烫印机伺服轴定位方式的计算方法、装置及烫印机与流程
1.本发明涉及印刷控制技术领域,特别是一种烫印机伺服轴定位方式的计算方法、装置及烫印机。
背景技术:
2.烫印机的烫印图案由烫印模具决定。在工作时,烫印模具固定,烫印机的伺服轴带动烫印材料移动来实现图案的烫印。其中,烫印模具上的烫印模块不仅尺寸随机,而且数量也随机,一个烫印模具上可能有多达10个烫印模块。为了节省烫印材料并提高烫印材料的利用率,烫印时需要根据随机的烫印图案实时计算出伺服轴的定位方式(匀步定位或跳步定位)。
3.目前,在计算伺服轴的定位方式时,是操作工人根据要烫印的图案,现场计算。
4.然而,单次烫印图案的个数较少的情况下,通过人工还能计算得较为准确,一旦烫印图案数量增多、烫印模块较多、烫印图案或烫印模块大小不一致、烫印模块间距不一致等情况出现时,人脑计算的难度就变得很大,不仅需要花费大量的计算时间,严重影响生产效率,而且有可能造成烫印材料利用率不高的情况出现。
技术实现要素:
5.有鉴于此,本发明提出了烫印机伺服轴的定位方式计算方法、装置及烫印机,用以缩短烫印机伺服轴定位方式的计算时间,提高生产效率以及提高烫印材料的利用率。
6.第一方面,提供了烫印机伺服轴的定位方式计算方法,其包括:
7.根据烫印模具中烫印模块的组成和排布,生成烫印模具对应的模拟字符串;
8.分多轮移动所述模拟字符串来模拟烫印机伺服轴烫印图案时的各种定位方式;
9.根据各轮对所述模拟字符串的移动结果确定至少一种候选移动方式;
10.根据所述模拟字符串和各轮移动后的模拟字符串,分别计算所述伺服轴以各种候选移动方式定位时对烫印材料的使用率;
11.根据各个使用率确定烫印机伺服轴的定位方式。
12.在第一方面的一个实施例中,所述根据烫印模具中烫印模块的组成和排布生成烫印模具对应的模拟字符串,包括:
13.获取烫印模具中各烫印模块的宽度、排布间距和排布顺序;
14.根据各烫印模块的宽度、排布间距和排布顺序确定烫印模块排布字符串;
15.获取字符串转换时的单位长度;
16.将所述烫印模块排布字符串中代表烫印模块宽度的字符与单位长度之间的商值转换为对应数量个第一字符,将所述烫印模块排布字符串中代表排布间距的字符与单位长度之间的商值转换为对应数量个第二字符;
17.按照所述排布顺序组合所述第一字符和所述第二字符,得到烫印模具对应的模拟字符串。
18.在第一方面的一个实施例中,所述根据各轮对所述模拟字符串的移动结果确定至少一种候选移动方式,包括:
19.针对每一轮移动,判断将模拟字符串的移动结果应用到伺服轴定位时是否会出现图案重叠现象;
20.如果否,则将该轮移动中,对所述模拟字符串的移动方式确定为一种候选移动方式。
21.在第一方面的一个实施例中,所述分多轮移动所述模拟字符串来模拟烫印机伺服轴烫印图案时的各种定位方式,包括:
22.在每轮移动所述模拟字符串时,采用跳步方式或匀步方式移动所述模拟字符串来模拟烫印机伺服轴烫印图案时的一种定位方式,其中,在每轮移动所述模拟字符串时,移动至少一次所述模拟字符串;所述跳步方式各次对所述模拟字符串的移动长度不等,所述匀步方式各次对所述模拟字符串的移动长度相等。
23.在第一方面的一个实施例中,采用跳步方式移动所述模拟字符串来模拟烫印机伺服轴烫印图案时的一种定位方式,包括:确定跳步方式移动所述模拟字符串时的移动步长,所述移动步长包括第一步长和第二步长,所述第一步长根据各烫印模块的宽度最大值确定,所述第二步长根据所述烫印模具的长度及第一步长的移动次数确定;先按所述第一步长移动所述模拟字符串m次,再按照所述第二移动步长移动所述模拟字符串一次,m由相邻烫印模块之间的最小间距与各烫印模块的宽度最大值之间的比值取整得到;
