一种PCB钻孔工序自动排程方法、系统、介质及装置与流程
一种pcb钻孔工序自动排程方法、系统、介质及装置
技术领域
1.本发明属于pcb制造技术领域,具体的说,是涉及一种pcb钻孔工序自动排程方法、系统、介质及装置。
背景技术:
2.钻孔工序是pcb行业制造过程中的重要环节之一,其具有产品种类多、设备数量多、且考虑约束条件错综复杂的特点,目前,针对钻孔工序的排程方法主要采用手工的排程方法,但随着行业的发展,现有排程方法已经无法满足企业精细化排程、精益化生产的需求,主要体现在以下方面:(1)生产数据未能实时同步,影响后续计划的及时性、准确性;(2)现有排程方式无法兼顾多约束,资源利用率浪费严重,且排程和调整都非常困难,且工作量非常大;(3)依据生产计划驱动钻刀需求计划,钻刀成本优化只是考虑局部优化而不是全局优化,导致钻刀使用寿命的大量浪费;(4)缺乏产前事件和异常预警/调整机制,往往是事后救火,疲于应付;(5)数据分析不科学,无法作为改善和绩效考核依据。
技术实现要素:
3.本发明的目的在于提供一种集约多约束、资源高效利用、钻刀最优成本控制的pcb钻孔工序自动排程方法,以解决现有技术所存在的技术问题。
4.为了实现上述目的,本发明采取的技术方案如下:
5.一种pcb钻孔工序自动排程方法,包括以下步骤:
6.(1)获取即将进行钻孔工序排程的单据;
7.(2)对需要排程的单据,从生产制作指示和配置项中提取相关的参数,进行能力匹配,得到生产型号与设备的匹配结果;
8.(3)根据能力匹配的结果、排程优先级、排程约束条件,进行钻孔工序智能优化排程,得到钻孔工序生产计划;
9.(4)判断钻孔工序生产计划是否需要调整,若是,则执行步骤(5),若否,则将钻孔工序生产计划作为排定钻孔工序生产计划并执行步骤(6);
10.(5)对钻孔工序生产计划进行调整,得到排定钻孔工序生产计划,然后执行步骤(6);
11.(6)根据排定钻孔工序生产计划,得到物料需求计划;
12.(7)根据排定钻孔工序生产计划,得到钻刀需求计划。
13.在本发明的一实施例中,所述步骤(2)中的能力匹配包括设备匹配、设备能力匹配、参数能力匹配。
14.在本发明的一实施例中,所述步骤(3)中智能优化排程的方法如下:
15.(31)根据步骤(2)中能力匹配的结果、排程优先级、排程约束条件,采用遗传算法进行钻孔工序的排程,得到若干排程结果;其中,排程优先级包括交期优先、客户优先、同型号优先、同参数优先、数量优先中的一种或多种,排程约束条件包括满足交期、轴最优组合、
产品停留时间、刀具成本最优、减少编组上下板机换料时间中的一种或多种;
16.(32)在若干排程结果中的前n个排程结果中,选择最优的排程结果作为最终的排程结果,或者,在时间t内的所有排程结果中,选择最优的排程结果作为最终的排程结果。
17.在本发明的一实施例中,所述步骤(6)的具体方法如下:
18.(61)根据排定钻孔工序生产计划中的排程数量结合物料清单中垫板和铝片的系数,计算每个任务单垫板和铝片的需求数量,计算公式如下:垫板需求数量=产品总数量/叠板数量*垫板的系数、铝片需求数量=产品总数量/叠板数量*铝片的系数;
19.(62)将排定钻孔工序生产计划的计划开始时间作为垫板和铝片的需求时间,按每台钻孔设备的钻孔工序计划数量得到每台钻孔设备在任务开始的垫板和铝片的需求数量,由此得到物料需求计划。
20.在本发明的一实施例中,所述步骤(7)的具体方法如下:将排定钻孔工序生产计划的计划开始时间作为钻刀的需求时间,根据钻刀计划需求数量、产品板厚、单层最大铜厚、最小孔径、孔类型、钻刀寿命、研磨次数,优化计算钻刀需求并生成排刀表。
21.在本发明的一实施例中,所述钻刀计划需求数量的计算公式如下:
22.钻刀计划需求数量=(x
·
y)
·
机台轴数;其中,x=生产数量/叠板数量/机台轴数*单板孔数,y=孔限寿命,(x
·
