一种字符自动扫码识别机构的制作方法
1.本实用新型涉及自动化设备技术领域,具体涉及一种字符自动扫码识别机构。
背景技术:
2.目前新能源汽车、新能源电动车市场广阔,维护生态和保护环境的同时,也给电池技术提出更高的要求,目前磷酸铁锂电池在新能源汽车、新能源电动车上使用较多,当然采用的供电模式是多节电池串联成模组供电,为此在制备电池模组时需要进行预装配,并通过焊接设备定型为模组,而对每节电池的制备、检测都要逐一进行,不能遗漏,并且合格标签或者合格二维码都要贴附或喷涂在电池外圆柱壁上,以便于后续工序的跟踪记录,直至产品合格出货,而对每节电池逐一进行扫码读取电池标签或二维码信息的扫码机而言,工作量巨大,单节电池进行检查费时费力,不利于提升产型的整体生产效率,尤其在多节电磁已经配合成组后,由于电池摆放姿势不同,标签或者二维码的位置不都正对扫码机,也为扫描工作带来诸多不便,不利于提高扫码速度,提升产线生产效率。
技术实现要素:
3.本实用新型目的:鉴于背景技术中提出的技术问题,我们设计一种字符自动扫码识别机构,采用低速电机带动每节电池都以低速旋转的方式,将成组的每节电池外壁上的标签或者二维码无差别地呈现给拍照扫码组件,采用ccd工业相机对成组的电池进行拍照读取信息,再经过移料组件将成组电池转移到下一工位,节省每节电池逐一进给扫码再出料的工序时间,提升产线生产效率。
4.为解决上述问题采取的技术方案是:
5.一种字符自动扫码识别机构,包括装配线、补光光源、用于拍照读取标签或二维码中字符信息的ccd工业相机和自动翻转组件,
6.所述装配线上设置有承载成组电池的托台,所述托台上设置有多个半圆柱型料槽,用于放置电池,
7.所述ccd工业相机通过支撑柱固定,镜头正对托台上的成组电池,
8.所述补光光源通过支撑柱固定在装配线一侧,补光光源正对托台上的成组电池,
9.所述自动翻转组件包括低速电机、传动件、带轮组件、橡胶圈和承托滚轮,所述低速电机固定在装配线下方,通过传动件将动力传递给带轮组件,所述带料组件包括多个同步带轮和旋转轴,所述旋转轴通过轴承与装配线侧板配合,旋转轴前端套设有橡胶圈,所述橡胶圈上方与相邻两只电池相切配合,所述承托滚轮相对于橡胶圈对称设置在电池另一端,也和相邻两只电池相切配合,用于承托电池保持平衡,在旋转轴带动下,橡胶圈利用静摩擦力带动相邻两只电池同步旋转,另一侧的承托滚轮被动同步旋转,电池旋转过程中,由ccd工业相机对成组的电池进行拍照读取信息,传递给计算机后完成整组电池的信息记录。
10.进一步地,所述承托滚轮通过销轴连接在承托台上,所述承托台固定在装配线的侧板上。
11.进一步地,所述传动件包括主动带轮、传动带和按压带轮,所述传动带与主动带轮和带轮组件相切配合同步传动,所述按压带轮将传动带按压在带料组件的多个同步带轮上,使传动带不脱离。
12.进一步地,所述承托滚轮外径尺寸与所述橡胶圈的外径尺寸相同。
13.本实用新型的有益效果是:
14.该字符自动扫码识别机构采用低速电机带动每节电池都以低速旋转的方式,将成组的每节电池外壁上的标签或者二维码无差别地呈现给拍照扫码组件,采用ccd工业相机对成组的电池进行拍照读取信息,再经过移料组件将成组电池转移到下一工位,节省每节电池逐一进给扫码再出料的工序时间,提升产线生产效率。
附图说明
15.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
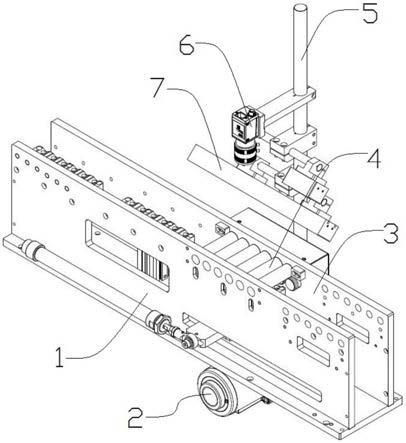
16.图1为本实施例字符自动扫码识别机构的结构示意图;
17.图2为本实施例字符自动扫码识别机构的侧仰视图;
18.图3为图2中a处的局部放大图;
19.图4为本实施例字符自动扫码识别机构去除一侧板的结构示意图;
20.图5为图4中b处的局部放大图;
21.图6为本实施例所述带轮组件、橡胶圈、承托滚轮、承托台与电池配合的侧仰视图;
22.其中,1-左侧板,2-低速电机,3-右侧板,4-电池,5-支撑柱,6-ccd工业相机,7-补光光源,8-带轮组件,9-传动带,10-轴承支架,11-同步带轮,12-承托台,13-按压带轮,14-橡胶圈,15-旋转轴,16-托台,17-承托滚轮。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
24.请参阅图1-6,本实施例提出一种字符自动扫码识别机构,包括装配线、补光光源7、用于拍照读取标签或二维码中字符信息的ccd工业相机6和自动翻转组件,所述装配线上设置有承载成组电池4的托台16,所述托台16上设置有多个半圆柱型料槽,用于放置电池4。
