一种双推手纵横切电脑裁板设备的控制系统的制作方法
本发明涉及木工机械家具板材加工领域技术,尤其是指一种双推手纵横切电脑裁板设备的控制系统。
背景技术:
1、随着家具需求的增长,板材裁切设备应声崛起;当前裁板设备大多是单机系统控制:即一控制器与一人机交互经串口通讯方式实行控制。板材裁切设备包括有纵横切电脑裁板锯设备,纵横切电脑裁板锯设备可以实现对板材的纵切和横切,而纵横切电脑裁板锯设备在锯切的过程中,由于纵切和横切的不同,需要进行纵横切加工方向的转换,即需要对板材进行转板,从而实现纵横切的过渡加工。
2、现有的纵横切电脑裁板锯设备通常包括纵锯部分和横锯部分,其中:其纵锯部分用于实现对板材的纵切,但其纵锯部分缺乏对板材的止挡设计,导致其在对板材进行纵锯加工过程中容易出现无法对输送的板材进行止挡造成板材可能出现持续上料,使得出现板材重叠或板材互推的现象,导致正常加工受影响的问题;
3、其横锯部分用于实现对板材的横切,但其横锯部分是采用单推手结构的,即其横锯部分的裁切装置只配合采用一套工夹送料装置,导致在纵锯部分切出多条不同规格的板材时,其横锯部分就必须进行多个循环的单组裁切,无法同一次锯切即可完成两种不同规格的板材锯切,影响生产效率,若其想同一次锯切完成不同规格的板材锯切,则需要设置多套裁切装置,导致设备硬件成本较高;
4、而纵横切电脑裁板锯设备在锯切的过程中,由于纵切和横切的不同,需要进行纵横切加工方向的转换,即需要对板材进行转板,而现有的纵横切电脑裁板锯设备通常采用人工的方式进行转板,为此,需要耗费大量的人力,且劳动强度大,耗费时间长,生产效率较低,而在大批量家具生产时,转板所节省的人力提高的生产效率显得尤为重要;以及,现有的纵横切电脑裁板锯设备生产后的废料也很难清理,其一般是需要人工进入机器内部手动清扫出来,再将废料截断装入废料箱,如此进入机器内部作业,不仅增加操作人员的危险性,也费时费力;
5、以及,其纵锯部分和横锯部分还有辅机部分是通过三台plc各自进行控制的,且,其纵横锯使用触摸屏,只能手工输入锯切尺寸,无法实现导入文件锯切,无法与客户信息化对接。
6、因此,需要研究出一种新的技术以解决上述问题。
技术实现思路
1、有鉴于此,本发明针对现有技术存在之缺失,其主要目的是提供一种双推手纵横切电脑裁板设备的控制系统,其解决了现有之无法对输送的板材进行止挡造成板材可能出现持续上料,使得出现板材重叠或板材互推的现象,导致正常加工受影响的问题,其实现了横锯的双推手结构设计,只需一套裁切装置,同一次锯切,即可完成两种不同规格的板材锯切,提高了生产效率,其实现了纵横切之间的自动转板,节省了人工,缩短了时间,提高了生产效率,实现了废料的自动处理,提高了安全性。
2、为实现上述目的,本发明采用如下之技术方案:
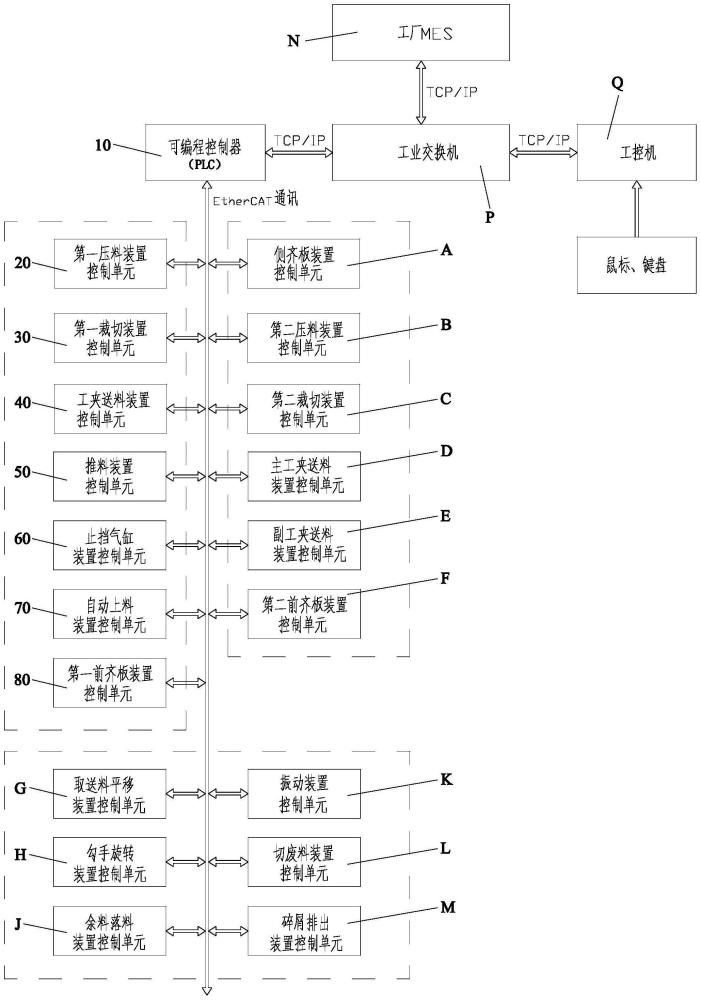
3、一种双推手纵横切电脑裁板设备的控制系统,包括工厂mes、工业交换机、可编程控制器plc、工控机、纵锯控制系统、横锯控制系统、辅机控制系统,该工业交换机与工厂mes双向控制连接,该可编程控制器plc、工控机分别使用网线通过tcp/ip协议双向控制连接于工业交换机,该可编程控制器plc连接有数据总线,该纵锯控制系统、横锯控制系统、辅机控制系统分别与数据总线双向控制并联连接;
4、该纵锯控制系统包括与数据总线双向控制并联连接的第一压料装置控制单元、第一裁切装置控制单元、工夹送料装置控制单元、推料装置控制单元、止挡气缸装置控制单元、自动上料装置控制单元、第一前齐板装置控制单元;
