基于热-冷丝复合的钛合金织构控制方法、系统及装置
1.本发明属于增材制造领域,更具体地,涉及一种基于热-冷丝复合的钛合金织构控制方法、系统及装置。
背景技术:
2.钛合金可以减轻飞机重量、提高飞机推重比,被广泛应用于航空航天领域,常被用作稳定板、排气管道、导管、舱门、起落架、拉杆、翼梁、肋板、加强筋等机身结构件。虽然钛合金具备优良的性能且应用广泛,但钛合金困难的加工性能以及高昂的制造成本阻碍了钛合金材料的进一步工业应用。其一,钛合金对切削刀具的强化学亲和力会导致切屑与刀具之间强烈的相互黏合作用,降低了硬质合金刀具的使用寿命,这使得钛合金铣削时,会采用较慢的切削速度,影响了钛合金的加工效率;其二,钛合金承力结构件如框、粱等结构的机械铣削量很大,有重量超80%的钛合金在机械加工时被去除,材料浪费率高,零件制造费用高昂;其三,钛合金铣削过程往往依赖于高端进口机床,一次性设备投入很高,无法形成规模性的产业供应链。
3.由于传统的钛合金铣削方法成本高昂,近年来使用电弧熔丝增材制造技术实现钛合金的直接成形得到了广泛关注。电弧熔丝增材制造技术,是采用电弧等热源熔化金属丝材,层层堆积成形金属构件,基于构件三维模型的逐层堆积成形并有效确保构件结构尺寸与成形精度,是一种近净成型的工艺手段。电弧熔丝增材制造技术可用于实现大尺寸钛合金航空航天金属构件的高效能、低成本制造,已成为制造钛合金金属构件的重要新方法,受到国内外的广泛关注。
4.但是,传统的电弧熔丝增材制造技术仅可以使用一根丝材进行熔化,无法实现零件不同受力要求的“成分设计”。而采用多电弧多丝的方式会对熔池产生更大的热输入量,使得钛合金熔池在高温区停留时间长,使得钛合金晶粒长大,影响力学性能。
技术实现要素:
5.针对现有技术的以上缺陷或改进需求,本发明提供了一种基于热-冷丝复合的钛合金织构控制方法、系统及装置,其目的在于,基于脉冲相关参数-晶粒尺寸-力学性能之间的关系实现对零件力学性能的调控,使得钛合金零件不同区域的力学性能满足需求。
6.为实现上述目的,按照本发明的第一方面,提出了一种基于热-冷丝复合的钛合金织构控制方法,包括如下步骤:
7.s1、将钛合金零件数模在预设条件下进行模拟仿真,得到零件数模不同空间区域的力学性能要求分布图;
8.s2、基于所述力学性能要求分布图进行零件划分,得到若干零件对应的子部分;
9.s3、对任意一个子部分,
10.基于力学性能要求获取子部分中的第一分布,所述第一分布表示零件子部分中的晶粒尺寸分布;
11.基于所述第一分布确定热丝对应的脉冲相关参数,所述脉冲相关参数包括脉冲频率、占空比、脉冲峰值、脉冲基值中的至少一种;
12.获取子部分中的送丝速度曲线,所述送丝速度曲线包括热丝送丝速度曲线和冷丝送丝速度曲线;
13.s4、基于所述送丝速度曲线以及所述脉冲相关参数确定焊道成型尺寸,基于所述焊道成型尺寸对所述子部分进行切片,以此为基础对每层切片进行打印,层层堆砌得到打印好的制件。
14.作为进一步优选的,基于力学性能要求获取子部分中的第一分布,基于所述第一分布确定热丝对应的脉冲相关参数,还包括:
15.基于多步卷积神经网络获取力学性能-第一分布-脉冲相关参数之间的映射关系;
16.其中,所述多步卷积神经网络包括两部分,其中,第一部分将材料对应的脉冲相关参数转化为晶粒尺寸分布矩阵;第二部分将晶粒尺寸分布矩阵转化为对应的力学性能预测值。
17.作为进一步优选的,所述多步卷积神经网络基于如下步骤进行训练:
18.获取卷积神经网络的初始模型;所述卷积神经网络的初始模型包括第一部分和第二部分,其中,所述第一部分至少包括若干卷积层,所述第二部分至少包括若干卷积层和一个全连接层;
19.获取第一训练样本集和第二训练样本集,所述第一训练样本集中包括多张不同脉冲相关参数下晶粒尺寸分布的样本,所述第二训练样本集中包括多个不同晶粒尺寸分布下力学性能实测样本;
20.分别基于所述第一训练样本集、第二训练样本集进行初始模型第一部分、第二部分的多轮训练,获得预训练好的初始模型第一部分、第二部分;
21.获取联合训练样本集,所述联合训练样本集包括多个不同脉冲相关参数下的力学性能实测样本;
22.基于所述联合训练样本集对预训练好的初始模型的第一部分、第二部分进行联合训练,得到训练好的多步卷积神经网络模型。
23.作为进一步优选的,获取子部分中的送丝速度曲线,包括:
24.获取所述子部分中的第二分布,所述第二分布表示零件子部分中的成分分布;
25.获取热丝、冷丝的对应成分;
26.基于所述第二分布以及所述热丝、冷丝的对应成分确定热丝速度与冷丝速度的匹配关系,基于所述匹配关系确定所述子部分中的送丝速度曲线。
27.作为进一步优选的,基于所述第二分布以及所述热丝、冷丝的对应成分确定热丝速度与冷丝速度的匹配关系,还包括:
28.所述热丝速度在第一预设阈值范围内波动。
29.作为进一步优选的,基于所述力学性能要求分布图进行零件划分,包括:
30.基于零件成型方向进行第一划分,得到第一划分结果;
31.基于所述力学性能要求分布图对所述第一划分结果进行进一步划分,得到零件子部分。
32.作为进一步优选的,基于所述力学性能要求分布图对所述第一划分结果进行进一
步划分,得到零件子部分,还包括:
33.当所述零件子部分的大小小于第二预设阈值时,将其与最近邻的子部分进行合并,或者,将其与力学性能要求最接近的子部分进行合并。
34.作为进一步优选的,基于所述第一分布确定热丝对应的脉冲相关参数,还包括:
35.确定参数跳跃幅值阈值;
36.当相邻子部分之间的脉冲相关参数超过所述参数跳跃幅值时,采用均值化处理修正所述电弧工艺参数。
37.按照本发明的第二方面,提供了一种基于热-冷丝复合的钛合金织构控制系统,包括模拟仿真模块、零件划分模块、第一分布获取模块、脉冲参数确定模块、送丝速度曲线获取模块和零件成型模块,其中:
38.模拟仿真模块,用于将钛合金零件数模在预设条件下进行模拟仿真,得到零件数模不同空间区域的力学性能要求分布图;
39.零件划分模块,用于基于所述力学性能要求分布图进行零件划分,得到若干零件对应的子部分;
40.第一分布获取模块,用于对任意一个子部分,基于力学性能要求获取子部分中的第一分布,所述第一分布表示零件子部分中的晶粒尺寸分布;
41.脉冲参数确定模块,用于基于所述第一分布确定热丝对应的脉冲相关参数,所述脉冲相关参数包括脉冲频率、占空比、脉冲峰值、脉冲基值中的至少一种;
42.送丝速度曲线获取模块,用于获取子部分中的送丝速度曲线,所述送丝速度曲线中包括热丝送丝速度曲线和冷丝送丝速度曲线;
43.零件成型模块,用于基于所述送丝速度曲线以及所述脉冲相关参数确定焊道成型尺寸,基于所述焊道成型尺寸对所述子部分进行切片,以此为基础对每层切片进行打印,层层堆砌得到打印好的制件。
44.按照本发明的第三方面,提供了一种基于热-冷丝复合的钛合金织构控制装置,包括处理器,所述处理器用于执行上述基于热-冷丝复合的钛合金织构控制方法。
45.总体而言,通过本发明所构思的以上技术方案与现有技术相比,主要具备以下的技术优点:
46.1.本发明通过热丝对应的脉冲相关参数实现冷丝/热丝金属的强制过渡,并通过脉冲相关参数实现熔池中液态金属的振荡,以调控液态金属中的晶体成型过程(即调控晶粒尺寸),进而基于晶粒尺寸-力学性能之间的耦合关系实现对零件力学性能的调控。
47.2.本发明采用多步卷积神经网络的方式,使得不同卷积层的训练过程可以多线程并行训练,训练过程也可以在不同的主机端进行,大大降低了训练过程所需的时间。
48.3.本发明结合金属学领域的已有知识获取多步卷积神经网络的预训练模型,采用预训练模型,一方面可以实现已有金属学知识到多步卷积神经网络的复用,大大减少了后续训练过程的训练迭代次数和计算量;另一方面可以降低后续训练过程的样本数量的需求,减轻样本标定带来的成本。进而在预训练完成后,采用联合训练的样本集对多步卷积神经网络进行进一步的训练,使得所得的模型更加准确。
附图说明
49.图1是根据本发明一些实施例所示的基于热-冷丝复合的钛合金织构控制系统的系统框图;
50.图2是根据本发明一些实施例所示的基于热-冷丝复合的钛合金织构控制方法的示意性流程图;
51.图3是根据本发明一些实施例所示的基于脉冲频率变化时热-冷丝复合的钛合金晶粒尺寸变化示意图;
52.图4是根据本发明一些实施例所示的采用不同频率进行增材制造时,晶粒尺寸测量结果对应的金相组织及晶粒尺寸大小分布示意图;
53.图5中(a)~(j)是根据本发明一些实施例所示的不同脉冲作用下晶粒尺寸测量原始数据及金相图;
54.图6所示是根据本发明一些实施例所示的不同脉冲频率下室温拉伸实验结果示意图;
55.图7是根据本发明一些实施例所示的多步卷积神经网络训练过程的示意性流程图;
56.图8是根据本发明一些实施例所示的多步卷积神经网络架构示意图;
57.图9是根据本发明一些实施例所示的卷积神经网络数据传递的示意图。
58.在所有附图中,相同的附图标记用来表示相同的元件或结构,其中:110-钛合金零件数模获取模块,120-模拟仿真模块,130-零件划分模块,140-第一分布获取模块,150-脉冲参数确定模块,160-送丝速度曲线获取模块,170-零件成型模块,310-切片面,320-子部分。
具体实施方式
59.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
60.图1是根据本说明书一些实施例所示的一个示例性的基于热-冷丝复合的钛合金织构控制系统的系统框图。
61.如图1所示,系统100可以包括:钛合金零件数模获取模块110、模拟仿真模块120、零件划分模块130、第一分布获取模块140、脉冲参数确定模块150、送丝速度曲线获取模块160以及零件成型模块170,其中:
62.钛合金零件数模获取模块110,用于获取钛合金零件数模;
63.模拟仿真模块120,用于将所述钛合金零件数模在预设条件下进行模拟仿真,得到所述零件数模不同空间区域的力学性能要求分布图;
64.零件划分模块130,用于基于所述力学性能要求分布图进行零件划分,得到若干零件对应的子部分;
65.第一分布获取模块140,用于对所述任意一个子部分,获取所述子部分中的第一分布,所述第一分布表示零件子部分中的晶粒尺寸分布;
66.脉冲参数确定模块150,用于基于所述第一分布确定热丝对应的脉冲相关参数,所述脉冲相关参数包括脉冲频率、占空比、脉冲峰值、脉冲基值中的至少一种;
67.送丝速度曲线获取模块160,用于获取所述子部分中的送丝速度曲线,所述送丝速度曲线中包括热丝送丝速度曲线和冷丝送丝速度曲线;