24.和/或,
25.采用匀步方式移动所述模拟字符串来模拟烫印机伺服轴烫印图案时的一种定位方式,包括:将预设的指定步长确定为匀步方式移动所述模拟字符串时的移动步长,根据所述指定步长移动所述模拟字符串。
26.在第一方面的一个实施例中,所述根据所述模拟字符串和各轮移动后的模拟字符串,分别计算所述伺服轴以各种候选移动方式定位时对烫印材料的使用率,包括:
27.根据所述模拟字符串和各轮移动后的模拟字符串中第一字符和第二字符的数量占比,分别计算所述伺服轴以各种候选移动方式定位时对烫印材料的使用率。
28.在第一方面的一个实施例中,所述根据各个使用率确定烫印机伺服轴的定位方式,包括:
29.按顺序显示各个使用率及其对应的候选移动方式;
30.当检测到任一候选移动方式被选中时,确定被选中的候选移动方式对应的伺服轴定位方式为所述烫印机伺服轴的定位方式。
31.第二方面,提供了烫印机伺服轴的定位方式计算装置,其包括:
32.生成单元,配置为根据烫印模具中烫印模块的组成和排布,生成烫印模具对应的模拟字符串;
33.移动单元,配置为分多轮移动所述模拟字符串来模拟烫印机伺服轴烫印图案时的各种定位方式;
34.第一确定单元,配置为根据各轮对所述模拟字符串的移动结果确定至少一种候选移动方式;
35.计算单元,配置为根据所述模拟字符串和各轮移动后的模拟字符串,分别计算所
述伺服轴以各种候选移动方式定位时对烫印材料的使用率;
36.第二确定单元,配置为根据各个使用率确定烫印机伺服轴的定位方式。
37.在第二方面的一个实施例中,所述生成单元包括:
38.第一获取模块,配置为获取烫印模具中各烫印模块的宽度、排布间距和排布顺序;
39.确定模块,配置为根据各烫印模块的宽度、排布间距和排布顺序确定烫印模块排布字符串;
40.第二获取模块,配置为获取字符串转换时的单位长度;
41.转换模块,配置为将所述烫印模块排布字符串中代表烫印模块宽度的字符与单位长度之间的商值转换为对应数量个第一字符,将所述烫印模块排布字符串中代表排布间距的字符与单位长度之间的商值转换为对应数量个第二字符;
42.组合模块,配置为按照所述排布顺序组合所述第一字符和所述第二字符,得到烫印模具对应的模拟字符串。
43.在第二方面的一个实施例中,所述第一确定单元配置为:
44.针对每一轮移动,判断将模拟字符串的移动结果应用到伺服轴定位时是否会出现图案重叠现象;
45.如果否,则将该轮移动中,对所述模拟字符串的移动方式确定为一种候选移动方式。
46.在第二方面的一个实施例中,所述移动单元配置为:
47.在每轮移动所述模拟字符串时,采用跳步方式或匀步方式移动所述模拟字符串来模拟烫印机伺服轴烫印图案时的一种定位方式,其中,在每轮移动所述模拟字符串时,移动至少一次所述模拟字符串;所述跳步方式各次对所述模拟字符串的移动长度不等,所述匀步方式各次对所述模拟字符串的移动长度相等。
48.在第二方面的一个实施例中,所述移动单元采用跳步方式移动所述模拟字符串来模拟烫印机伺服轴烫印图案时的一种定位方式,包括:确定跳步方式移动所述模拟字符串时的移动步长,所述移动步长包括第一步长和第二步长,所述第一步长根据各烫印模块的宽度最大值确定,所述第二步长根据所述烫印模具的长度及第一步长的移动次数确定;先按所述第一步长移动所述模拟字符串m次,再按照所述第二移动步长移动所述模拟字符串一次,m由相邻烫印模块之间的最小间距与各烫印模块的宽度最大值之间的比值取整得到;
49.和/或,