5、该横锯控制系统包括与数据总线双向控制并联连接的侧齐板装置控制单元、第二压料装置控制单元、第二裁切装置控制单元、主工夹送料装置控制单元、副工夹送料装置控制单元、第二前齐板装置控制单元;
6、该辅机控制系统包括与数据总线双向控制并联连接的取送料平移装置控制单元、勾手旋转装置控制单元、余料落料装置控制单元、振动装置控制单元、切废料装置控制单元、碎屑排出装置控制单元。
7、本发明与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,其主要是通过工厂mes、工业交换机、可编程控制器plc、工控机、纵锯控制系统、横锯控制系统、辅机控制系统的结合设计,并使工业交换机与工厂mes双向控制连接,使可编程控制器plc、工控机分别使用网线通过tcp/ip协议双向控制连接于工业交换机,并使纵锯控制系统、横锯控制系统、辅机控制系统分别与可编程控制器plc的数据总线双向控制并联连接,从而可使其仅采用一台plc即可控制整机,可以实现便捷的手工画图编程和优化文件导入锯切,并且提供本地数据库,记录生产信息、机器状态等,可以实现与客户的mes、中控系统对接,实现工业4.0要求的信息化、智能化;
8、其次,通过可编程控制器plc、第一压料装置控制单元、第一裁切装置控制单元、工夹送料装置控制单元、推料装置控制单元、止挡气缸装置控制单元、自动上料装置控制单元、第一前齐板装置控制单元的结合设计,使其实现了板材的纵锯加工的自动压料、自动裁切、自动送料、自动推料、自动上料、自动止挡,提高了自动化程度,从而提高了生产效率,尤其是,通过止挡气缸装置控制单元的设置,并具体使止挡气缸装置控制单元包括与数据总线双向控制并联连接的第一止挡气缸控制单元、第二止挡气缸控制单元、第三止挡气缸控制单元、第四止挡气缸控制单元,从而使其能对板材进行自动止挡,如此,使其解决了现有之无法对输送的板材进行止挡造成板材可能出现持续上料,使得出现板材重叠或板材互推的现象,导致正常加工受影响的问题;
9、以及,通过侧齐板装置控制单元、第二压料装置控制单元、第二裁切装置控制单元、主工夹送料装置控制单元、副工夹送料装置控制单元、第二前齐板装置控制单元的结合设计,使其实现了板材的横锯加工的压料、裁切、送料、推料等的自动加工,提高了自动化程度,从而提高了生产效率,尤其是,通过主工夹送料装置控制单元与副工夹送料装置控制单元的结合设计,并配合一裁切装置控制单元,使其实现了横锯的双推手结构设计,只需一套裁切装置,同一次锯切,即可完成两种不同规格的板材锯切,提高了生产效率,以及,将第二裁切装置控制单元分成第二裁切装置进给控制单元、第二裁切装置升降控制单元、第二主锯驱动控制单元、第二副锯驱动控制单元、板宽检测装置控制单元等多个小的控制单元,可以优化第二裁切装置控制单元的结构设计,且当第二裁切装置控制单元出现问题时,能快速诊断出其小的控制单元,并只需更换相应的小的控制单元即可,使得维护更加方便,且布局更加合理;
10、还有,通过取送料平移装置控制单元、勾手旋转装置控制单元、余料落料装置控制单元、振动装置控制单元、切废料装置控制单元、碎屑排出装置控制单元的结合设计,使其能通过取送料平移装置控制单元与勾手旋转装置控制单元实现纵横切之间的自动转板,从而节省了人工,缩短了时间,提高了生产效率,能通过余料落料装置控制单元、振动装置控制单元、切废料装置控制单元、碎屑排出装置控制单元的结合从而实现废料的自动处理,提高了安全性。
11、为更清楚地阐述本发明的结构特征、技术手段及其所达到的具体目的和功能,下面结合附图与具体实施例来对本发明作进一步详细说明。
- 还没有人留言评论。精彩留言会获得点赞!