一种分布式集成控制门板生产的方法及系统与流程
本发明涉及机械工程,尤其涉及一种分布式集成控制门板生产的方法及系统。
背景技术:
1、门板产品目前在国内市场上种类繁多,随着国民经济的持续向好与人民对美好生活的不断追求,门业市场也将不断发展壮大,面对日益庞大的市场需求,门业生产企业既要保证门板的产能充足,又要保证门板的质量可靠和外观精致,这促使门业生产企业需要更进一步地提高自身的制造水平,然而,目前门业普遍存在着工艺落后、生产效率低下的现象,还属于传统的人工生产模式,这种传统的生产模式存在产品质量不稳定、产能不足、人工需求量大、产品成本高等诸多缺点,对此,提出了一种分布式集成控制门板生产的方法,不仅能够提高门板产能,还能够提高门板产品质量,降低人工成本的投入。
技术实现思路
1、本发明的目的在于克服现有技术的不足,本发明提供了一种分布式集成控制门板生产的方法及系统,不仅能够提高门板产能,还能够提高门板产品质量,降低人工成本的投入。
2、为了解决上述技术问题,本发明提供了一种分布式集成控制门板生产的方法,所述方法包括:
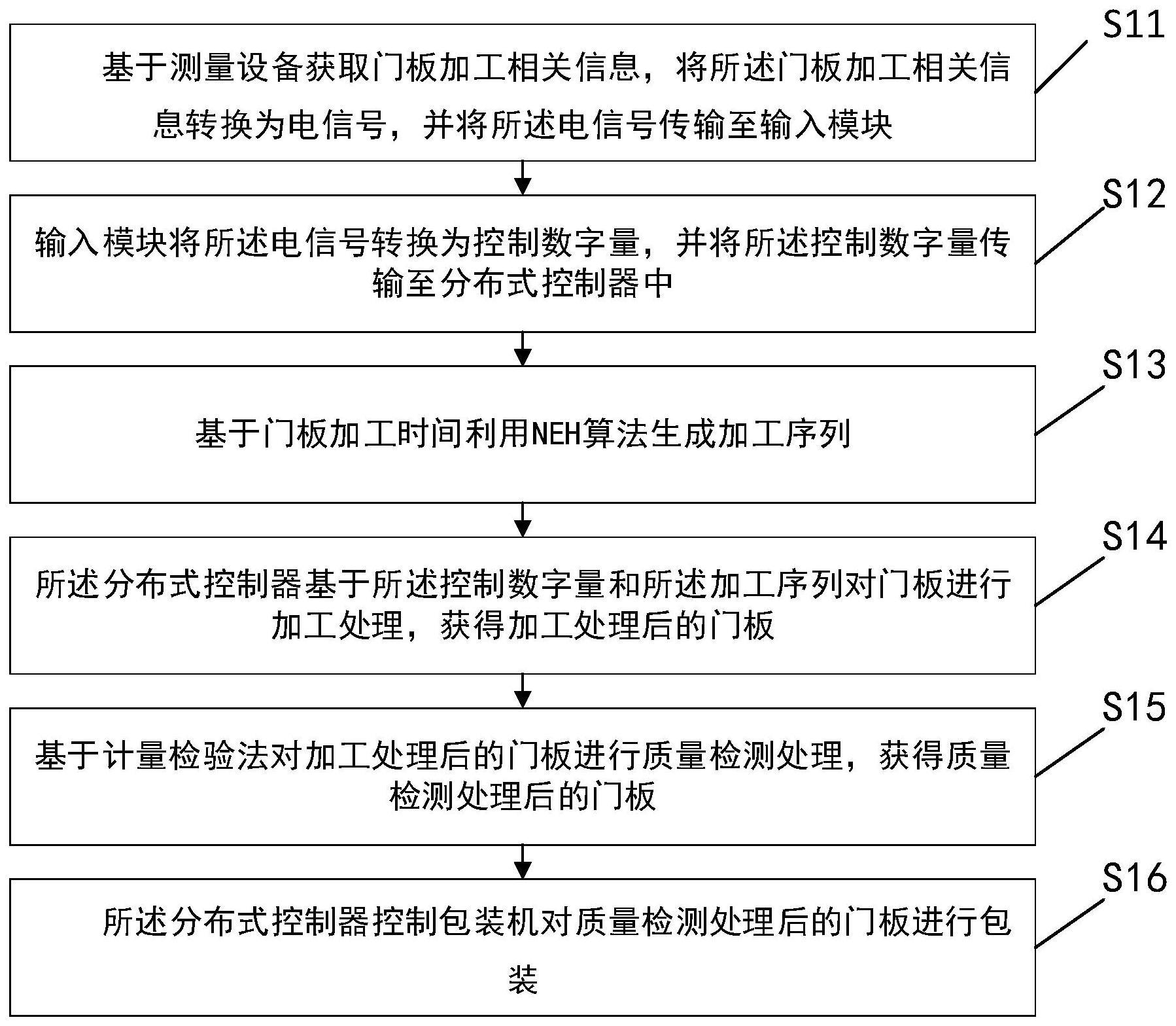
3、基于测量设备获取门板加工相关信息,将所述门板加工相关信息转换为电信号,并将所述电信号传输至输入模块;
4、输入模块将所述电信号转换为控制数字量,并将所述控制数字量传输至分布式控制器中;
5、基于门板加工时间利用neh算法生成加工序列;
6、所述分布式控制器基于所述控制数字量和所述加工序列对门板进行加工处理,获得加工处理后的门板;
7、基于计量检验法对加工处理后的门板进行质量检测处理,获得质量检测处理后的门板;
8、所述分布式控制器控制包装机对质量检测处理后的门板进行包装。
9、可选的,所述基于测量设备获取门板加工相关信息,将所述门板加工相关信息转换为电信号,并将所述电信号传输至输入模块,包括:
10、基于测量设备获取门板加工相关信息,所述门板加工相关信息包括门板材料、门板加工尺寸、门板加工厚度、门板加工样式和开孔大小;
11、基于测量设备中的敏感元件将所述门板加工相关信息转换为物理量信号;
12、基于测量设备中的转换元件将所述物理量信号转换为电信号;
13、所述测量设备与所述输入模块建立数据通信连接,所述测量设备将所述电信号传输至所述输入模块。
14、可选的,所述输入模块将所述电信号转换为控制数字量,并将所述控制数字量传输至分布式控制器中,包括:
15、所述输入模块将所述电信号进行离散化处理,获得离散化处理后的电信号;
16、对离散化处理后的电信号进行量化编码处理,获得控制数字量;
17、所述输入模块与分布式控制器建立通信连接,所述输入模块将所述控制数字量传输至所述分布式控制器中。
18、可选的,所述基于门板加工时间利用neh算法生成加工序列,包括:
19、计算每个门板的总加工时间,基于每个门板的总加工时间对门板进行递减顺序排列,获得初始序列;
20、选取初始序列中的前两个门板进行调度排列,获得若干个调度排列结果;
21、将若干个调度排列结果中门板加工时间最小的调度排列结果作为第二序列;
22、将初始序列中的剩余门板依次插入至所述第二序列中,并计算已插入门板的所有序列;
23、计算所有序列中的最优序列,获得加工序列。
