列车内饰件质量检测方法、控制器和计算机可读存储介质与流程
1.本发明实施例涉及但不限于轨道交通技术领域,尤其涉及一种列车内饰件质量检测方法、控制器和计算机可读存储介质。
背景技术:
2.随着列车制造工艺水平及美观程度的不断提高,车体内饰零部件的表面形状设计越来简易且美观化,由于这类工件有线条设计丰富、尺寸大的特点,传统的人工测量方式难以对其进行高效的关键尺寸测量。当前,所有的入库零件检测都是采用人工测量的方式进行的,基本用常规量具和特殊治具为工具进行量测,手动夹具测量既耗费时间又容易产生人为误差,测量结果的数据记录以及后续追溯都非常不便利。
3.目前,国内针对入库零件的检测方式一共分为三种,一是采用人工测量的方式进行抽检,存在效率低、检测精度不稳定的问题;二是采用非接触二维检测的方式进行全检,主要是应用2d相机解决一些关键部位零件缺失的问题,无法测量三维数据;三是采用非接触三维测量方法进行全检,检测对象是小型连接件等零件,能准确检测出产品的几何尺寸及相对位置关系。现阶段的技术手段均无法避免有缺陷的零部件进入装配流程,造成后续装配工期延缓、车体组装不达标等问题。
技术实现要素:
4.以下是对本文详细描述的主题的概述。本概述并非是为了限制权利要求的保护范围。
5.本发明实施例提供了一种列车内饰件质量检测方法、控制器和计算机可读存储介质,能够自动化、高效、准确可靠地对列车内饰件进行质量检测。
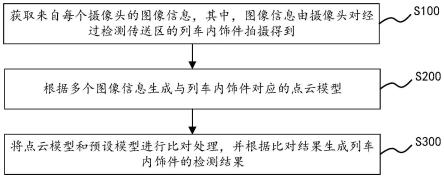
6.第一方面,本发明实施例提供了一种列车内饰件质量检测方法,应用于列车内饰件质量检测系统中的视觉检测装置,所述列车内饰件质量检测系统还包括检测传送区和视觉采集装置,所述检测传送区用于传送列车内饰件,所述视觉采集装置包括多个摄像头,多个所述摄像头分别设置于所述检测传送区的左侧、右侧和顶侧,所述视觉检测装置与所述视觉采集装置通信连接;所述方法包括:获取来自每个所述摄像头的图像信息,其中,所述图像信息由所述摄像头对经过所述检测传送区的列车内饰件拍摄得到;根据多个所述图像信息生成与所述列车内饰件对应的点云模型;将所述点云模型和预设模型进行比对处理,并根据比对结果生成所述列车内饰件的检测结果。
7.本发明实施例包括:本发明实施例的列车内饰件质量检测方法包括:获取来自每个所述摄像头的图像信息,其中,所述图像信息由所述摄像头对经过所述检测传送区的列车内饰件拍摄得到;根据多个所述图像信息生成与所述列车内饰件对应的点云模型;将所述点云模型和预设模型进行比对处理,并根据比对结果生成所述列车内饰件的检测结果。根据本发明实施例的技术方案,通过多个方位的摄像头对列车内饰件进行三维图像处理,能在极少时间内准确、高效地检查列车内饰件的关键尺寸及安装孔位的位置关系等质量问
题,不受列车内饰件材质及尺寸的影响,能适用于各种类型列车内饰件的检测,可实现对列车内饰件进行连续、高效、快速、准确地测量工作。
8.在一些实施例中,多个所述摄像头包括左摄像头、右摄像头和上摄像头,所述左摄像头和所述右摄像头分别设置于所述检测传送区的左右两侧,所述上摄像头设置于所述检测传送区的顶侧;所述获取来自每个所述摄像头的图像信息,包括:获取来自所述左摄像头所拍摄到的所述列车内饰件在所述检测传送区的多个不同位置的多个第一图像信息;获取来自所述右摄像头所拍摄到的所述列车内饰件在所述检测传送区的多个不同位置的多个第二图像信息;获取来自所述上摄像头所拍摄到的所述列车内饰件在所述检测传送区的多个不同位置的多个第三图像信息。
