一种基于图像处理的视觉检测方法与流程
1.本发明涉及检测测试技术领域,具体而言,涉及一种基于图像处理的视觉检测方法。
背景技术:
2.随着自动化行业的发展,对产品的质量要求越来越高,所以使得产品的轮廓质量检测也越来越重要;目前自动化行业轮廓质量检测主要是人工检测和接触式检测为主,这两种检测方式都各有缺点;其中,人工检测对于人眼长时间工作在高光源下工作,极易疲劳,容易误判和漏判;并且由于每个人对标准的认识程度和理解程度不同,主观判断的标准不一;其检测的工作量大、重复性高,对人眼的伤害严重;而接触式检测主要是测量仪关节臂和三坐标等仪器测量,首先这类仪器对一些异性不规则的产品无法精确测量,其次接触式测量方式是逐点测量,其测量速度慢。
3.中国专利公开号:cn106546185a,公开了一种基于机器视觉检测的轮廓质量检测方法,该方法虽然突破传统人工检测和接触式检测的弊端,通过非接触式的视觉检测加快了测试速度与测试效率,但是在工件多平面检测时,仍然需要人工干预,对其翻面从而完成其他面的检测,费时费力。
技术实现要素:
4.鉴于此,本发明提出了一种基于图像处理的视觉检测方法,旨在解决现有技术中,工件多角度检测时,人为翻转费时费力的技术问题。
5.一种基于图像处理的视觉检测方法,包括:
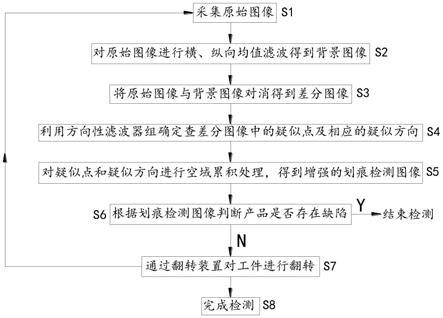
6.步骤s1:通过摄像机采集工件原始图像;
7.步骤s2:对原始图像进行纵向均值滤波和横向均值滤波得到背景图像;
8.步骤s3:将原始图像与背景图像对消得到差分图像;
9.步骤s4:利用方向性滤波器组对差分图像中的待分析像素进行处理,确定疑似点及相应的疑似方向;
10.步骤s5:利用疑似点和疑似方向,在方向性滤波器组的映射区域内进行空域累积处理,得到增强的划痕检测图像;
11.步骤s6:根据划痕检测图像判断产品是否存在缺陷,若存在缺陷,则检测停止,发出报警,若不存在缺陷,则进入步骤s7;
12.步骤s7:通过翻转装置对工件进行翻转;
13.步骤s8:重复步骤s1,直至完成所有面的检测。
14.进一步地,所述步骤s7中,所述翻转装置包括法兰盘、齿圈、伺服电机、夹持机构;
15.所述齿圈固定在所述法兰盘其中一侧,且与所述法兰盘同心设置;
16.所述伺服电机的输出轴上设置有与所述齿圈啮合的齿轮,所述伺服电机用以驱动所述法兰盘转动;
17.所述夹持机构用以夹持工件。
18.进一步地,所述夹持机构包括聚氨酯底板、侧限位单元以及上压单元;
19.所述聚氨酯底板用以承载工件;
20.所述上压单元设置在上方,用以将工件压在聚氨酯底板上;
21.所述侧限位单元设置在两侧,用以对工件限位。
22.进一步地,所述上压单元包括升降机、聚氨酯压块;
23.所述升降机竖直朝下设置;
24.所述聚氨酯压块设置在所述升降机的伸缩端。
25.进一步地,所述侧限位单元包括螺纹杆、螺母、弹簧、聚氨酯挡边;
26.所述螺纹杆穿过侧壁;
27.所述螺母设置在侧壁远离工件的一侧;
28.所述聚氨酯挡边固定在所述螺纹杆靠近工件的一侧;
29.所述弹簧穿设在螺纹杆上,且设置在所述侧壁靠近工件的一侧。
30.进一步地,所述弹簧为高强弹簧。
31.与现有技术相比,本发明的有益效果在于,本发明提供的基于图像处理的视觉检测方法通过设置翻转组件对工件进行自动翻转,在检测过程中,省时省力。
附图说明
32.通过阅读下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本发明的限制。而且在整个附图中,用相同的参考符号表示相同的部件。在附图中:
33.图1为本发明实施例提供的基于图像处理的视觉检测方法的流程图;
34.图2为本发明实施例提供的翻转装置的结构示意图;
35.图3为本发明实施例提供的夹持机构的放大图;
36.图4为本发明实施例提供的上压单元的放大图;
37.图5为本发明实施例提供的侧限位单元的放大图;
38.附图标记:1、翻转装置;11、法兰盘;12、齿圈;13、伺服电机;14、夹持机构;141、聚氨酯底板;142、侧限位单元;1421、螺纹杆;1422、螺母; 1423、弹簧;1424、聚氨酯挡边;143、上压单元;1431、升降机;1432、聚氨酯压块。
具体实施方式
39.下面将参照附图更详细地描述本公开的示例性实施例。虽然附图中显示了本公开的示例性实施例,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
40.参阅图1至图5,由图可知,本发明实施例提出的基于图像处理的视觉检测方法,具体包括如下步骤:
41.步骤s1:通过摄像机采集工件原始图像;
42.步骤s2:对原始图像进行纵向均值滤波和横向均值滤波得到背景图像;
43.步骤s3:将原始图像与背景图像对消得到差分图像;
44.步骤s4:利用方向性滤波器组对差分图像中的待分析像素进行处理,确定疑似点及相应的疑似方向;
45.步骤s5:利用疑似点和疑似方向,在方向性滤波器组的映射区域内进行空域累积处理,得到增强的划痕检测图像;
46.步骤s6:根据划痕检测图像判断产品是否存在缺陷,若存在缺陷,则检测停止,发出报警,若不存在缺陷,则进入步骤s7;
47.步骤s7:通过翻转装置1对工件进行翻转;
48.步骤s8:重复步骤s1,直至完成所有面的检测。
49.与现有技术相比,本发明的有益效果在于,本发明提供的基于图像处理的视觉检测方法通过设置翻转组件对工件进行自动翻转,在检测过程中,省时省力,且检测全面。
50.上述步骤s7中翻转装置1包括法兰盘11、齿圈12、伺服电机13、夹持机构14;齿圈12固定在法兰盘11其中一侧,且与法兰盘11同心设置;伺服电机 13的输出轴上设置有与齿圈12啮合的齿轮,伺服电机13用以驱动法兰盘11转动;夹持机构14用以夹持工件。可以理解的是,在具体实施过程中法兰盘11 可以通过底座固定。
51.本实施例中,夹持机构14包括聚氨酯底板141、侧限位单元142以及上压单元143,其中,聚氨酯底板141用以承载工件;上压单元143设置在上方,用以将工件压在聚氨酯底板141上;侧限位单元142设置在两侧,用以对工件限位。
52.本实施例中,上压单元143包括升降机1431、聚氨酯压块1432;升降机1431 竖直朝下设置;也可使用气缸代替,聚氨酯压块1432设置在升降机1431的伸缩端。
53.本实施例中,侧限位单元142包括螺纹杆1421、螺母1422、弹簧1423、聚氨酯挡边1424;螺纹杆1421穿过侧壁;螺母1422设置在侧壁远离工件的一侧;聚氨酯挡边1424固定在螺纹杆1421靠近工件的一侧;弹簧1423穿设在螺纹杆 1421上,且设置在侧壁靠近工件的一侧,使得聚氨酯挡边1424对工件一直施加压力,可以理解的是,侧限位单元142只是起到辅助固定作用,具体固定还是依靠上压单元143实现。
54.本夹持机构14,在对工件实现固定的同时,还便于安装和拆卸。
55.作为一种优选实施例弹簧1423为高强弹簧。
56.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1