24、可选的,所述计算所有序列中的最优序列,获得加工序列,包括:
25、对每个序列计算对应的评价值,将评价值进行比较,获得最大评价值;
26、将最大评价值对应的序列作为最优序列,获得加工序列。
27、可选的,所述分布式控制器基于所述控制数字量和所述加工序列对门板进行加工处理,获得加工处理后的门板,包括:
28、所述分布式控制器基于所述加工序列对门板进行排序处理,获得排序处理后的门板;
29、所述分布式控制器基于所述控制数字量控制加工设备对排序处理后的门板进行加工处理,获得加工处理后的门板。
30、可选的,所述分布式控制器基于所述控制数字量控制加工设备对排序处理后的门板进行加工处理,获得加工处理后的门板,包括:
31、所述分布式控制器基于所述控制数字量控制切割设备对排序处理后的门板进行切割处理,获得切割处理后的门板;
32、所述分布式控制器基于所述控制数字量控制雕刻设备对切割处理后的门板进行雕刻处理,获得雕刻处理后的门板;
33、所述分布式控制器基于所述控制数字量控制开孔机对雕刻处理后的门板进行开孔处理,获得开孔处理后的门板;
34、所述分布式控制器基于所述控制数字量控制打磨设备对开孔处理后的门板进行打磨处理,获得打磨处理后的门板;
35、所述分布式控制器基于所述控制数字量控制机械臂对打磨处理后的门板进行喷漆和贴膜处理,获得加工处理后的门板。
36、可选的,所述基于计量检验法对加工处理后的门板进行质量检测处理,获得质量检测处理后的门板,包括:
37、基于预设抽样方案对加工处理后的门板进行抽取样本处理,获得检测样本;
38、基于预设检测标准对检测样本进行质量检测处理,获得质量检测结果,并基于所述质量检测结果判断加工处理后的门板质量是否达标。
39、可选的,所述分布式控制器控制包装机对检测处理后的门板进行包装,包括:
40、所述分布式控制器控制包装机对检测处理后的门板进行包膜,并对检测处理后的门板的门角进行封装。
41、另外,本发明还提供了一种分布式集成控制门板生产的系统,所述系统包括:
42、电信号模块:用于基于测量设备获取门板加工相关信息,将所述门板加工相关信息转换为电信号,并将所述电信号传输至输入模块;
43、控制数字量模块:用于输入模块将所述电信号转换为控制数字量,并将所述控制数字量传输至分布式控制器中;
44、加工序列模块:用于基于门板加工时间利用neh算法生成加工序列;
45、加工模块:用于所述分布式控制器基于所述控制数字量和所述加工序列对门板进行加工处理,获得加工处理后的门板;
46、质量检测模块:用于基于计量检验法对加工处理后的门板进行质量检测处理,获得质量检测处理后的门板;
47、包装模块:用于所述分布式控制器控制包装机对质量检测处理后的门板进行包装。
48、在本发明实施例中,通过测量设备获取门板加工信息,将门板加工信息转换为电信号,并将电信号传输至输入模块,输入模块将电信号转换为控制数字量,并将控制数字量传输至分布式控制器,然后计算加工序列,分布式控制器根据控制数字量和加工序列对门板进行加工,加工完成后对门板质量进行检测,最后对完成检测的门板进行包装,通过以上处理,实现了分布式集成控制门板生产,不仅能够提高门板产能,还能够提高门板产品质量,降低人工成本的投入。
- 还没有人留言评论。精彩留言会获得点赞!