50.所述移动单元采用匀步方式移动所述模拟字符串来模拟烫印机伺服轴烫印图案时的一种定位方式,包括:将预设的指定步长确定为匀步方式移动所述模拟字符串时的移动步长,根据所述指定步长移动所述模拟字符串。
51.在第二方面的一个实施例中,计算单元配置为:
52.根据所述模拟字符串和各轮移动后的模拟字符串中第一字符和第二字符的数量占比,分别计算所述伺服轴以各种候选移动方式定位时对烫印材料的使用率。
53.在第二方面的一个实施例中,所述第二确定单元包括:
54.显示模块,配置为按顺序显示各个使用率及其对应的候选移动方式;
55.确定模块,配置为当检测到任一候选移动方式被选中时,确定被选中的候选移动方式对应的伺服轴定位方式为所述烫印机伺服轴的定位方式。
56.第三方面,提供了计算机可读存储介质,所述计算机可读存储介质上存储有计算机程序,当所述计算机程序在计算机中执行时,执行第一方面所述的方法。
57.第四方面,提供了烫印机,其包括存储器和处理器,所述存储器中存储有可执行代码,所述处理器执行所述可执行代码时,实现第一方面所述的方法。
58.从上述方案中可以看出,本发明通过根据烫印模具中烫印模块的组成和排布生成烫印模具对应的模拟字符串,并通过对模拟字符串的移动来模拟烫印机伺服轴烫印图案时的各种定位方式,提供了一种可以通过计算机等具备计算功能的设备来计算烫印机伺服轴定位方式的方法,通过该方法可以快速计算烫印机伺服轴的定位方式,不仅可以节省计算时间,进而能够提高生产效率,而且通过计算伺服轴以各种候选移动方式定位时对烫印材料的使用率,并根据各个使用率确定烫印机伺服轴的定位方式,便于选择对烫印材料的利用率较高的定位方式,从而能够节省成本。另外,由于采用了机器计算,即使烫印图案数量增多、烫印模块较多、烫印图案或烫印模块大小不一致、烫印模块间距不一致等情况出现时,也能进行准确快速计算,并能够缩短计算时间和节省人力成本。
附图说明
59.下面将通过参照附图详细描述本发明的优选实施例,使本领域的普通技术人员更清楚本发明的上述及其它特征和优点,附图中:
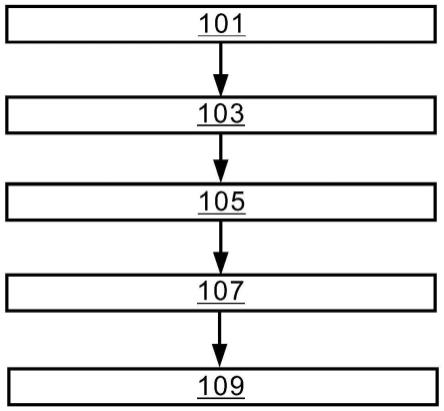
60.图1为本发明实施例提供的烫印机伺服轴定位方式的计算方法流程图。
61.图2为本发明实施例提供的生成烫印模具对应的模拟字符串的流程图。
62.图3为一种跳步移动方式的移动过程示意图。
63.图4为本发明实施例提供的烫印机伺服轴定位方式的计算装置的框图。
64.图5为本发明实施例提供的生成单元的框图。
65.图6为本发明实施例提供的第二确定单元的框图。
66.附图标记列表:
67.101:根据烫印模具中烫印模块的组成和排布,生成烫印模具对应的模拟字符串
68.103:分多轮移动模拟字符串来模拟烫印机伺服轴烫印图案时的各种定位方式
69.105:根据各轮对模拟字符串的移动结果确定至少一种候选移动方式
70.107:根据模拟字符串和各轮移动后的模拟字符串,分别计算伺服轴以各种候选移动方式定位时对烫印材料的使用率
71.109:根据各个使用率确定烫印机伺服轴的定位方式
72.1011:获取烫印模具中各烫印模块的宽度、排布间距和排布顺序
73.1013:根据各烫印模块的宽度、排布间距和排布顺序确定烫印模块排布字符串
74.1015:获取字符串转换时的单位长度
75.1017:将烫印模块排布字符串中代表烫印模块宽度的字符与单位长度之间的商值转换为对应数量个第一字符,将烫印模块排布字符串中代表排布间距的字符与单位长度之间的商值转换为对应数量个第二字符
76.1019:按照排布顺序组合第一字符和第二字符,得到烫印模具对应的模拟字符串
77.401:生成单元
78.403:移动单元
