扰动事件下柔性作业车间多工艺路线动态节能调度方法
本发明涉及柔性作业车间生产调度,尤其涉及扰动事件下柔性作业车间多工艺路线动态节能调度方法。
背景技术:
1、柔性作业车间通常在动态和非确定性环境中运行,动态调度方法因其可使调度方案适应扰动事件而被广泛应用。同时,柔性作业车间中的工件的加工已由固定工艺路线向多工艺路线转变。
2、由于柔性作业车间生产过程的动态性,最佳的调度方案很容易被许多意外扰动事件打断,原始调度方案可能会失效,需要根据扰动事件的情况,动态地进行重新调度(重调度)以适应车间资源与任务的改变。柔性作业车间的扰动事件包括新的订单任务插入到现有调度方案中,以及柔性作业车间生产过程中可能会遇到突发的机床故障。
3、公开号为cn110597210a的中国专利公开了考虑设备预维护的柔性作业车间调度节能优化方法,该专利虽然以总能耗和车间完工时间最小为优化目标建立了多目标优化模型,但是其仅对机床故障单一扰动事件进行了重调度,并未考虑新订单插入和机床故障两种扰动事件下多工艺路线的调度优化问题,并且其采用的传统的模拟退火算法在目标空间搜索效率较低,无法适用于多扰动事件下的重调度。
技术实现思路
1、本发明旨在解决现有技术中存在的技术问题,提供扰动事件下柔性作业车间多工艺路线动态节能调度方法。
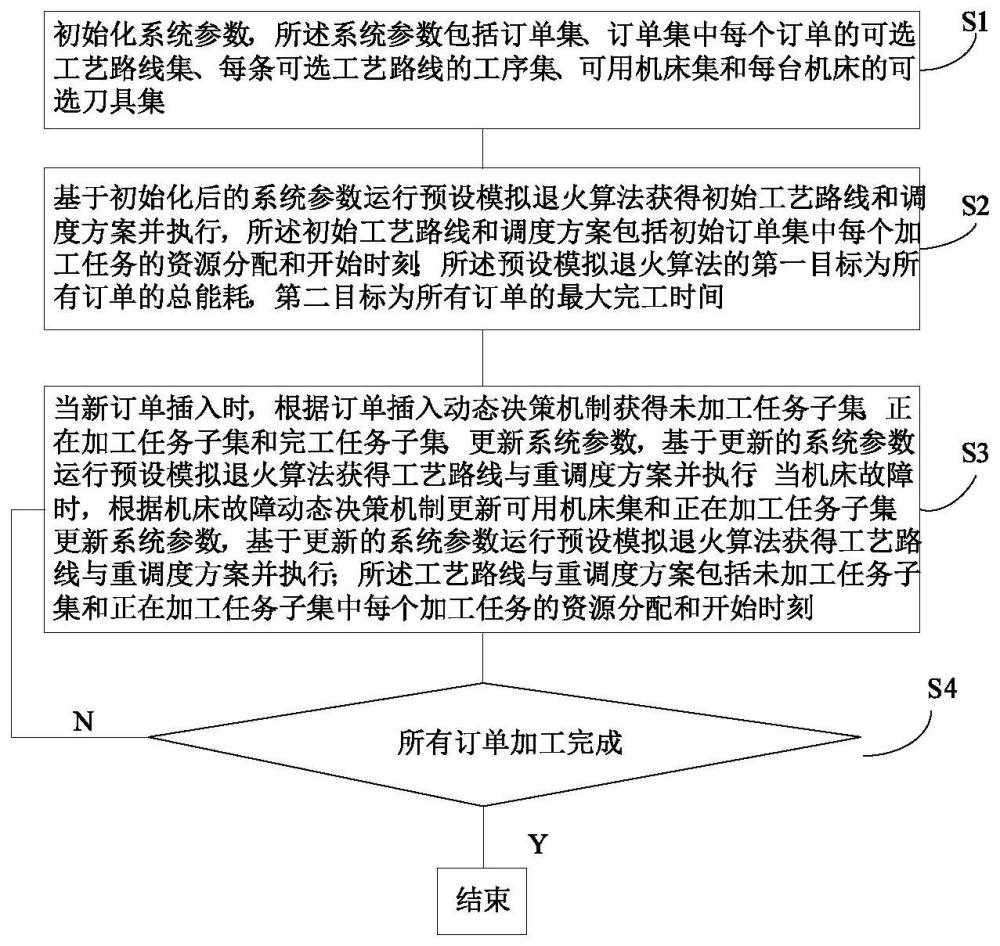
2、为了实现本发明的上述目的,本发明提供了扰动事件下柔性作业车间多工艺路线动态节能调度方法,包括:步骤s1,初始化系统参数,所述系统参数包括订单集、订单集中每个订单的可选工艺路线集、每条可选工艺路线的工序集、可用机床集和每台机床的可选刀具集;步骤s2,基于初始化后的系统参数运行预设模拟退火算法获得初始工艺路线和调度方案并执行,所述初始工艺路线和调度方案包括初始订单集中每个加工任务的资源分配和开始时刻;步骤s3,当新订单插入时,根据订单插入动态决策机制获得未加工任务子集、正在加工任务子集和完工任务子集,更新系统参数,基于更新的系统参数运行预设模拟退火算法获得工艺路线与重调度方案并执行;当机床故障时,根据机床故障动态决策机制更新可用机床集和正在加工任务子集,更新系统参数,基于更新的系统参数运行预设模拟退火算法获得工艺路线与重调度方案并执行;所述工艺路线与重调度方案包括未加工任务子集和正在加工任务子集中每个加工任务的资源分配和开始时刻;步骤s4,若所有订单加工完成,结束,否则返回继续执行步骤s3。
3、本发明提供的调度方法,在扰动事件未发生时采用改进的模拟退火算法获得初始工艺路线和调度方案,在扰动事件发生后,基于订单插入动态决策机制和机床故障动态决策机制更新系统参数,基于更新后的系统参数运行改进的模拟退火算法获得工艺路线与重调度方案,预设模拟退火算法的第一目标为所有订单的总能耗,第二目标为所有订单的最大完工时间,使本发明调度方法能够在多扰动事件下车间的总能耗和最大完工时间协调最优,改进的模拟退火算法在目标空间搜索效率高,能获得更多非支配解,可以更好地降低不同扰动事件下的车间的总能耗和最大完工时间。