y)向上取整,机台轴数是指排到的所有机台的轴数之和。
23.在本发明的一实施例中,还包括将物料需求计划和钻刀需求计划形成可视化看板。
24.在本发明的一实施例中,还包括产前事件:根据设定的提前时间判定产前需完成的事件是否到期,若是,则发出提醒通知。
25.在本发明的一实施例中,还包括将实际生产数量和排定钻孔工序生产计划进行同步,为再次滚动计划提供进度数据。
26.在本发明的一实施例中,还包括根据实际生产时间、设备操作时间、良品量,分析设备的综合效率oee:
27.oee=可用率
×
表现指数
×
质量指数
28.其中,可用率=设备操作时间
÷
计划工作时间,表现指数=理论生产时间
÷
实际生产时间,质量指数=良品量
÷
总产量。
29.为了实现上述目的,本发明还提供了一种pcb钻孔工序自动排程系统,用于实现如上所述的pcb钻孔工序自动排程方法,包括:
30.单据获取模块:获取即将进行钻孔工序排程的单据;
31.能力匹配模块:对需要排程的单据,从生产制作指示和配置项中提取相关的参数,进行能力匹配,得到生产型号与设备的匹配结果;
32.钻孔工序智能优化排程模块:根据能力匹配的结果、排程优先级、排程约束条件,进行钻孔工序智能优化排程,得到钻孔工序生产计划;
33.判断模块:判断钻孔工序生产计划是否需要调整,若是,则进行调整,若否,则将钻孔工序生产计划作为排定钻孔工序生产计划;
34.调整模块:对钻孔工序生产计划进行调整,得到排定钻孔工序生产计划;
35.物料需求模块:根据排定钻孔工序生产计划,得到物料需求计划;
36.钻刀需求模块:根据排定钻孔工序生产计划,得到钻刀需求计划。
37.在本发明的一实施例中,还包括产前事件模块:根据设定的提前时间判定产前需完成的事件是否到期,若是,则发出提醒通知。
38.在本发明的一实施例中,还包括数据同步模块:将实际生产数量和排定钻孔工序生产计划进行同步,为再次滚动计划提供进度数据。
39.在本发明的一实施例中,还包括设备综合效率分析模块:根据实际生产时间、设备操作时间、良品量,分析设备的综合效率oee:oee=可用率
×
表现指数
×
质量指数,其中,可用率=设备操作时间
÷
计划工作时间,表现指数=理论生产时间
÷
实际生产时间,质量指数=良品量
÷
总产量。
40.为了实现上述目的,本发明还提供了一种计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行,以实现任一上述的pcb钻孔工序自动排程方法。
41.为了实现上述目的,本发明还提供了一种pcb钻孔工序自动排程装置,包括:处理器和存储器;
42.所述存储器用于存储计算机程序;
43.所述处理器与所述存储器相连,用于执行所述存储器存储的计算机程序,以使所述pcb钻孔工序自动排程装置执行任一上述的pcb钻孔工序自动排程方法。
44.与现有技术相比,本发明具备以下有益效果:
45.(1)本发明不仅资源利用率提高,考虑多种设备多轴的最佳组合,减少等等时间,提高利用率,而且可实现自动排程,大大减少人员工作量。
46.(2)本发明提高了排程效率和准确性,排程时间大大缩短,而且排程时同时考虑多约束条件,提高计划准确率和计划可执行性;而且多维度约束条件智能排程,在保障交期的前提下尽量将相同型号、相同参数的排一起,减少换料次数。
47.(3)本发明包括有产前事件和异常预警/调整机制,实现事前处理,提高了对异常时间的处理效率。
48.(4)本发明包括根据实际生产时间、设备操作时间、良品量,分析设备的综合效率,数据分析科学合理,可作为改善和绩效考核依据。
49.(5)本发明将实际生产数量和排定钻孔工序生产计划进行同步,为再次滚动计划提供进度数据,保证了后续计划的及时性、准确性。
50.(6)本发明采用钻刀需求计划钻刀成本优化实现全局优化,避免了钻刀使用寿命的浪费。
附图说明