9.在一些实施例中,所述根据多个所述图像信息生成与所述列车内饰件对应的点云模型,包括:对于所述列车内饰件在所述检测传送区的每个位置所对应的所述第一图像信息、所述第二图像信息和所述第三图像信息,根据所述第一图像信息、所述第二图像信息和所述第三图像信息进行拼接处理,得到局部点云数据;对多个不同位置所对应的多个所述局部点云数据进行拼接处理,得到与所述列车内饰件对应的点云模型。
10.在一些实施例中,所述检测传送区设置有多个等间距的标记点;所述对多个不同位置所对应的多个所述局部点云数据进行拼接处理,得到与所述列车内饰件对应的点云模型,包括:根据上一位置对应的局部点云数据与下一位置对应的局部点云数据中的所述标记点,对多个所述局部点云数据进行对齐处理;对对齐处理后的多个所述局部点云数据进行拼接处理,得到与所述列车内饰件对应的点云模型。
11.在一些实施例中,在所述根据多个所述图像信息生成与所述列车内饰件对应的点云模型之后,所述方法还包括:保留所述点云模型的边界点云,并随机对所述点云模型的内部点云进行稀释处理。
12.在一些实施例中,所述列车内饰件质量检测系统还包括上料传送区和扫码枪,所述上料传送区的输出侧与所述检测传送区的输入侧拼接;在所述获取来自每个所述摄像头的图像信息之前,所述方法还包括:获取来自所述扫码枪的扫描识别结果,其中,所述扫描识别结果由所述扫码枪对经过所述上料传送区的列车内饰件的物料号扫码得到;当所述扫描识别结果表征所述列车内饰件为首件列车内饰件,获取用户在人工交互界面输入的预设模型;当所述扫描识别结果表征所述列车内饰件为非首件列车内饰件,根据所述物料号调用预存的预设模型。
13.在一些实施例中,所述列车内饰件质量检测系统还包括第一缓存区和第二缓存区,所述检测传送区、所述第一缓存区和所述第二缓存区依次拼接;所述根据比对结果生成所述列车内饰件的检测结果,包括如下至少之一:当所述点云模型对应的参数测量值和所述预设模型对应的参数理论值之间的差值小于或等于预设差值,将所述列车内饰件输送至所述第二缓存区;当所述点云模型对应的参数测量值和所述预设模型对应的参数理论值之间的差值大于预设差值,将所述列车内饰件输送至所述第一缓存区。
14.在一些实施例中,所述列车内饰件质量检测系统还包括数据存储服务器,所述数据存储服务器与所述视觉检测装置通信连接;所述方法还包括:将所述检测结果存储至所述数据存储服务器。
15.第二方面,本发明实施例还提供了一种控制器,包括:存储器、处理器及存储在所
述存储器上并可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现如上述第一方面所述的列车内饰件质量检测方法。
16.本发明实施例包括:本发明实施例的控制器能够实现上述的列车内饰件质量检测方法,其中,列车内饰件质量检测方法包括:获取来自每个所述摄像头的图像信息,其中,所述图像信息由所述摄像头对经过所述检测传送区的列车内饰件拍摄得到;根据多个所述图像信息生成与所述列车内饰件对应的点云模型;将所述点云模型和预设模型进行比对处理,并根据比对结果生成所述列车内饰件的检测结果。根据本发明实施例的技术方案,通过多个方位的摄像头对列车内饰件进行三维图像处理,能在极少时间内准确、高效地检查列车内饰件的关键尺寸及安装孔位的位置关系等质量问题,不受列车内饰件材质及尺寸的影响,能适用于各种类型列车内饰件的检测,可实现对列车内饰件进行连续、高效、快速、准确地测量工作。
17.第三方面,本发明实施例还提供了一种计算机可读存储介质,存储有计算机可执行指令,所述计算机可执行指令用于执行如上述第一方面所述的列车内饰件质量检测方法。
