一种数控机床加工控制系统的制作方法
本技术涉及数控机床的领域,尤其是涉及一种数控机床加工控制系统。
背景技术:
1、数控机床是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,用代码化的数字表示,通过信息载体输入数控装置。经运算处理由数控装置发出各种控制信号,控制机床的动作,按图纸要求的形状和尺寸,自动地将零件加工出来。
2、现有数控机床是一种装有程序控制系统的自动化机床,能够根据已编好的程序,使机床动作并加工零件。现有数控机床对零件进行自动化加工前,往往需要操作人员根据目标工件的结构对数控机床进行编程,预设置加工操作时序,才能实现后续的工件自动加工,较为依赖操作人员的工件分析能力以及编程能力。且往往操作人员在编好程序后,仍需一边启动机床进行工件加工验证,一边不断调试编程程序,费时费力,且容易产生大量试制废料,导致产品加工效率和加工精度较低。
3、针对上述中的相关技术,发明人认为现有数控机床加工控制系统面对目标工件,编程调试系统流程冗余,费时费力,容易导致产品加工效率和加工精度较低。
技术实现思路
1、为了解决现有数控机床加工控制系统面对目标工件,编程调试系统流程冗余,费时费力,容易导致产品加工效率和加工精度较低的问题,本技术提供一种数控机床加工控制系统。
2、第一方面,本技术提供一种数控机床加工控制系统,采用如下的技术方案:
3、一种数控机床加工控制系统,包括:
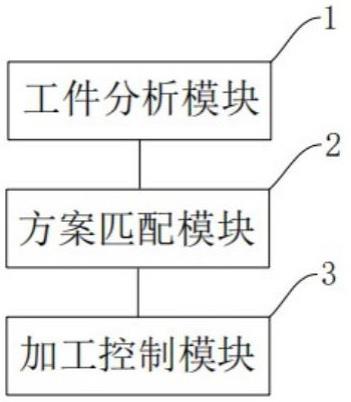
4、工件分析模块,用于获取目标工件的工件信息,所述工件信息包括工件编号、工件材质和工件特征集,所述工件特征集包括至少一个加工特征以及特征尺寸;
5、方案匹配模块,用于根据目标工件的工件信息匹配生成适用于目标工件数控加工的数控加工方案;所述数控加工方案包括至少一种加工刀具以及刀具加工流程信息和数控加工程序编码;
6、加工控制模块,用于接收数控加工方案,配置数控加工程序编码并控制加工刀具按照加工流程对原料进行加工得到目标工件。
7、优选的,所述方案匹配模块根据目标工件信息匹配生成适用于目标工件数控加工的数控加工方案具体包括以下步骤:
8、将目标工件信息输入预设置的方案匹配模型中匹配生成至少一个可加工出目标工件的待选方案;
9、获取现有数控机床参数信息筛除含有数控机床无法安装的加工刀具的待选方案;
10、通过预设置的方案评分公式计算筛选后的各个待选方案的方案评分;
11、选取方案评分最高的待选方案作为数控加工方案。
12、优选的,所述通过预设置的方案评分公式计算筛选后的各个待选方案的方案评分具体包括以下步骤:
13、将各个待选方案基于工件加工良品率、工件加工精度、单位工件加工时长以及刀具成本分别进行排序生成良品率序列、加工精度序列、加工效率序列以及刀具成本序列,并通过预设的序列名次对照表对照确定各个待选方案在各个序列内排名对应的良品率序列评分、加工精度序列评分、加工效率序列评分以及刀具成本序列评分;
14、获取用户加工喜好,基于用户加工喜好将上述任一序列设置为最高优先级序列,其他序列设置为次优先级序列;若不存在用户加工喜好则默认选取良品率序列为最高优先级序列;
15、通过预设置的优先序列效验公式计算各个待选方案最高优先级序列的效验系数;
16、基于各个待选方案的序列评分,通过预设置的方案评分计算公式计算各个待选方案的方案评分。
17、优选的,所述预设置的方案评分计算公式具体为:
18、yi=xi*ai+bi/3;