79.405:第一确定单元
80.407:计算单元
81.409:第二确定单元
82.4011:第一获取模块
83.4013:确定模块
84.4015:第二获取模块
85.4017:转换模块
86.4019:组合模块
87.4091:显示模块
88.4093:确定模块
具体实施方式
89.为使本发明的目的、技术方案和优点更加清楚,以下举实施例对本发明进一步详细说明。
90.烫印机在烫印不同图案时,烫印模具使用的烫印模块数量、间距和排布可能相同,也可能不同。为了满足不同图案的烫印需求,在烫印之前,均需要计算伺服轴的定位方式。其中,烫印机伺服轴定位方式是指,伺服轴采取何种方式移动,是跳步方式还是匀步方式,以及以某一种方式移动时移动步长设置多少等。为了解决人工计算烫印机伺服轴的定位方式存在需要花费大量的计算时间,严重影响生产效率,而且有可能造成烫印材料利用率不高的情况出现的问题,本发明实施例提供了烫印机伺服轴定位方式的计算方法。该方法通过模拟烫印图案时伺服轴对烫印材料的移动方式,提供若干种候选移动方式供选择。该方法可以通过任何具有计算、处理能力的装置、设备、平台或设备集群来执行。如图1所示,本发明实施例提供的烫印机伺服轴定位方式的计算方法包括如下步骤:
91.步骤101,根据烫印模具中烫印模块的组成和排布,生成烫印模具对应的模拟字符串。
92.其中,烫印模具包括若干个烫印模块,各烫印模块的宽度可能相同,也可能不同;相邻烫印模块之间的间距可能相同,也可能不同。烫印模块的组成是指烫印模块的数量,烫印模块的排布是指烫印模块的。模拟字符串为cpu等计算设备能够识别的数字模型,以便于后续基于模拟字符串提供候选移动方式。
93.步骤103,分多轮移动模拟字符串来模拟烫印机伺服轴烫印图案时的各种定位方式。
94.移动模拟字符串包括移动方向和移动距离。一轮移动模拟字符串模拟伺服轴烫印图案时的一种定位方式。
95.步骤105,根据各轮对模拟字符串的移动结果确定至少一种候选移动方式。
96.候选移动方式是指将对模拟字符串的移动方式应用到伺服轴对烫印材料的移动方式时,不会出现烫印问题,如不会出现图案重叠等问题。当将某一轮对模拟字符串的移动方式应用到伺服轴对烫印材料的移动方式时,会使烫印的图案出问题,则直接舍弃该种移动方式。
97.步骤107,根据模拟字符串和各轮移动后的模拟字符串,分别计算伺服轴以各种候
选移动方式定位时对烫印材料的使用率。
98.步骤109,根据各个使用率确定烫印机伺服轴的定位方式。
99.计算伺服轴的定位方式的目的就是为了最大程度地利用烫印材料,即提高烫印材料的利用率,以节省成本,因此,通过计算伺服轴以各种候选移动方式定位时对烫印材料的使用率,并根据各个使用率确定烫印机伺服轴的定位方式能够选择烫印材料利用率最为合理的候选移动方式。
100.本发明实施例提供的方法,通过根据烫印模具中烫印模块的组成和排布生成烫印模具对应的模拟字符串,并通过对模拟字符串的移动来模拟烫印机伺服轴烫印图案时的各种定位方式,提供了一种可以通过计算机等具备计算功能的设备来计算烫印机伺服轴定位方式的方法,通过该方法可以快速计算烫印机伺服轴的定位方式,不仅可以节省计算时间,进而能够提高生产效率,而且通过计算伺服轴以各种候选移动方式定位时对烫印材料的使用率,并根据各个使用率确定烫印机伺服轴的定位方式,便于选择对烫印材料的利用率较高的定位方式,从而能够节省成本。另外,由于采用了机器计算,即使烫印图案数量增多、烫印模块较多、烫印图案或烫印模块大小不一致、烫印模块间距不一致等情况出现时,也能进行准确快速计算,并能够缩短计算时间和节省人力成本。