18.本发明实施例包括:本发明实施例的计算机可读存储介质能够实现上述的列车内饰件质量检测方法,其中,列车内饰件质量检测方法包括:获取来自每个所述摄像头的图像信息,其中,所述图像信息由所述摄像头对经过所述检测传送区的列车内饰件拍摄得到;根据多个所述图像信息生成与所述列车内饰件对应的点云模型;将所述点云模型和预设模型进行比对处理,并根据比对结果生成所述列车内饰件的检测结果。根据本发明实施例的技术方案,通过多个方位的摄像头对列车内饰件进行三维图像处理,能在极少时间内准确、高效地检查列车内饰件的关键尺寸及安装孔位的位置关系等质量问题,不受列车内饰件材质及尺寸的影响,能适用于各种类型列车内饰件的检测,可实现对列车内饰件进行连续、高效、快速、准确地测量工作。
19.本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在说明书、权利要求书以及附图中所特别指出的结构来实现和获得。
附图说明
20.附图用来提供对本发明技术方案的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明的技术方案,并不构成对本发明技术方案的限制。
21.图1为本发明一个实施例提供的列车内饰件质量检测系统的结构示意图;
22.图2为本发明一个实施例提供的列车内饰件质量检测系统中的视觉采集装置、视觉检测装置和数据存储服务器的框架示意图;
23.图3为图1中所示的列车内饰件质量检测系统的侧视图;
24.图4为本发明一个实施例提供的用于执行列车内饰件质量检测方法的系统架构平台的结构示意图;
25.图5为本发明一个实施例提供的列车内饰件质量检测方法的流程图;
26.图6为本发明另一个实施例提供的列车内饰件质量检测方法的流程图;
27.图7为本发明另一个实施例提供的列车内饰件质量检测方法的流程图;
28.图8为本发明另一个实施例提供的列车内饰件质量检测方法的流程图;
29.图9为本发明另一个实施例提供的列车内饰件质量检测方法的流程图;
30.图10为本发明另一个实施例提供的列车内饰件质量检测方法的流程图;
31.图11为本发明另一个实施例提供的列车内饰件质量检测方法的流程图;
32.图12为本发明另一个实施例提供的列车内饰件质量检测方法的流程图;
33.图13为本发明另一个实施例提供的列车内饰件质量检测方法的流程图;
34.图14为本发明一个实施例提供的列车内饰件质量检测方法的整体流程图;
35.图15为本发明一个实施例提供的列车内饰件质量检测方法中标定重建的示意图;
36.图16为本发明一个实施例提供的列车内饰件质量检测方法中传送方向的拼接示意图。
具体实施方式
37.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
38.需要说明的是,虽然在装置示意图中进行了功能模块划分,在流程图中示出了逻辑顺序,但是在某些情况下,可以以不同于装置中的模块划分,或流程图中的顺序执行所示出或描述的步骤。说明书、权利要求书或上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。
39.在相关技术中,随着列车制造工艺水平及美观程度的不断提高,车体内饰零部件的表面形状设计越来简易且美观化,由于这类工件有线条设计丰富、尺寸大的特点,传统的人工测量方式难以对其进行高效的关键尺寸测量。当前,所有的入库零件检测都是采用人工测量的方式进行的,基本用常规量具和特殊治具为工具进行量测,手动夹具测量既耗费时间又容易产生人为误差,测量结果的数据记录以及后续追溯都非常不便利。
40.目前,国内针对入库零件的检测方式一共分为三种,一是采用人工测量的方式进行抽检,存在效率低、检测精度不稳定的问题;二是采用非接触二维检测的方式进行全检,主要是应用2d相机解决一些关键部位零件缺失的问题,无法测量三维数据;三是采用非接触三维测量方法进行全检,检测对象是小型连接件等零件,能准确检测出产品的几何尺寸及相对位置关系。现阶段的技术手段均无法避免有缺陷的零部件进入装配流程,造成后续装配工期延缓、车体组装不达标等问题。
