基于工业大模型的生产线优化方法与流程
本技术是关于工业,特别是关于一种基于工业大模型的生产线优化方法。
背景技术:
1、随着工业大模型的发展,工业大模型在工业场景中的应用也随之发展。在各种工业场景中,工业大模型可以用于数据监测、数据排查等各种数据处理流程。在工业场景中,涉及到工业生产线,工业生产线的运行稳定性十分重要。
2、目前,工业大模型主要用于工业场景中的数据处理,工业大模型与工业生产线的优化没有相关联系。
技术实现思路
1、本技术的目的在于提供一种基于工业大模型的生产线优化方法,其能够基于工业大模型,实现生产线的有效、全面且精确的优化。
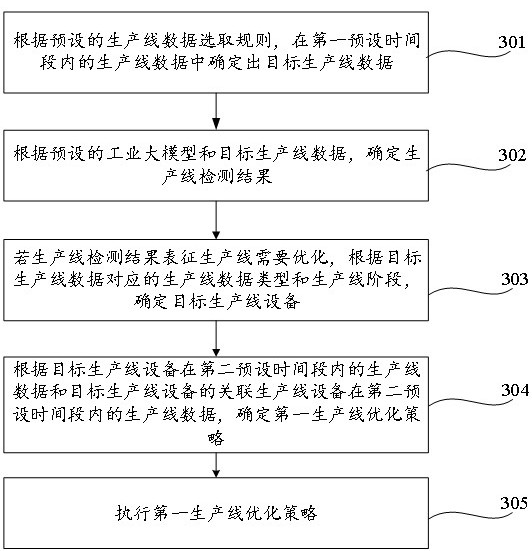
2、为实现上述目的,本技术的实施例提供了一种基于工业大模型的生产线优化方法,包括:根据预设的生产线数据选取规则,在第一预设时间段内的生产线数据中确定出目标生产线数据,所述目标生产线数据对应至少两种生产线数据类型,不同生产线数据类型对应不同的生产线设备;根据预设的工业大模型和所述目标生产线数据,确定生产线检测结果,所述生产线检测结果用于表征生产线是否需要优化;若所述生产线检测结果表征生产线需要优化,根据所述目标生产线数据对应的生产线数据类型和生产线阶段,确定目标生产线设备;根据所述目标生产线设备在第二预设时间段内的生产线数据和所述目标生产线设备的关联生产线设备在所述第二预设时间段内的生产线数据,确定第一生产线优化策略,所述关联生产线设备与所述目标生产线设备在预设生产设备链中的连接关系满足预设连接关系,所述预设生产设备链用于表征多个生产设备之间的连接关系;执行所述第一生产线优化策略。
3、在一种可能的实施方式中,所述至少两种生产线数据类型包括:工业机器人数据类型、传感器数据类型和控制设备数据类型,所述预设的生产线数据选取规则,包括:选取第一数量的工业机器人的生产线数据,所述第一数量根据生产线中的工业机器人总数量确定;选取第二数量的传感器的生产线数据,所述第二数量根据生产线中的传感器总数量和所述第一数量确定;选取第三数量的控制设备的生产线数据,所述第三数量根据生产线中的控制设备总数量、所述第一数量和所述第二数量确定;其中,所述第一数量的工业机器人、所述第二数量的传感器和所述第三数量的控制设备,涉及多个生产线阶段。
4、在一种可能的实施方式中,所述生产线优化方法还包括:获取预设的训练数据集,所述预设的训练数据集中包括多组训练数据,每一组训练数据中包括多个样本生产线数据和所述多个样本生产线数据对应的样本检测结果,该样本检测结果用于表征所述多个样本生产线数据对应的生产线是否需要优化,所述多个样本生产线数据为按照所述预设的生产线数据选取规则确定的数据;根据所述预设的训练数据集,对初始的工业大模型进行训练,获得所述预设的工业大模型。
5、在一种可能的实施方式中,所述至少两种生产线数据类型包括:工业机器人数据类型、传感器数据类型和控制设备数据类型,所述生产线阶段包括原材料加工阶段、组装阶段和成品阶段,所述根据所述目标生产线数据对应的生产线数据类型和生产线阶段,确定目标生产线设备,包括:根据所述目标生产线数据对应的生产线数据类型和生产线阶段,确定第一目标生产线数据、第二目标生产线数据和第三目标生产线数据,所述第一目标生产线数据对应的生产线阶段为所述原材料加工阶段,所述第一目标生产线数据对应的生产线数据类型为所述传感器数据类型或者控制设备数据类型;所述第二目标生产线数据对应的生产线阶段为所述组装阶段,所述第二目标生产线数据对应的生产线数据类型为所述工业机器人数据类型或者所述控制设备数据类型;所述第三目标生产线数据对应的生产线阶段为所述成品阶段,所述第三目标生产线数据对应的生产线数据类型为所述传感器数据类型或者所述工业机器人数据类型;根据所述第一目标生产线数据对应的生产线设备、所述第二目标生产线数据对应的生产线设备和所述第三目标生产线数据对应的生产线设备,确定所述目标生产线设备。