19、其中,yi为第i个待选方案的方案评分,ai为第i个待选方案的最高优先级序列评分,bi为第i个待选方案的待选方案各个次优先级序列排序评分之和,xi为第i个待选方案的最高优先级序列的效验系数;预设置的优先序列效验公式具体为:
20、;
21、其中为第i个待选方案的最高优先级序列所对应序列的序列值,z为最高优先级序列的所对应序列的预设阈值,所述序列值为加工良品率、工件加工精度、单位工件加工时长以及刀具成本中的一种。
22、优选的,所述选取方案评分最高的待选方案作为数控加工方案具体包括以下步骤:
23、基于各个待选方案的刀具加工流程信息获取各个待选方案进行工件加工过程中的中间特征信息;所述中间特征信息为目标工件的工件信息不并不存在的,为了加工出工件信息中的加工特征临时形成的工件特征;
24、基于各个待选方案的中间特征信息通过预设置修正计算公式对待选方案的方案评分进行修正,得到各个待选方案的实际评分;
25、选取实际评分最高的待选方案作为数控加工方案。
26、优选的,所述预设置修正计算公式具体为:
27、;
28、其中m为待选方案的实际评分,y为待选方案的方案评分,n为待选方案的中间特征总数。
29、优选的,所述工件分析模块获取目标工件的工件信息具体包括以下步骤:
30、工件分析模块获取订单信息,判断订单信息内是否存在目标工件的工件特征集;
31、若存在,则对订单信息进行数据清洗以及归一化处理,并录入工件编号信息打包生成目标工件的工件信息;
32、若不存在,则采集目标工件样品实物三维点云数据构建目标工件三维模型,提取生成目标工件的工件信息。
33、优选的,所述采集目标工件样品实物三维点云数据构建目标工件三维模型,提取生成目标工件的工件信息具体包括以下步骤:
34、基于3d相机对目标工件样品实物进行拍照采集获取目标工件样品实物的三维点云数据,逆向造型渲染形成目标工件的三维模型;
35、将订单信息以及目标工件的三维模型导入预设置的特征分析模型分析生成目标工件的工件特征集;所述特征分析模型为机器学习模型通过历史数据训练得到;
36、基于订单信息确定目标工件材质,结合生成的目标工件的工件特征集,并录入工件编号信息打包生成目标工件的工件信息。
37、综上所述,本技术包括以下至少一种有益技术效果:
38、工件分析模块、方案匹配模块以及加工控制模块基于目标工件的工件信息,确定目标工件的材质和加工特征,进而智能决策生成数控加工方案,实现对工件生产前数控程序编程工作高效智能化处理,无需操作人员一边依靠经验分析工件结构一边编程、调试、验证以及修订,简化原有冗余编程准备工作,节约人力成本,有助于精简工件订单前序准备流程,避免经验主义导致误操作以及编程进度停滞的现象发生,达到有效提高工件加工效率以及加工质量的效果;
39、从工件加工良品率、工件加工精度、单位工件加工时长以及刀具成本四个维度对各个待选方案进行排序评分,再基于用户加工喜好确定任一序列为最高优先级,进而计算各个待选方案最高优先级序列的效验系数,实现对各个待选方案进行多维度智能评分,有助于提高待选方案评分的精确性以及合理性,实现智能决策生成工件数控加工流程以及数控程序,简化工件前序准备流程,减少人工操作编码工作,节约准备时长降低失误概率,达到有效提高工件加工效率以及加工质量的效果;
40、在对待选方案进行评分时,基于各个待选方案的中间特征应用情况对各个待选方案的方案评分进行二次修正,进一步提高方案评分的精确性以及合理性,实现智能决策生成工件数控加工流程以及数控程序,达到有效提高工件加工效率以及加工质量的效果。
- 还没有人留言评论。精彩留言会获得点赞!