41.基于上述情况,本发明实施例提供了一种列车内饰件质量检测方法、控制器和计算机可读存储介质,该方法应用于列车内饰件质量检测系统中的视觉检测装置,列车内饰件质量检测系统还包括检测传送区和视觉采集装置,检测传送区用于传送列车内饰件,视觉采集装置包括多个摄像头,多个摄像头分别设置于检测传送区的左侧、右侧和顶侧,视觉检测装置与视觉采集装置通信连接;方法包括:获取来自每个摄像头的图像信息,其中,图像信息由摄像头对经过检测传送区的列车内饰件拍摄得到;根据多个图像信息生成与列车内饰件对应的点云模型;将点云模型和预设模型进行比对处理,并根据比对结果生成列车内饰件的检测结果。根据本发明实施例的技术方案,通过多个方位的摄像头对列车内饰件进行三维图像处理,能在极少时间内准确、高效地检查列车内饰件的关键尺寸及安装孔位
的位置关系等质量问题,不受列车内饰件材质及尺寸的影响,能适用于各种类型列车内饰件的检测,可实现对列车内饰件进行连续、高效、快速、准确地测量工作。
42.下面结合附图,对本发明实施例作进一步阐述。
43.如图1至图3所示,图1为本发明一个实施例提供的列车内饰件质量检测系统的结构示意图;图2为本发明一个实施例提供的列车内饰件质量检测系统中的视觉采集装置、视觉检测装置和数据存储服务器的框架示意图;图3为图1中所示的列车内饰件质量检测系统的侧视图。
44.具体地,本发明实施例的列车内饰件质量检测系统包括但不限于有上料传送区100、检测传送区200、视觉采集装置300和视觉检测装置400;其中,检测传送区200的输入侧与上料传送区100的输出侧拼接,检测传送区200用于接收来自上料传送区100的列车内饰件;视觉采集装置300设置于检测传送区200的上方,用于采集经过检测传送区200的列车内饰件的图像信息;视觉检测装置400与视觉采集装置300通信连接,用于获取图像信息并响应生成列车内饰件的检测结果。
45.根据本发明实施例的技术方案,首先,上料传送区100和检测传送区200能够自动对列车内饰件进行传送,其次,在检测传送区200上还可以通过视觉采集装置300采集经过检测传送区200的列车内饰件的图像信息,同时经过视觉检测装置400分析之后得到列车内饰件的检测结果,因此,本发明实施例的列车内饰件质量检测系统能够自动化、高效、准确可靠地对列车内饰件进行质量检测。
46.需要说明的是,上料传送区100的长度为3米,宽度为2.2米,高度为0.75米;上料传送区100为独立运动平台;对拆箱后的列车内饰件,人工搬运到该区域,同时用扫码枪扫描列车内饰件上的二维码,等待检测。
47.另外,需要说明的是,检测传送区200的长度为6米,宽度为2.2米,高度为0.75米;检测传送区200为独立运动平台;待列车内饰件完全运动到检测传送区200上后,自动触发采集信号,视觉采集装置300扫描获取列车内饰件的图像信息,为后续检测提供数据。
48.值得注意的是,本发明实施例的列车内饰件质量检测系统还包括缓存传送区500,缓存传送区500的输入侧与检测传送区200的输出侧拼接,缓存传送区500用于接收来自检测传送区200的列车内饰件。
49.需要说明的是,缓存传送区500的长度为3米,宽度为2.2米,高度为0.75米。缓存传送区500为独立运动平台,用于存放检测完的列车内饰件,最多缓存2件。
50.另外,值得注意的是,缓存传送区500包括第一缓存区510和第二缓存区520,检测传送区200、第一缓存区510和第二缓存区520依次拼接。
51.需要说明的是,第一缓存区510主要是用于人工复核视觉设备检测出的不良;第二缓存区520主要是用于人工检测零件外观颜色等其他检测项。