101.具体地,如图2所示,步骤101在根据烫印模具中烫印模块的组成和排布生成烫印模具对应的模拟字符串时,包括如下步骤:
102.步骤1011,获取烫印模具中各烫印模块的宽度、排布间距和排布顺序。
103.示例性的,本发明实施例提供烫印模具属性ui界面,操作工人可以在该ui界面输入烫印模块的数量、各烫印模块的宽度、排布间距和排布顺序等信息。在此基础上,烫印模具中各烫印模块的宽度、排布间距和排布顺序可以由工作人员预先输入,在获取烫印模具中各烫印模块的宽度、排布间距和排布顺序时,直接获取用户输入并存储的数据即可。
104.步骤1013,根据各烫印模块的宽度、排布间距和排布顺序确定烫印模块排布字符串。
105.其中,排布字符串能够反映各烫印模块的宽度、排布间距和排布顺序。例如,如果烫印模具包括依次排布的烫印模块a、烫印模块b和烫印模块c三个烫印模块,烫印模块a、烫印模块b和烫印模块c的宽度分别为2cm、1cm和1cm,烫印模块a和烫印模块b之间的排布间距为6cm,烫印模块b和烫印模块c之间的排布间距为4cm,则烫印模块排布字符串可以表示为26141。
106.步骤1015,获取字符串转换时的单位长度。
107.单位长度可以根据需要设定,本实施例了对此不作具体限定。为了便于进行排布字符串的转换,单位长度可以为各烫印模块的宽度和排布间距之间的最小值。结合上述举例,单位长度可以为1cm。
108.步骤1017,将烫印模块排布字符串中代表烫印模块宽度的字符与单位长度之间的商值转换为对应数量个第一字符,将烫印模块排布字符串中代表排布间距的字符与单位长度之间的商值转换为对应数量个第二字符。
109.其中,第一字符和第二字符可以根据需要随意设置,如第一字符和第二字符分别为a和b、@和#、8和9等。然而,为了便于cpu等计算设备识别以及提高计算效率,第一字符和第二字符优选设置为计算设备能够直接识别的1和0。为了便于对模拟字符串进行转换,单
位长度优选设置为各烫印模块的宽度和排布间距中的最小值。
110.步骤1019,按照排布顺序组合第一字符和第二字符,得到烫印模具对应的模拟字符串。
111.为了使模拟字符串能够表征各烫印模块的宽度、排布间距和排布顺序,按照排布顺序组合第一字符和第二字符,即可得到模拟字符串。
112.例如,当烫印模块排布字符串为26141,单位长度为1cm,第一字符和第二字符分别为1和0时,模拟字符串为11000000100001。
113.在本发明另一个实施例中,步骤103分多轮移动模拟字符串的目的是为了模拟伺服轴烫印图案时的多种定位方式,以便后续可以找出最优的伺服轴定位方式。每轮移动模拟字符串的移动方向和移动距离可以结合烫印机伺服轴烫印图案时的定位方式来确定。
114.具体地,在模拟字符串的一轮移动中,可以为向某一个方向移动一个距离,也可以为向某一个方向移动一个距离后再向该方向移动另一个距离等移动方式,即模拟字符串的一轮移动可以包括移动一次模拟字符串或移动多次(至少两次)模拟字符串。当模拟字符串的一轮移动包括至少两次移动,且每次移动距离相同时,这种移动方式为匀步移动方式;当各次移动的距离有差别时,这种移动方式为跳步移动方式。另外,在跳步移动方式的各次移动中,还可以包括前几次移动的移动距离相同,而最后一次移动的移动距离与前几次移动的移动距离不同的情况。
115.结合上述内容,步骤103在每轮移动模拟字符串时,可以采用跳步方式或匀步方式移动模拟字符串来模拟烫印机伺服轴烫印图案时的一种定位方式。具体有如下两种方式:
116.第一种方式:采用跳步方式移动模拟字符串来模拟烫印机伺服轴烫印图案时的一种定位方式。该种方式的实现方法为:确定跳步方式移动模拟字符串时的移动步长。移动步长可以根据需要设定。
117.在一个具体实施例中,跳步方式的移动步长包括第一步长和第二步长,第一步长根据各烫印模块的宽度最大值确定,第二步长根据烫印模具的长度及第一步长的移动次数确定。此时,在一轮移动过程中,先按第一步长移动模拟字符串m次,再按照第二移动步长移动模拟字符串一次,m由相邻烫印模块之间的最小间距与各烫印模块的宽度最大值之间的比值取整得到。
118.如图3所示,其为该种跳步移动方式的示意图。图3中的数字0表示烫印模具未移动前的排布,数字1表示移动第一次后的排布,数字2表示移动二次后的排布,数字3表示移动三次后的排布。由图3可得,第四次移动时,需要移动的距离为烫印模具的长度与m个第一步长之和。
119.需要说明的是,第一种方式仅示例性地列出一轮跳步方式中包括以两个移动步长进行移动的情况,然而,在实际的烫印过程中,一轮跳步方式中包括的移动步长的数量可以根据需要设置为多个。
120.第二种方式:采用匀步方式移动模拟字符串来模拟烫印机伺服轴烫印图案时的一种定位方式,包括:将预设的指定步长确定为匀步方式移动模拟字符串时的移动步长,根据指定步长移动模拟字符串。其中,指定步长可以根据需要设定,本实施例对此不作具体限定。
121.进一步地,步骤103在分多轮移动模拟字符串时,移动模拟字符串的轮数可以根据
相邻烫印模块之间的最小间距与各烫印模块的宽度最大值之间的比值取整得到。通过该种方式确定的移动轮数,比较合理,不仅能够选择出合理数量的候选移动方式,而且不至于使计算量很大而造成计算效率低的问题出现。
122.可选地,步骤105在根据各轮对模拟字符串的移动结果确定至少一种候选移动方式时,由于当将模拟字符串的移动结果应用到伺服轴定位时出现图案重叠现象时,会导致烫印图案的印刷出错,因此,步骤105在具体实现时,针对每一轮移动,判断将模拟字符串的移动结果应用到伺服轴定位时是否会出现图案重叠现象;如果将模拟字符串的移动结果应用到伺服轴定位时不会出现图案重叠现象,则将该轮移动中,对模拟字符串的移动方式确定为一种候选移动方式。
123.结合上述举例,当模拟字符串为11000000100001时,移动方式为向右移动一个单位长度(1cm)时,模拟字符串和移动后的模拟字符串分别如下:
124.11000000100001
125.11000000100001
126.由此可得,按照该种移动方式移动后,烫印模块a烫印的图案重叠,因此,这就是一种无效移动,该种移动方式就不能作为候选移动方式。
127.当模拟字符串为11000000100001时,移动方式为向右移动一个单位长度(2cm)时,则在移动后不会出现图案重叠现象,因此,向右移动两个单位长度的移动方式为一种候选移动方式。
128.具体地,当第一字符和第二字符分别为1和0时,在判断将模拟字符串的移动结果应用到伺服轴定位时是否会出现图案重叠现象时,可以将模拟字符串与移动后的模拟字符串进行与运算(移动后的空位补0),当与运算结果为非零时,确定将模拟字符串的移动结果应用到伺服轴定位时会出现图案重叠现象;当与运算结果为0时,确定将模拟字符串的移动结果应用到伺服轴定位时不会出现图案重叠现象。
129.结合上述内容,由于第一字符模拟烫印材料被占据的空间,第二字符模拟烫印材料上未被占用的空间,因此,在本发明另一个实施例中,步骤107在根据模拟字符串和各轮移动后的模拟字符串,分别计算伺服轴以各种候选移动方式定位时对烫印材料的使用率时,可以:根据模拟字符串和各轮移动后的模拟字符串中第一字符和第二字符的数量占比,分别计算伺服轴以各种候选移动方式定位时对烫印材料的使用率。