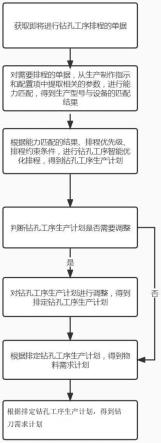
51.图1为本发明-实施例1所公开方法的流程示意图。
52.图2为本发明-实施例2所公开系统的原理框图。
53.图3为本发明-实施例1中排刀表的示意图。
54.图4为本发明-实施例4所公开装置的结构示意图。
具体实施方式
55.为了使得本领域技术人员对本发明有更清晰的认知和了解,以下结合实施例对本发明进行进一步的详细说明。应当知晓的,下述所描述的具体实施例只是用于解释本发明,
方便理解,本发明所提供的技术方案并不局限于下述实施例所提供的技术方案,实施例所提供的技术方案也不应当限制本发明的保护范围。
56.需要说明的是,以下实施例中所提供的图示仅以示意方式说明本发明的基本构想,故图式中仅显示与本发明中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
57.实施例1
58.如图1所示,本实施例提供了一种pcb钻孔工序自动排程方法,该方法采用自动排程同时考虑多约束条件、排程优先级等因数,使用户能轻松合理排程,降本增效,其包括如下步骤:
59.一、获取即将进行钻孔工序排程的单据,单据可采用手动录入或电子扫描等录入方式。
60.二、对需要排程的单据,从生产制作指示和配置项中提取相关的参数,进行能力匹配,得到生产型号与设备的匹配结果;其中,能力匹配包括设备匹配、设备能力匹配、参数能力匹配;设备匹配是指设备类型是否符合待加工产品的需求,设备能力匹配是指设备的加工能力是否符合待加工产品的需求,参数能力匹配是指设备的加工参数是否匹配待加工产品的需求。例如:根据钻孔类型:控深钻、钻槽孔等来匹配设备的能力;根据孔径、板厚、单板铜厚等来匹配参数能力。
61.三、根据能力匹配的结果、排程优先级、排程约束条件,进行钻孔工序智能优化排程,得到钻孔工序生产计划;钻孔工序智能优化排程的具体方法如下:首先,根据能力匹配的结果、排程优先级、排程约束条件,采用遗传算法进行钻孔工序的排程,得到若干排程结果;然后,在若干排程结果中的前n个排程结果中,选择最优的排程结果作为最终的排程结果,或者,在时间t内的所有排程结果中,选择最优的排程结果作为最终的排程结果;其中,n和t均为人为设定值,最优的排程结果是根据人为设定的规则或条件对排程结果进行的优选,采用该方式选择最优的排程结果作为最终的排程结果的优点在于可以缩减排程的计算时间,提高排程效率,以匹配实际的生产需要。
62.本实施例中,排程优先级包括交期优先、客户优先、同型号优先、同参数优先、数量优先中的一种或多种,排程约束条件包括满足交期、轴最优组合、产品停留时间、刀具成本最优、减少编组上下板机换料时间中的一种或多种;其中,排程优先级的应用方法如下:当只包括有一个排程优先级时,则按该排程优先级进行排程,当包括有两个以上的排程优先级时,对不同的排程优先级进行加权,然后根据权重依次匹配优先级,例如:采用三个排程优先级:交期优先、客户优先和同型号优先,上述三个排程优先级的权重依次降低,则在三个排程优先级的前提下,首先判断交期优先是否相同,当交期优先相同的时候,判断客户优先是否相同,当客户优先相同,则最后判断同型号优先是否相同,排程优先级引入越多,其最终的排程结果越准确、合理;排程约束条件的应用方法与排程优先级的应用方法原理相同,其具体如下:当只包括有一个排程约束条件时,则按该排程约束条件进行排程,当包括有两个以上的排程约束条件时,则需满足所有的约束调节,例如:采用四个排程约束条件:满足交期、轴最优组合、产品停留时间、刀具成本最优,则在四个排程约束条件的前提下,对四个排程约束条件进行判断,判断是否满足交期、判断产品停留时间、轴最优组合、刀具成
本最优,排程约束条件引入越多,其最终的排程结果越准确、合理。
