一种上划线锯控制装置的制作方法
本技术涉及家具机械,尤其涉及一种上划线锯控制装置。
背景技术:
1、上划线锯机构为双端分切及开槽机的重要组成机构,为家具厂将板材加工成板式家具时所用到的机械,其可在板材的上表面切割出一条深度可调整的槽,以防止后面工序剖开时剖面不平整。
2、目前,在实际使用上划线锯机构时,采用的仍是人工手动操作的方式,这种方式不仅需要大量的人力投入,而且不能保证控制精度,稳定性也较差,完全不能满足大规模高效生产的需要,另外,也不利于生产信息化管理。
3、因此,需要对现有技术进行改进。
4、以上信息作为背景信息给出只是为了辅助理解本公开,并没有确定或者承认任意上述内容是否可用作相对于本公开的现有技术。
技术实现思路
1、本实用新型提供一种上划线锯控制装置,以实现上划线锯机构的自动化控制。
2、为实现上述目的,本实用新型提供以下的技术方案:
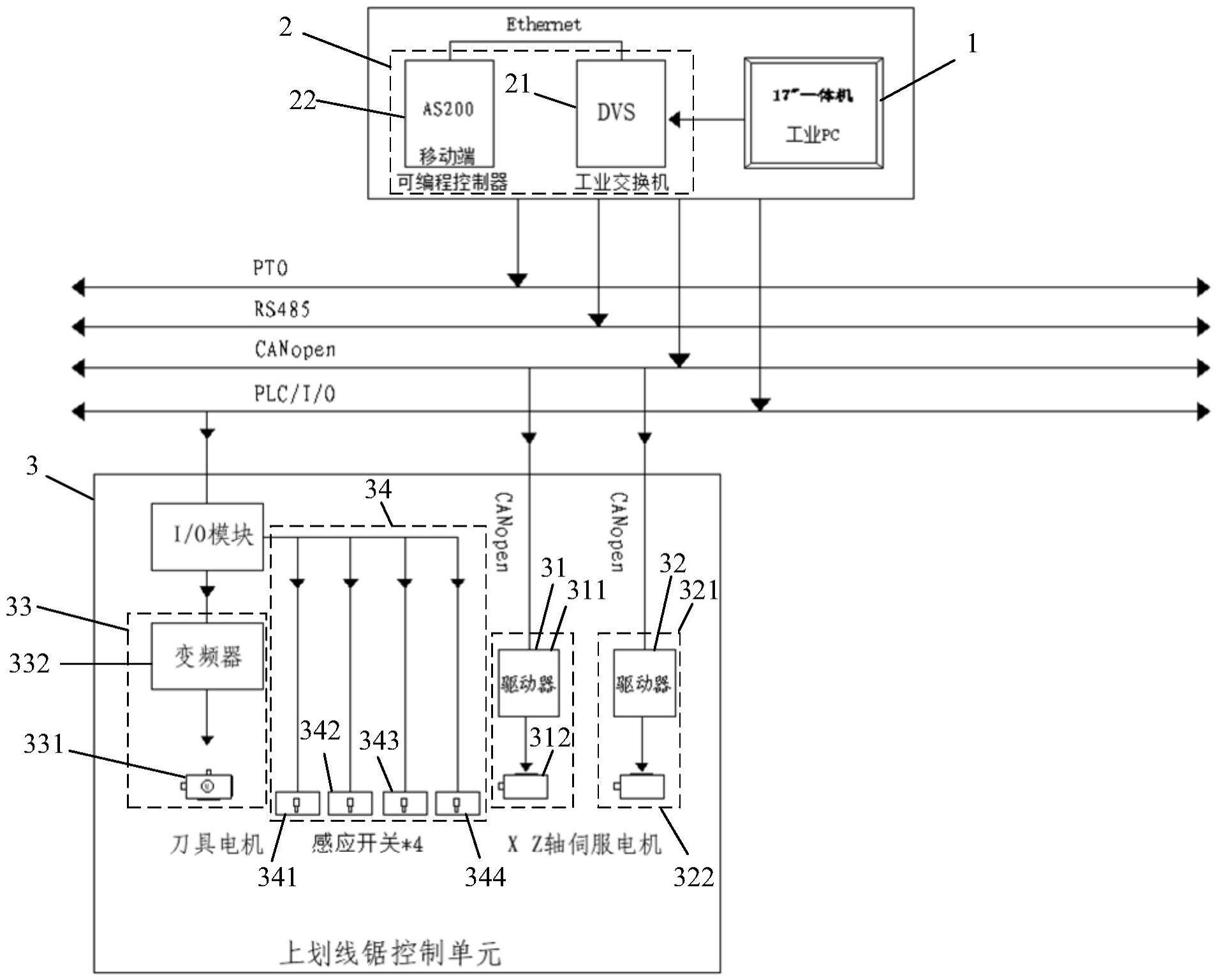
3、一种上划线锯控制装置,应用于上划线锯机构,所述装置包括人机交换单元、中央处理单元和上划线锯控制单元;其中,
4、所述人机交换单元与所述中央处理单元连接,用于接收输入的生产信息,并发送至所述中央处理单元;
5、所述中央处理单元与所述上划线锯控制单元连接,用于接收所述生产信息,并根据所述生产信息生成控制命令发送至所述上划线锯控制单元;
6、所述上划线锯控制单元与上划线锯机构连接,用于根据所述控制命令控制所述上划线锯机构移动,以在板材的上表面进行开槽。
7、进一步地,所述上划线锯控制装置中,所述上划线锯控制单元包括x轴伺服单元、z轴伺服单元、刀具电机单元和限位感应开关;
8、所述x轴伺服单元、z轴伺服单元、刀具电机单元和限位感应开关分别与所述中央处理单元连接。
9、进一步地,所述上划线锯控制装置中,所述x轴伺服单元包括x轴伺服驱动器和x轴伺服电机;
10、所述x轴伺服驱动器通过canopen总线与所述中央控制单元通讯连接;
11、所述x轴伺服电机与所述x轴伺服驱动器连接。
12、进一步地,所述上划线锯控制装置中,所述z轴伺服单元包括z轴伺服驱动器和z轴伺服电机;
13、所述z轴伺服驱动器通过canopen总线与所述中央控制单元通讯连接;
14、所述z轴伺服电机与所述z轴伺服驱动器连接。
15、进一步地,所述上划线锯控制装置中,所述刀具电机单元包括刀具电机和刀具变频器;
16、所述刀具变频器通过i/o模块与所述中央控制单元连接;
17、所述刀具电机与所述刀具变频器连接。
18、进一步地,所述上划线锯控制装置中,所述限位感应开关包括上限位感应开关、下限位感应开关、上极限位感应开关和下极限位感应开关;
19、所述上限位感应开关、下限位感应开关、上极限位感应开关和下极限位感应开关分别通过i/o模块与所述中央控制单元连接。
20、进一步地,所述上划线锯控制装置中,所述x轴伺服单元的位置误差补偿公式为:
21、m1=q1+n1+p;
22、其中,m1为x轴伺服单元移动位置,q1为x轴伺服单元设定位置,n1为原点位置误差,p为锯片厚度补偿误差。
23、进一步地,所述上划线锯控制装置中,所述z轴伺服单元的位置误差补偿公式为:
24、m2=f-q2+n2;
25、其中,m2为z轴伺服单元移动位置,f为加工板材厚度,q2为z轴伺服单元设定位置,n2为原点位置误差。