25.具体地说,所述ccd工业相机6通过支撑柱5固定,镜头正对托台16上的成组电池4,所述补光光源7通过支撑柱5固定在装配线一侧,补光光源7正对托台16上的成组电池4。
26.参阅图2和图3,所述自动翻转组件包括低速电机2、传动件、带轮组件8、橡胶圈14和承托滚轮17,所述低速电机2固定在装配线下方,通过传动件将动力传递给带轮组件8,所述带料组件包括多个同步带轮11和旋转轴15,所述旋转轴15通过轴承与装配线侧板配合,旋转轴15前端套设有橡胶圈14,所述橡胶圈14上方与相邻两只电池4相切配合,所述承托滚轮17相对于橡胶圈14对称设置在电池4另一端,也和相邻两只电池4相切配合,用于承托电池4保持平衡,在旋转轴15带动下,橡胶圈14利用静摩擦力带动相邻两只电池4同步旋转,另一侧的承托滚轮17被动同步旋转,电池4旋转过程中,由ccd工业相机6对成组的电池4进行拍照读取信息,传递给计算机后完成整组电池4的信息记录。
27.进一步的实施方案是,参阅图5和图6,所述承托滚轮17通过销轴连接在承托台12上,所述承托台1612固定在装配线的侧板上。
28.进一步的实施方案是,所述传动件包括主动带轮、传动带9和按压带轮13,所述传动带9与主动带轮和带轮组件8相切配合同步传动,所述按压带轮13将传动带9按压在带料组件的多个同步带轮11上,使传动带9不脱离。
29.进一步地,所述承托滚轮17外径尺寸与所述橡胶圈14的外径尺寸相同,使得电池保持水平姿态旋转,使ccd工业相机拍照更清晰方便。
30.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下做出各种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种字符自动扫码识别机构,其特征在于:包括装配线、补光光源、用于拍照读取标签或二维码中字符信息的ccd工业相机和自动翻转组件,所述装配线上设置有承载成组电池的托台,所述托台上设置有多个用于放置电池的半圆柱型料槽,所述自动翻转组件包括低速电机、传动件、带轮组件、橡胶圈和承托滚轮,所述低速电机固定在装配线下方,通过传动件将动力传递给带轮组件,所述带轮组件包括多个同步带轮和旋转轴,所述旋转轴通过轴承与装配线侧板配合,旋转轴前端套设有橡胶圈,所述橡胶圈上方与相邻两只电池相切配合,所述承托滚轮相对于橡胶圈对称设置在电池另一端,也和相邻两只电池相切配合,在旋转轴带动下,橡胶圈利用静摩擦力带动相邻两只电池同步旋转,另一侧的承托滚轮被动同步旋转,电池旋转过程中,由ccd工业相机对成组的电池进行拍照读取信息,传递给计算机后完成整组电池的信息记录。2.根据权利要求1所述的字符自动扫码识别机构,其特征在于:所述ccd工业相机通过支撑柱固定,镜头正对托台上的成组电池,所述补光光源通过支撑柱固定在装配线一侧,补光光源正对托台上的成组电池。3.根据权利要求1所述的字符自动扫码识别机构,其特征在于:所述承托滚轮通过销轴连接在承托台上,所述承托台固定在装配线的侧板上。4.根据权利要求1所述的字符自动扫码识别机构,其特征在于:所述传动件包括主动带轮、传动带和按压带轮,所述传动带与主动带轮和带轮组件相切配合同步传动,所述按压带轮将传动带按压在带料组件的多个同步带轮上。5.根据权利要求3所述的字符自动扫码识别机构,其特征在于:所述承托滚轮外径尺寸与所述橡胶圈的外径尺寸相同。
技术总结
本实用新型公开了一种字符自动扫码识别机构,包括装配线、补光光源、CCD工业相机和自动翻转组件,装配线上设置有承载成组电池的托台,托台上设置有多个半圆柱型料槽,自动翻转组件包括低速电机、传动件、带轮组件、橡胶圈和承托滚轮,橡胶圈利用静摩擦力带动相邻两只电池同步旋转,另一侧的承托滚轮被动同步旋转,电池旋转过程中由CCD工业相机对成组的电池进行拍照读取信息,传递给计算机后完成整组电池的信息记录,该机构采用低速电机带动每节电池都以低速旋转的方式,并采用CCD工业相机对成组的电池进行拍照读取信息,再经过移料组件将成组电池转移到下一工位,节省每节电池逐一进给扫码再出料的工序时间,提升产线生产效率。提升产线生产效率。提升产线生产效率。
技术研发人员:钱飞龙
受保护的技术使用者:苏州萨瓦智能科技有限公司
技术研发日:2021.09.17
技术公布日:2022/2/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1