130.具体地,当第一字符和第二字符分别为1和0时,针对某一轮移动,可以将模拟字符串和移动后的模拟字符串进行或运算,并根据或运算结果中1和0的占比确定该种候选移动方式对应的烫印材料使用率。
131.例如,当模拟字符串为11000000100001时,移动方式为向右移动两个单位长度(1cm)时,将模拟字符串和移动后的模拟字符串进行或运算的结果为1111000010100101,根据该结果中数字1的占比即可确定该种候选移动方式定位时对烫印材料的使用率为8/16,即50%。
132.进一步地,为了便于用户选择烫印机伺服轴的定位方式,步骤109在根据各个使用率确定烫印机伺服轴的定位方式时,可以先按顺序显示各个使用率及其对应的候选移动方式,以直观地显示各种候选移动方式的具体移动方式及每种候选移动方式对应的使用率。在此基础上,当检测到任一候选移动方式被选中时,确定被选中的候选移动方式对应的伺
服轴定位方式为烫印机伺服轴的定位方式。
133.本说明书一个实施例还提出了烫印机伺服轴的定位方式计算装置,该装置可以为任何具有计算、处理能力的装置、设备、平台或设备集群。如图4所示,该装置包括:
134.生成单元401,配置为根据烫印模具中烫印模块的组成和排布,生成烫印模具对应的模拟字符串;
135.移动单元403,配置为分多轮移动模拟字符串来模拟烫印机伺服轴烫印图案时的各种定位方式;
136.第一确定单元405,配置为根据各轮对模拟字符串的移动结果确定至少一种候选移动方式;
137.计算单元407,配置为根据模拟字符串和各轮移动后的模拟字符串,分别计算伺服轴以各种候选移动方式定位时对烫印材料的使用率;
138.第二确定单元409,配置为根据各个使用率确定烫印机伺服轴的定位方式。
139.可选地,如图5所示,生成单元401包括:
140.第一获取模块4011,配置为获取烫印模具中各烫印模块的宽度、排布间距和排布顺序;
141.确定模块4013,配置为根据各烫印模块的宽度、排布间距和排布顺序确定烫印模块排布字符串;
142.第二获取模块4015,配置为获取字符串转换时的单位长度;
143.转换模块4017,配置为将烫印模块排布字符串中代表烫印模块宽度的字符与单位长度之间的商值转换为对应数量个第一字符,将烫印模块排布字符串中代表排布间距的字符与单位长度之间的商值转换为对应数量个第二字符;
144.组合模块4019,配置为按照排布顺序组合第一字符和第二字符,得到烫印模具对应的模拟字符串。
145.可选地,第一确定单元405配置为:
146.针对每一轮移动,判断将模拟字符串的移动结果应用到伺服轴定位时是否会出现图案重叠现象;
147.如果否,则将该轮移动中,对模拟字符串的移动方式确定为一种候选移动方式。
148.可选地,移动单元403配置为:
149.在每轮移动模拟字符串时,采用跳步方式或匀步方式移动模拟字符串来模拟烫印机伺服轴烫印图案时的一种定位方式,其中,在每轮移动模拟字符串时,移动至少一次模拟字符串;跳步方式各次对模拟字符串的移动长度不等,匀步方式各次对模拟字符串的移动长度相等。
150.可选地,移动单元403采用跳步方式移动模拟字符串来模拟烫印机伺服轴烫印图案时的一种定位方式,包括:确定跳步方式移动模拟字符串时的移动步长,移动步长包括第一步长和第二步长,第一步长根据各烫印模块的宽度最大值确定,第二步长根据烫印模具的长度及第一步长的移动次数确定;先按第一步长移动模拟字符串m次,再按照第二移动步长移动模拟字符串一次,m由相邻烫印模块之间的最小间距与各烫印模块的宽度最大值之间的比值取整得到;