52.上述的检测结果具体包括列车内饰件的尺寸及位置关系的检测结果,具体地:
53.对于尺寸及位置关系合格的零件,进入返修第二缓存区520进行人工外观检测,结果若被判为良品,人工调动到入库料框;反之作为不良品,从该工位取下放入退换区域。
54.对于尺寸及位置关系不合格的零件,进入返修第一缓存区510进行人工复检,能处理的零件经过修改后再进行人工上料检测,无法处理的直接取下放入退换区域。
55.另外,值得注意的是,本发明实施例的列车内饰件质量检测系统还包括数据存储
服务器600,数据存储服务器600与视觉检测装置400通信连接。
56.需要说明的是,使用数据存储服务器600保存每次的检测数据,以便历史查询,同时支持历史结果数据表格导出。
57.另外,值得注意的是,视觉采集装置300包括龙门架310和多个摄像头320,龙门架310 设置于检测传送区200的上方,多个摄像头320安装于龙门架310,多个摄像头320用于采集经过检测传送区200的列车内饰件的图像信息。
58.另外,值得注意的是,多个摄像头320包括左摄像头、右摄像头和上摄像头,左摄像头和右摄像头分别设置于龙门架310的左右两侧,上摄像头设置于龙门架310的顶侧。
59.另外,值得注意的是,左摄像头、右摄像头和上摄像头的拍摄方向均朝向检测传送区200,并且左摄像头、右摄像头和上摄像头位于同一平面。
60.另外,值得注意的是,视觉采集装置300还包括高度调节滑台331和水平移动轴332,高度调节滑台331安装于龙门架310,水平移动轴332活动安装于高度调节滑台331,摄像头 320活动安装于水平移动轴332,高度调节滑台331用于调节水平移动轴332和摄像头320的高度,水平移动轴332用于调节摄像头320在水平方向上的位置。
61.需要说明的是,本发明实施例能够能通过高度调节滑台331和每个方向的水平移动轴332简单调整到最佳位置,能完整采集到零件三个视图的数据,保证为后续软件拼接精度。
62.另外,值得注意的是,上料传送区100、检测传送区200和缓存传送区500均为传送带。
63.基于上述图1至图3中所示的列车内饰件质量检测系统,下面提出本发明实施例的系统架构平台的实施例。
64.如图4所示,图4为本发明一个实施例提供的用于执行列车内饰件质量检测方法的系统架构平台的结构示意图。
65.具体地,视觉检测装置400可以包括有系统架构平台410,在图4的示例中,该系统架构平台410设置有处理器411和存储器412,其中,处理器411和存储器412可以通过总线或者其他方式连接,图4中以通过总线连接为例。
66.存储器412作为一种非暂态计算机可读存储介质,可用于存储非暂态软件程序以及非暂态性计算机可执行程序。此外,存储器412可以包括高速随机存取存储器,还可以包括非暂态存储器,例如至少一个磁盘存储器件、闪存器件、或其他非暂态固态存储器件。在一些实施方式中,存储器412可选包括相对于处理器411远程设置的存储器412,这些远程存储器可以通过网络连接至该系统架构平台。上述网络的实例包括但不限于互联网、企业内部网、局域网、移动通信网及其组合。
67.本领域技术人员可以理解的是,该系统架构平台可以应用于3g通信网络系统、lte通信网络系统、5g通信网络系统以及后续演进的移动通信网络系统等,本实施例对此并不作具体限定。
68.本领域技术人员可以理解的是,图4中示出的系统架构平台并不构成对本发明实施例的限定,可以包括比图示更多或更少的部件,或者组合某些部件,或者不同的部件布置。
69.在图4所示的系统架构平台中,处理器411可以调用储存在存储器412中的列车内
饰件质量检测程序,从而执行列车内饰件质量检测方法。