63.四、判断钻孔工序生产计划是否需要调整,若是,则执行步骤五,若否,则将钻孔工序生产计划作为排定钻孔工序生产计划并执行步骤六;对于需要调整的排程,采用可视化标记进行预警,即通过不同的颜色标记计划异常情况,让计划员在排计划时就能直观结果和异常所在,提前沟通处理。
64.五、对钻孔工序生产计划进行调整,得到排定钻孔工序生产计划,本实施例优选可视化调整,其调整方式可以通过鼠标拖、拉、拽进行调整。
65.六、根据排定钻孔工序生产计划,得到物料需求计划;首先,根据排定钻孔工序生产计划中的排程数量结合物料清单中垫板和铝片的系数,计算每个任务单垫板和铝片的需求数量,计算公式如下:垫板需求数量=产品总数量/叠板数量*垫板的系数,铝片需求数量=产品总数量/叠板数量*铝片的系数,其中产品总数量、叠板数量、垫板的系数、铝片的系数均为已知变量;然后,在得到每个任务单垫板和铝片的需求数量后,将排定钻孔工序生产计划的计划开始时间作为垫板和铝片的需求时间,按每台钻孔设备的钻孔工序计划数量得到每台钻孔设备在任务开始的垫板和铝片的需求数量,由此得到物料需求计划,其中,每台钻孔设备的钻孔工序计划数量由排定钻孔工序生产计划得到。
66.七、根据排定钻孔工序生产计划,得到钻刀需求计划;具体的说,将排定钻孔工序生产计划的计划开始时间作为钻刀的需求时间,根据钻刀计划需求数量、产品材料、板厚、单层最大铜厚、最小孔径、孔类型、钻刀寿命、研磨次数,优化计算钻刀需求并生成排刀表;其中,产品材料、板厚、单层最大铜厚作为叠板数量的决定因素之一,其为已知,最小孔径作为决定钻刀能力的因素之一,其为已知,孔类型作为决定钻刀类型的因素之一,钻刀寿命、研磨次数作为决定钻刀数量的主要因数,其为已知,最终生成的排刀表如图3所示,需要说明的是,图3的排刀表是用于表征基于上述方法所生成的排刀表,表中具体数字为方便理解基于某例生产产品的具体数字,根据生产产品的不同,数字不同,故表中的具体数字不应当限制本技术的保护范围;本实施例中,钻刀计划需求数量的计算公式如下:钻刀计划需求数量=(x
·
y)
·
机台轴数;其中,x=生产数量/叠板数量/机台轴数*单板孔数,y=孔限寿命,机台轴数是指排到的所有机台的轴数之和,计算时(x
·
y)向上取整。
67.为了更优的实现本发明,步骤六和步骤七所得到的物料需求计划和钻刀需求计划,最终形成可视化看板,进而实现排程和调整可视化,提高调整的灵活性和准确性,根据实际的物料需求看板和钻刀需求看板提前备料,jit配送。
68.为预防钻孔计划任务开始之前需要完成的特定事件被遗漏,本实施例还包括产前事件:根据设定的提前时间判定产前需完成的事件是否到期,若是,则发出提醒通知,其中,提前时间为设定时间,其根据计划开始时间、物料准备时间(设定值)和物料配送时间(设定值)得出,例如某个任务单的开始时间为北京时间8点,物料准备时间设置为1.5小时,配送时间设置为0.5小时,则在北京时间6点时发出提醒通知,通知形式包括邮件、短信,其内容可以编辑,例如:提醒某个任务单的物料需要在北京时间6点开始准备。
69.本实施例中还将实际生产数量和排定钻孔工序生产计划进行同步,为再次滚动计划提供进度数据,以使得后续计划更加准确并贴合实际。
70.本实施例还包括对设备的综合效率进行分析,其原理是从生产系统获取实际生产时间,从设备获取操作时间,从品质系统获取良品量,分析设备的综合效率,便于高层管理
分析原因并预防改善;设备综合效率公式如下:综合效率oee=可用率
×
表现指数
×
质量指数,其中,可用率=设备操作时间
÷
计划工作时间,表现指数=理论生产时间
÷
实际生产时间,质量指数=良品量
÷
总产量。
71.实施例2