151.和/或,
152.移动单元403采用匀步方式移动模拟字符串来模拟烫印机伺服轴烫印图案时的一种定位方式,包括:将预设的指定步长确定为匀步方式移动模拟字符串时的移动步长,根据指定步长移动模拟字符串。
153.可选地,计算单元407配置为:根据模拟字符串和各轮移动后的模拟字符串中第一字符和第二字符的数量占比,分别计算伺服轴以各种候选移动方式定位时对烫印材料的使用率。
154.可选地,如图6所示,第二确定单元409包括:
155.显示模块4091,配置为按顺序显示各个使用率及其对应的候选移动方式;
156.确定模块4093,配置为当检测到任一候选移动方式被选中时,确定被选中的候选移动方式对应的伺服轴定位方式为烫印机伺服轴的定位方式。
157.本发明实施例提供的装置,通过根据烫印模具中烫印模块的组成和排布,生成烫印模具对应的模拟字符串,并通过对模拟字符串的移动来模拟烫印机伺服轴烫印图案时的各种定位方式,提供了一种可以通过计算机等具备计算功能的设备来计算烫印机伺服轴定位方式的方法,通过该方法可以快速计算烫印机伺服轴的定位方式,不仅可以节省计算时间,进而能够提高生产效率,而且通过计算伺服轴以各种候选移动方式定位时对烫印材料的使用率,并根据各个使用率确定烫印机伺服轴的定位方式,便于选择对烫印材料的利用率较高的定位方式,从而能够节省成本。另外,由于采用了机器计算,即使烫印图案数量增多、烫印模块较多、烫印图案或烫印模块大小不一致、烫印模块间距不一致等情况出现时,也能进行准确快速计算,并能够缩短计算时间和节省人力成本。
158.需要说明的是,本发明实施例中的烫印机可以为任意需要计算定位方式的烫印机,如烫印机平压平模切烫金机或者为其它贵重金属烫印机等。
159.本说明书一个实施例提供了一种计算机可读存储介质,其上存储有计算机程序,当所述计算机程序在计算机中执行时,令计算机执行说明书中任一个实施例中的方法。
160.本说明书一个实施例提供了一种烫印机,包括存储器和处理器,所述存储器中存储有可执行代码,所述处理器执行所述可执行代码时,实现执行说明书中任一个实施例中的方法。
161.可以理解的是,本发明实施例示意的结构并不构成对设备使用寿命的计算装置的具体限定。在说明书的另一些实施例中,设备使用寿命的计算装置可以包括比图示更多或者更少的部件,或者组合某些部件,或者拆分某些部件,或者不同的部件布置。图示的部件可以以硬件、软件或者软件和硬件的组合来实现。
162.上述装置、系统内的各模块之间的信息交互、执行过程等内容,由于与本说明书方法实施例基于同一构思,具体内容可参见本说明书方法实施例中的叙述,此处不再赘述。
163.本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。尤其,对于装置实施例而言,由于其基本相似于方法实施例,所以描述的比较简单,相关之处参见方法实施例的部分说明即可。
164.本领域技术人员应该可以意识到,在上述一个或多个示例中,本发明所描述的功能可以用硬件、软件、挂件或它们的任意组合来实现。当使用软件实现时,可以将这些功能存储在计算机可读介质中或者作为计算机可读介质上的一个或多个指令或代码进行传输。
165.以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式而已,并不用于限定本发明的保护范围,凡在本发明的技术方案的基础之上,所做的任何修改、等同替换、改进等,均应包括在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1