68.零件成型模块170,用于基于所述送丝速度曲线以及所述脉冲相关参数确定焊道成型尺寸,基于所述焊道成型尺寸对所述子部分进行切片,以此为基础对每层切片进行打印,层层堆砌得到打印好的制件。
69.在一些实施例中,送丝速度曲线获取模块160还用于,获取所述子部分中的第二分布,所述第二分布表示零件子部分中的成分分布;获取热丝、冷丝的对应成分;基于所述第二分布以及所述热丝、冷丝的对应成分确定热丝速度与冷丝速度的匹配关系,基于所述匹配关系确定所述子部分中的送丝速度曲线。在一些实施例中,所述热丝速度在第一预设阈值范围内波动。
70.在一些实施例中,任意相邻两个子部分中的相邻处存在成分过渡区,所述成分过渡区的堆积金属成分在所述两个子部分对应的成分之间梯度变化。
71.在一些实施例中,所述预设条件包括:预设载荷周期变化曲线、预设温度曲线、预设服役酸碱环境中的至少一种。
72.在一些实施例中,零件划分模块130还用于,基于零件成型方向进行第一划分,得到第一划分结果;基于所述力学性能要求分布图对所述第一划分结果进行进一步划分,得到所述零件子部分。
73.在一些实施例中,零件划分模块130进一步还用于,当所述零件子部分的大小小于第二预设阈值时,将其与最近邻的子部分进行合并,或者,将其与力学性能要求最接近的子部分进行合并。
74.在一些实施例中,脉冲参数确定模块150还用于,确定参数跳跃幅值阈值;当相邻子部分之间的脉冲相关参数超过所述参数跳跃幅值时,采用均值化处理修正所述电弧工艺参数。
75.应当理解,本说明书一个或多个实施中的系统及其模块可以利用各种方式来实现。例如,在一些实施例中,系统及其模块可以通过硬件、软件或者软件和硬件的结合来实现。其中,硬件部分可以利用专用逻辑来实现;软件部分则可以存储在存储器中,由适当的指令执行系统,例如微处理器或者专用设计硬件来执行。本领域技术人员可以理解上述的方法和系统可以使用计算机可执行指令和/或包含在处理器控制代码中来实现,例如在诸如磁盘、cd或dvd-rom的载体介质、诸如只读存储器(固件)的可编程的存储器或者诸如光学或电子信号载体的数据载体上提供了这样的代码。本说明书的系统及其模块不仅可以有诸如超大规模集成电路或门阵列、诸如逻辑芯片、晶体管等的半导体、或者诸如现场可编程门阵列、可编程逻辑设备等的可编程硬件设备的硬件电路实现,也可以用例如由各种类型的处理器所执行的软件实现,还可以由上述硬件电路和软件的结合(例如,固件)来实现。
76.需要注意的是,以上对于处理设备及其模块的描述,仅为描述方便,并不能把本说明书限制在所举实施例范围之内。可以理解,对于本领域的技术人员来说,在了解该系统的原理后,可能在不背离这一原理的情况下,对各个模块进行任意组合,或者构成子系统与其他模块连接。
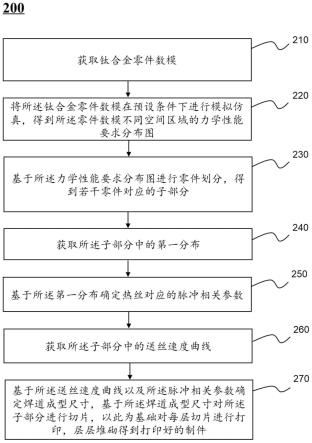
77.图2是根据本说明书一些实施例所示的基于热-冷丝复合的钛合金织构控制方法的示意性流程图。在一些实施例中,方法200可以进一步由系统100执行。
78.步骤210,获取钛合金零件数模。
79.在一些实施例中,步骤210可以由钛合金零件数模获取模块110执行。
80.可以理解,待打印数模可以是本领域不受打印约束的任意的零件形状,本说明书在此不做限制。
81.步骤220(即步骤s1),将所述钛合金零件数模在预设条件下进行模拟仿真,得到所述零件数模不同空间区域的力学性能要求分布图。
82.在一些实施例中,步骤220可以由模拟仿真模块120执行。