72.如图2所示,本实施例提供了一种pcb钻孔工序自动排程系统,该系统用于实现实施例1所提供的pcb钻孔工序自动排程方法,其具体包括:单据获取模块:获取即将进行钻孔工序排程的单据;能力匹配模块:对需要排程的单据,从生产制作指示和配置项中提取相关的参数,进行能力匹配,得到生产型号与设备的匹配结果;钻孔工序智能优化排程模块:根据能力匹配的结果、排程优先级、排程约束条件,进行钻孔工序智能优化排程,得到钻孔工序生产计划;判断模块:判断钻孔工序生产计划是否需要调整,若是,则进行调整,若否,则将钻孔工序生产计划作为排定钻孔工序生产计划;调整模块:对钻孔工序生产计划进行调整,得到排定钻孔工序生产计划;物料需求模块:根据排定钻孔工序生产计划,得到物料需求计划;钻刀需求模块:根据排定钻孔工序生产计划,得到钻刀需求计划。
73.在进一步的方案中,还包括产前事件模块:根据设定的提前时间判定产前需完成的事件是否到期,若是,则发出提醒通知。
74.在进一步的方案中,还包括数据同步模块:将实际生产数量和排定钻孔工序生产计划进行同步,为再次滚动计划提供进度数据。
75.在进一步的方案中,还包括设备综合效率分析模块:根据实际生产时间、设备操作时间、良品量,分析设备的综合效率oee:oee=可用率
×
表现指数
×
质量指数,其中,可用率=设备操作时间
÷
计划工作时间,表现指数=理论生产时间
÷
实际生产时间,质量指数=良品量
÷
总产量。
76.需要说明的是,上述各模块的结构和/或原理与实施例1所述的pcb钻孔工序自动排程方法中的步骤一一对应,故在此不再赘述。
77.需要说明的是,应理解以上系统的各个模块的划分仅仅是一种逻辑功能的划分,实际实现时可以全部或部分集成到一个物理实体上,也可以物理上分开。且这些模块可以全部以软件通过处理元件调用的形式实现;也可以全部以硬件的形式实现;还可以部分模块通过处理元件调用软件的形式实现,部分模块通过硬件的形式实现。例如,某模块可以为单独设立的处理元件,也可以集成在装置的某一个芯片中实现,此外,也可以以程序代码的形式存储于装置的存储器中,由上述装置的某一个处理元件调用并执行某模块的功能,其它模块的实现与之类似。此外这些模块全部或部分可以集成在一起,也可以独立实现。这里所述的处理元件可以是一种集成电路,具有信号的处理能力。在实现过程中,上述方法的各步骤或以上各个模块可以通过处理器元件中的硬件的集成逻辑电路或者软件形式的指令完成。
78.例如,以上这些模块可以是被配置成实施以上方法的一个或多个集成电路,例如:一个或多个特定集成电路,或,一个或多个微处理器,或,一个或者多个现场可编程门阵列等。再如,当以上某个模块通过处理元件调度程序代码的形式实现时,该处理元件可以是通用处理器,例如中央处理器或其它可以调用程序代码的处理器。再如,这些模块可以集成在一起,以片上系统的形式实现。
79.实施例3
80.本实施例提供了一种计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行,以实现任一上述的pcb钻孔工序自动排程方法。本领域普通技术人员可以理解:实现实施例1所提供方法的全部或部分步骤可以通过计算机程序相关的硬件来完成,上述的计算机程序可以存储于一计算机可读存储介质中,该程序在执行时,执行包括实施例1所提供方法的步骤;而上述的存储介质包括:rom、ram、磁碟或者光盘等各种可以存储程序代码的介质。
81.实施例4
82.如图4所示,本实施例提供了一种pcb钻孔工序自动排程装置,包括:处理器和存储器;所述存储器用于存储计算机程序;所述处理器与所述存储器相连,用于执行所述存储器存储的计算机程序,以使pcb钻孔工序自动排程装置执行任一上述的pcb钻孔工序自动排程方法。
83.具体地,存储器包括:rom、ram、磁碟、u盘、存储卡或者光盘等各种可以存储程序代码的介质。
84.优选地,处理器可以是通用处理器,包括中央处理器、网络处理器等;还可以是数字信号处理器、专用集成电路、现场可编程门阵列或者其他可编程逻辑器件、分立门或者晶体管逻辑器件、分立硬件组件。
85.上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1