70.基于上述系统架构平台,下面提出本发明的列车内饰件质量检测方法的各个实施例。
71.如图5所示,图5为本发明一个实施例提供的列车内饰件质量检测方法的流程图,该方法应用于列车内饰件质量检测系统中的视觉检测装置,列车内饰件质量检测系统还包括检测传送区和视觉采集装置,检测传送区用于传送列车内饰件,视觉采集装置包括多个摄像头,多个摄像头分别设置于检测传送区的左侧、右侧和顶侧,视觉检测装置与视觉采集装置通信连接。该方法包括但不限于有步骤s100、步骤s200和步骤s300。
72.步骤s100、获取来自每个摄像头的图像信息,其中,图像信息由摄像头对经过检测传送区的列车内饰件拍摄得到;
73.步骤s200、根据多个图像信息生成与列车内饰件对应的点云模型;
74.步骤s300、将点云模型和预设模型进行比对处理,并根据比对结果生成列车内饰件的检测结果。
75.根据本发明实施例的技术方案,通过多个方位的摄像头对列车内饰件进行三维图像处理,能在极少时间内准确、高效地检查列车内饰件的关键尺寸及安装孔位的位置关系等质量问题,不受列车内饰件材质及尺寸的影响,能适用于各种类型列车内饰件的检测,可实现对列车内饰件进行连续、高效、快速、准确地测量工作。
76.另外,如图6所示,图6为本发明另一个实施例提供的列车内饰件质量检测方法的流程图。多个摄像头包括左摄像头、右摄像头和上摄像头,左摄像头和右摄像头分别设置于检测传送区的左右两侧,上摄像头设置于检测传送区的顶侧;关于上述步骤s100中的获取来自每个摄像头的图像信息,包括但不限于有步骤s410、步骤s420和步骤s430。
77.步骤s410、获取来自左摄像头所拍摄到的列车内饰件在检测传送区的多个不同位置的多个第一图像信息;
78.步骤s420、获取来自右摄像头所拍摄到的列车内饰件在检测传送区的多个不同位置的多个第二图像信息;
79.步骤s430、获取来自上摄像头所拍摄到的列车内饰件在检测传送区的多个不同位置的多个第三图像信息。
80.另外,如图7所示,图7为本发明另一个实施例提供的列车内饰件质量检测方法的流程图。关于上述步骤s200中的根据多个图像信息生成与列车内饰件对应的点云模型,包括但不限于有步骤s510和步骤s520。
81.步骤s510、对于列车内饰件在检测传送区的每个位置所对应的第一图像信息、第二图像信息和第三图像信息,根据第一图像信息、第二图像信息和第三图像信息进行拼接处理,得到局部点云数据;
82.步骤s520、对多个不同位置所对应的多个局部点云数据进行拼接处理,得到与列车内饰件对应的点云模型。
83.另外,如图8所示,图8为本发明另一个实施例提供的列车内饰件质量检测方法的流程图。检测传送区设置有多个等间距的标记点;关于上述步骤s520中的对多个不同位置所对应的多个局部点云数据进行拼接处理,得到与列车内饰件对应的点云模型,包括但不限于有步骤s610和步骤s620。
84.步骤s610、根据上一位置对应的局部点云数据与下一位置对应的局部点云数据中的标记点,对多个局部点云数据进行对齐处理;
85.步骤s620、对对齐处理后的多个局部点云数据进行拼接处理,得到与列车内饰件对应的点云模型。
86.另外,如图9所示,图9为本发明另一个实施例提供的列车内饰件质量检测方法的流程图。在上述步骤s200之后,该方法还包括但不限于有步骤s700。
87.步骤s700、保留点云模型的边界点云,并随机对点云模型的内部点云进行稀释处理。
88.另外,如图10所示,图10为本发明另一个实施例提供的列车内饰件质量检测方法的流程图。列车内饰件质量检测系统还包括上料传送区和扫码枪,上料传送区的输出侧与检测传送区的输入侧拼接;在上述步骤s100之前,该方法还包括但不限于有步骤s810、步骤s820 和步骤s830。
