务是否能够完成;以及当本次任务预测可以完成时,任务判断模块生成计划制定指令,并将计划制定指令发送至计划制定模块;计划制定模块接收计划制定指令后,根据任务总量和预设规则获取预设参数;以及根据预设参数设定生产机器的工作效率和工作天数;任务执行模块根据设定的工作效率和工作天数控制生产机器执行工作任务;实现了合理选择和安排生产机器,提高了整体工作效率。
技术特征:
1.一种复合钢管生产控制系统,其特征在于,包括任务采集模块、任务判断模块、计划制定模块以及任务执行模块;
2.根据权利要求1所述的一种复合钢管生产控制系统,其特征在于,生产复合钢管的工厂内共a台生产机器,每台生产机器的工作效率为z;
3.根据权利要求2所述的一种复合钢管生产控制系统,其特征在于,所述任务判断模块根据所述任务信息预测本次任务是否能够完成,包括以下步骤:
4.根据权利要求2所述的一种复合钢管生产控制系统,其特征在于,所述计划制定模块根据所述任务总量和预设规则获取预设参数,包括以下步骤:
5.根据权利要求4所述的一种复合钢管生产控制系统,其特征在于,所述预设规则包括:在任务期限内,优先选择一般工作效率作为生产机器的工作效率,其次选择标准工作效率作为生产机器的工作效率,最后选择最大工作效率作为生产机器的工作效率。
6.根据权利要求4所述的一种复合钢管生产控制系统,其特征在于,所述计划制定模块根据所述预设参数设定生产机器的工作效率和工作天数,包括以下步骤:
7.根据权利要求1所述的一种复合钢管生产控制系统,其特征在于,所述任务采集模块与所述任务判断模块通信和/或电气连接;
技术总结
本发明公开了一种复合钢管生产控制系统,涉及智能制造技术领域,解决了复合钢管的生产机器缺乏管理的技术问题;任务采集模块获取任务信息;以及将任务信息发送至任务判断模块;任务判断模块接收任务信息,根据任务信息预测本次任务是否能够完成;以及当本次任务预测可以完成时,任务判断模块生成计划制定指令,并将计划制定指令发送至计划制定模块;计划制定模块接收计划制定指令后,根据任务总量和预设规则获取预设参数;以及根据预设参数设定生产机器的工作效率和工作天数;任务执行模块根据设定的工作效率和工作天数控制生产机器执行工作任务;实现了合理选择和安排生产机器,提高了整体工作效率。
技术研发人员:梅畅,梅鹏,胡一婷,梅懿昕,梅懿晴
受保护的技术使用者:湖南鼎辰管业有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!