技术特征:
1.扰动事件下柔性作业车间多工艺路线动态节能调度方法,其特征在于,包括:
2.如权利要求1所述的扰动事件下柔性作业车间多工艺路线动态节能调度方法,其特征在于,所述预设模拟退火算法执行过程包括:
3.如权利要求2所述的扰动事件下柔性作业车间多工艺路线动态节能调度方法,其特征在于,在所述步骤a中初始化生成集子步骤中,生成集的每个初始解的生成方法为:
4.如权利要求2所述的扰动事件下柔性作业车间多工艺路线动态节能调度方法,其特征在于,所述生成当前解的邻域解,包括:
5.如权利要求3或4所述的扰动事件下柔性作业车间多工艺路线动态节能调度方法,其特征在于,所述调度生成规则执行过程为:
6.如权利要求5所述的扰动事件下柔性作业车间多工艺路线动态节能调度方法,其特征在于,判断生成集中的解或邻域解是否支配非支配集的方法为:
7.如权利要求2或3或4或6所述的扰动事件下柔性作业车间多工艺路线动态节能调度方法,其特征在于,所述概率接受标准z为:
8.如权利要求7所述的扰动事件下柔性作业车间多工艺路线动态节能调度方法,其特征在于,按照预设权重公式设置邻域解的权重向量为:
9.如权利要求2或3或4或6或8所述的扰动事件下柔性作业车间多工艺路线动态节能调度方法,其特征在于,在步骤s3中,所述根据订单插入动态决策机制获得未加工任务子集、正在加工任务子集和完工任务子集,包括:
10.如权利要求9所述的扰动事件下柔性作业车间多工艺路线动态节能调度方法,其特征在于,在步骤s3中,所述当机床故障时,根据机床故障动态决策机制更新可用机床集和正在加工任务子集包括:
技术总结
本发明提供了扰动事件下柔性作业车间多工艺路线动态节能调度方法,包括:S1,初始化系统参数;S2,基于系统参数运行预设模拟退火算法获得初始工艺路线和调度方案;S3,当新订单插入时,根据订单插入动态决策机制获得未加工任务子集、正在加工任务子集和完工任务子集,基于更新的系统参数运行预设模拟退火算法获得工艺路线与重调度方案;当机床故障时,根据机床故障动态决策机制更新可用机床集和正在加工任务子集,基于更新的系统参数运行预设模拟退火算法获得工艺路线与重调度方案;S4,若所有订单加工完成,结束,否则返回执行S3。能够在扰动事件下使车间的总能耗和最大完工时间协调最优,降低不同扰动事件下总能耗和最大完工时间。
技术研发人员:吕岩,李聪波,赵希坤,杨秒,李平,陈鹏
受保护的技术使用者:重庆工商大学
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!