6、在一种可能的实施方式中,所述根据所述第一目标生产线数据对应的生产线设备、所述第二目标生产线数据对应的生产线设备和所述第三目标生产线数据对应的生产线设备,确定所述目标生产线设备,包括:判断所述第一目标生产线数据对应的生产线设备数量、所述第二目标生产线数据对应的生产线设备数量和所述第三目标生产线数据对应的生产线设备数量是否满足预设的数量条件,所述预设的数量条件包括:所述第一目标生产线数据对应的生产线设备数量、所述第二目标生产线数据对应的生产线设备数量和所述第三目标生产线数据对应的生产线设备数量的数量总和小于预设数量,且所述第一目标生产线数据对应的生产线设备数量小于所述第二目标生产线数据对应的生产线设备数量,所述第二目标生产线数据对应的生产线设备数量小于所述第三目标生产线数据对应的生产线设备数量;若是,则将所述第一目标生产线数据对应的生产线设备、所述第二目标生产线数据对应的生产线设备和所述第三目标生产线数据对应的生产线设备均确定为所述目标生产线设备。
7、在一种可能的实施方式中,所述预设连接关系包括以下的任意一种连接关系:所述关联生产线设备与所述目标生产线设备在所述预设生产设备链中具有直接连接关系;所述关联生产线设备与所述目标生产线设备在所述预设生产设备链中通过中间生产线设备间接连接,所述中间生产线设备所连接的生产线设备对应至少两个生产阶段;所述关联生产线设备与所述目标生产线设备在所述预设生产设备链中不具备连接关系,且所述关联生产线设备为历史优化次数小于预设次数的生产线设备。
8、在一种可能的实施方式中,所述根据所述目标生产线设备在第二预设时间段内的生产线数据和所述目标生产线设备的关联生产线设备在所述第二预设时间段内的生产线数据,确定第一生产线优化策略,包括:根据所述预设的工业大模型和所述目标生产线设备在第二预设时间段内的生产线数据,确定第一生产线检测结果;根据所述预设的工业大模型和所述目标生产线设备的关联生产线设备在所述第二预设时间段内的生产线数据,确定第二生产线检测结果;根据所述第一生产线检测结果和所述第二生产线检测结果,确定所述第一生产线优化策略。
9、在一种可能的实施方式中,所述根据所述第一生产线检测结果和所述第二生产线检测结果,确定所述第一生产线优化策略,包括:若所述第一生产线检测结果表征生产线需要优化,且所述第二生产线检测结果表征生产线需要优化,确定所述第一生产线优化策略包括:对所述目标生产线设备和所述关联生产线设备均进行优化;若所述第一生产线检测结果表征生产线需要优化,且所述第二生产线检测结果表征生产线不需要优化,确定所述第一生产线优化策略包括:对所述目标生产线设备进行优化,以及对所述关联生产线设备中的预设数量的生产线设备进行优化;若所述第一生产线检测结果表征生产线不需要优化,且所述第二生产线检测结果表征生产线需要优化,确定所述第一生产线优化策略包括:对所述目标生产线设备中的预设数量的生产线设备进行优化,以及对所述关联生产线设备进行优化。
10、在一种可能的实施方式中,所述生产线优化方法还包括:获取所述第一生产线优化策略对应的反馈信息,所述反馈信息包括所述第一生产线优化策略的优化结果和用户上报的优化需求,所述优化需求包括需求优化设备和所述需求优化设备的生产线数据;根据所述反馈信息,确定第二生产线优化策略;执行所述第二生产线优化策略。
11、在一种可能的实施方式中,所述根据所述反馈信息,确定第二生产线优化策略,包括:若所述优化结果中包括所述需求优化设备对应的优化结果,根据所述需求优化设备对应的优化结果和所述需求优化设备的生产线数据,确定第二生产线优化策略;若所述优化结果中不包括所述需求优化设备对应的优化结果,根据所述需求优化设备的生产线数据和所述预设的工业大模型,确定第二生产线优化策略。
12、与现有技术相比,本技术实施例提供的技术方案具有以下技术效果:
13、先通过生产线数据选取规则,确定出目标生产线数据;然后利用工业大模型和该目标生产线数据确定出生产线检测结果;基于该生产线检测结果,再进一步确定目标生产线设备,从而,利用目标生产线设备和与其关联的生产线设备的生产线数据,确定优化策略。一方面,利用工业大模型和初筛的生产线数据先确定生产线检测结果,基于该生产线检测结果可以较为准确的挖掘可能存在问题的生产线设备;另一方面,通过对存在问题的生产线设备进行扩展,能够扩展生产线的优化范围,实现更为全面的生产线优化。因此,该技术方案能够基于工业大模型,实现生产线的有效、全面且精确的优化。
- 还没有人留言评论。精彩留言会获得点赞!