26、进一步地,所述上划线锯控制装置中,所述人机交换单元为工业pc。
27、进一步地,所述上划线锯控制装置中,所述中央处理单元包括工业交换机和移动端可编程控制器;
28、所述人机交换单元与所述工业交换机通讯连接;
29、所述工业交换机分别与所述移动端可编程控制器通讯连接。
30、与现有技术相比,本实用新型具有以下有益效果:
31、本实用新型提供的一种上划线锯控制装置,包括人机交换单元、中央处理单元和上划线锯控制单元,各单元分工明确且相互配合,可实现上划线锯机构的自动化运行,不仅节省了人力,而且控制精度高、稳定性好,完全可以满足大规模高效生产的需要,也有利于生产信息化管理,适于大范围推广应用。
技术特征:
1.一种上划线锯控制装置,应用于上划线锯机构,其特征在于,所述装置包括人机交换单元(1)、中央处理单元(2)和上划线锯控制单元(3);其中,
2.根据权利要求1所述的上划线锯控制装置,其特征在于,所述上划线锯控制单元(3)包括x轴伺服单元(31)、z轴伺服单元(32)、刀具电机单元(33)和限位感应开关(34);
3.根据权利要求2所述的上划线锯控制装置,其特征在于,所述x轴伺服单元(31)包括x轴伺服驱动器(311)和x轴伺服电机(312);
4.根据权利要求2所述的上划线锯控制装置,其特征在于,所述z轴伺服单元(32)包括z轴伺服驱动器(321)和z轴伺服电机(322);
5.根据权利要求2所述的上划线锯控制装置,其特征在于,所述刀具电机单元(33)包括刀具电机(331)和刀具变频器(332);
6.根据权利要求2所述的上划线锯控制装置,其特征在于,所述限位感应开关(34)包括上限位感应开关(341)、下限位感应开关(342)、上极限位感应开关(343)和下极限位感应开关(344);
7.根据权利要求2所述的上划线锯控制装置,其特征在于,所述x轴伺服单元(31)的位置误差补偿公式为:
8.根据权利要求2所述的上划线锯控制装置,其特征在于,所述z轴伺服单元(32)的位置误差补偿公式为:
9.根据权利要求1所述的上划线锯控制装置,其特征在于,所述人机交换单元(1)为工业pc。
10.根据权利要求1所述的上划线锯控制装置,其特征在于,所述中央处理单元(2)包括工业交换机(21)和移动端可编程控制器(22);
技术总结
本技术涉及家具机械技术领域,公开了一种上划线锯控制装置,装置包括人机交换单元、中央处理单元和上划线锯控制单元;其中,人机交换单元与中央处理单元连接,用于接收输入的生产信息,并发送至中央处理单元;中央处理单元与上划线锯控制单元连接,用于接收生产信息,并根据生产信息生成控制命令发送至上划线锯控制单元;上划线锯控制单元与上划线锯机构连接,用于根据控制命令控制上划线锯机构移动,以在板材的上表面进行开槽。本技术中各单元分工明确且相互配合,可实现上划线锯机构的自动化运行,不仅节省了人力,而且控制精度高、稳定性好,完全可以满足大规模高效生产的需要,也有利于生产信息化管理,适于大范围推广应用。
技术研发人员:吴亚平,吴帆,沈茂林,周述君,欧阳紫云,石良成
受保护的技术使用者:南兴装备股份有限公司
技术研发日:20230517
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!