89.步骤s810、获取来自扫码枪的扫描识别结果,其中,扫描识别结果由扫码枪对经过上料传送区的列车内饰件的物料号扫码得到;
90.步骤s820、当扫描识别结果表征列车内饰件为首件列车内饰件,获取用户在人工交互界面输入的预设模型;
91.步骤s830、当扫描识别结果表征列车内饰件为非首件列车内饰件,根据物料号调用预存的预设模型。
92.另外,如图11和图12所示,图11为本发明另一个实施例提供的列车内饰件质量检测方法的流程图,图12为本发明另一个实施例提供的列车内饰件质量检测方法的流程图。列车内饰件质量检测系统还包括第一缓存区和第二缓存区,检测传送区、第一缓存区和第二缓存区依次拼接;关于上述步骤s300中的根据比对结果生成列车内饰件的检测结果,包括但不限于有步骤s900或者步骤s1000。
93.步骤s900、当点云模型对应的参数测量值和预设模型对应的参数理论值之间的差值小于或等于预设差值,将列车内饰件输送至第二缓存区;
94.步骤s1000、当点云模型对应的参数测量值和预设模型对应的参数理论值之间的差值大于预设差值,将列车内饰件输送至第一缓存区。
95.另外,如图13所示,图13为本发明另一个实施例提供的列车内饰件质量检测方法的流程图。列车内饰件质量检测系统还包括数据存储服务器,数据存储服务器与视觉检测装置通信连接;该方法还包括但不限于有步骤s1100。
96.步骤s1100、将检测结果存储至数据存储服务器。
97.基于上述图5至图13中的列车内饰件质量检测方法,下面提出本发明的用于执行列车内饰件质量检测方法的整体方法流程图。
98.如图14所示,图14为本发明一个实施例提供的列车内饰件质量检测方法的整体流程图。
99.当没有上料时,物料检测传感器不会被触发,系统处于待机状态;当物料检测传感器被触发时,视觉检测系统进入工作状态。
100.先将物料编码输入视觉测量系统,运动到检测区后,光电开关触发视觉采集,编码器把传送带运动的线速度转换成脉冲信号触发采集设备进行点云数据采集,若为首件,软
件按一定规则默认选择最大的数据作为待测量零件的外观尺寸,提示并跳转到人工交互界面,手动拖拉工具进行测量项制作,同时复核对应的cad数据;若不为首件,软件自动根据输出的物料号调用事先存储的测量模板文件,并获得需要测量尺寸及位置信息。
101.软件算法将实际测量值与理论值对比,得到检测结果,显示到软件界面并进行数据存储,随后自动流入缓存区待人工检测其他项或者复核。
102.尺寸及位置关系合格的零件,进入返修第二缓存区进行人工外观检测,结果若被判为良品,人工调动到入库料框;反之作为不良品,从该工位取下放入退换区域。
103.尺寸及位置关系不合格的零件,进入返修第一缓存区进行人工复检,能处理的零件经过修改后再进行人工上料检测,无法处理的直接取下放入退换区域。
104.入库后的零件需要进行技改,可以导入新的图纸,并将该零件重新检测,不需再进行首件交互。
105.零件的外形重建分为两个部分:垂直于传送带方向的局部重建和沿传送带方向的长度拼接。
106.在垂直于传送带运动方向上,通过四台设备对被测件进行重建,重建结果根据四台设备的标定结果进行拼接,对于四台设备间的标定可以提供多个标准件,在设备两两之间进行双目标定后,组合起来拍摄标准件,得到最终的标定结果,此外,也可以隔一段时间使用标准件对设备进行标定,具体的标定重建示意图如图15所示。
107.沿传送带方向的长度拼接采用在传送带上等间距粘贴marker点,通过和前一帧的点云数据中的marker点对齐,进而实现传送带方向的拼接,该方案的前提是被测件在传送带上不会有任何滑动,算法实现示意图如图16所示。
108.具体地,本发明实施例具备如下特点:
109.一、利用大尺寸棋盘格标定板标定四台相机的位置关系,实现单帧多幅点云高精度拼接;
110.二、在传送带两侧粘贴不同类型的marker点,通过伺服电机的脉冲反馈对检测零件进行精准定位,提取前后帧的marker圆心点计算拼接矩阵,实现运动方向的拼接。
111.三、采用保留滤波操作,保留零件边界的点云,内部点云随机获取的方式对点云进行稀释后显示,既能确保有很好的实时性,又能确保显示效果。
112.四、视觉测量软件会自动通过物料二维码索引与首件匹配的相关模型及参数,并解析相关数据,如测量数模、参数等信息,再与采集的点云模型进行数模比对,自动分析关键尺寸及位置关系数据,并判断是否合格。
113.五、所有数据支持报表导出,数据存储服务器保存每次的测量数据,同时上传工厂内部的系统,以便远程历史查询。
114.基于上述的列车内饰件质量检测方法,下面提出本发明的控制器、终端和计算机可读存储介质的各个实施例。
115.另外,本发明的一个实施例提供了一种控制器,该控制器包括:存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,处理器执行计算机程序时实现如上述的列车内饰件质量检测方法。
116.可以理解的是,处理器和存储器可以通过总线或者其他方式连接。
117.需要说明的是,本实施例中的控制器,可以对应为如图4所示实施例中的系统架构
平台,能够构成图4所示实施例中的系统架构平台的一部分,两者属于相同的发明构思,因此两者具有相同的实现原理以及有益效果,此处不再详述。
118.实现上述实施例的列车内饰件质量检测方法所需的非暂态软件程序以及指令存储在存储器中,当被处理器执行时,执行上述实施例的列车内饰件质量检测方法,例如,执行以上描述的图5至图14中的方法步骤。
119.值得注意的是,本发明实施例的控制器的具体实施方式和技术效果,可对应参照上述列车内饰件质量检测方法的具体实施方式和技术效果。
120.此外,本发明的一个实施例还提供了一种计算机可读存储介质,该计算机可读存储介质存储有计算机可执行指令,当计算机可执行指令用于执行上述的列车内饰件质量检测方法,例如,执行以上描述的图5至图14中的方法步骤。
121.本领域普通技术人员可以理解,上文中所公开方法中的全部或某些步骤、系统可以被实施为软件、固件、硬件及其适当的组合。某些物理组件或所有物理组件可以被实施为由处理器,如中央处理器、数字信号处理器或微处理器执行的软件,或者被实施为硬件,或者被实施为集成电路,如专用集成电路。这样的软件可以分布在计算机可读介质上,计算机可读介质可以包括计算机存储介质(或非暂时性介质)和通信介质(或暂时性介质)。如本领域普通技术人员公知的,术语计算机存储介质包括在用于存储信息(诸如计算机可读指令、数据结构、程序模块或其他数据)的任何方法或技术中实施的易失性和非易失性、可移除和不可移除介质。计算机存储介质包括但不限于ram、rom、eeprom、闪存或其他存储器技术、cd-rom、数字多功能盘(dvd)或其他光盘存储、磁盒、磁带、磁盘存储或其他磁存储装置、或者可以用于存储期望的信息并且可以被计算机访问的任何其他的介质。此外,本领域普通技术人员公知的是,通信介质通常包括计算机可读指令、数据结构、程序模块或者诸如载波或其他传输机制之类的调制数据信号中的其他数据,并且可包括任何信息递送介质。
122.以上是对本发明的较佳实施进行了具体说明,但本发明并不局限于上述实施方式,熟悉本领域的技术人员在不违背本发明精神的共享条件下还可作出种种等同的变形或替换,这些等同的变形或替换均包括在本发明权利要求所限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1