83.如图3所示即为一个典型的钛合金待打印数模的模拟仿真后的示意图。模拟仿真模块120可以基于ansys、solidworks、deform等模拟仿真软件在预设条件作用下对待打印零件数模进行应力状态仿真,以得到所述待打印数模的应力分布。可以理解,模拟仿真技术手段属于本领域技术人员所熟知的技术,本技术在此不再进行展开说明。
84.在一些实施例中,预设条件包括但不限于预设载荷周期变化曲线、预设温度曲线、预设服役酸碱环境中的至少一种。可以理解,预设载荷周期变化曲线是指零件所受的周期性变换的拉压循环载荷变化,如飞机机翼在飞行过程中收到风力,飞行爬升振动带来的交变应力作用。预设温度曲线是指零件在运行过程中所受的温度循环变化如发动机活塞杆在运行过程中收到重复的热循环过程。预设服役酸碱环境是指零件服役的环境的腐蚀性,如ph值、生物腐蚀、大气腐蚀等情况。
85.在本说明的一个及多个实施例中,为了简化说明,结合图3所示的钛合金待打印数模进行后续步骤的详细说明。可以理解,如图3所示的钛合金待打印零件仅作为示例,并不作为本说明书一个或多个实施例保护范围的限制。
86.步骤230(即步骤s2),基于所述力学性能要求分布图进行零件划分,得到若干零件对应的子部分。
87.在一些实施例中,步骤230可以由零件划分模块130执行。
88.如图3所示是基于ansys模拟仿真软件在预设载荷作用下对零件数模进行应力状态仿真后得到的零件数模应力分布图,图中,以50mpa为一档对应力的分布进行了不同色度地显示。进一步地,零件划分模块130可以基于显示得到的零件数模应力分布图对零件进行分区,以得到若干子部分。可以理解,子部分是指受力状态大致相同的零件区域。换言之,如果模拟出的零件数模上的某一质点的应力在子部分的阈值范围内,则可以将该质点确定为这一子部分中。
89.在一些实施例中,子部分的阈值范围可以由工艺技术人员进行各异性地确定。例如,每个子部分的阈值范围可以是一致的,如每个子区域的阈值范围均为50mpa、30mpa、20mpa等。又例如,每个子区域的阈值范围也可以是各异性设置的,如某几个子区域的阈值范围为50mpa,另外一个子区域的阈值范围为20mpa。
90.在本说明书的一个及多个实施例中,可以以700mpa~720mpa之间为第一子区域,应力在720mpa~750mpa之间为第二子区域,应力在750mpa~800mpa之间为第三子区域,等等。
91.在一些实施例中,当打印零件较为复杂时,由于电弧增材制造的独特性,零件难以
沿着一个成型方向进行成型。在该场景的实施例中,零件划分模块130可以基于零件的法向量方向确定零件的成型方向,基于零件的成型方向进行第一划分,得到不同成型方向对应的零件大块(即第一划分结果)。例如,对于如图3所示的制件而言,该制件显然无法沿着一个方向进行成型,则第一划分结果可以分解为第一方向和第二方向的零件大块。
92.进一步地,零件划分模块130可以耦合上述得到的力学性能要求分布图对上述获得的第一划分结果进行进一步划分,得到零件子部分。具体地,对于图3所示的制件而言,即使是同一方向上的不同部位也会有不同力学性能的要求,此时,零件划分模块130可基于力学性能要求的不同对零件大块进行进一步划分,得到不同力学性能要求的零件子部分,进而对不同的零件子部分采用不同的工艺参数进行打印。可以理解,对第一划分结果进行进一步划分可以使得一次成型过程中可以采用不同的工艺参数对单独的零件大块(即第一划分结果)进行打印,中间无需进行另外的分层及切片处理。
93.在一些实施例中,由于划分出的零件的子部分过小,电弧增材制造难以切片或者不好控制成型,此时,可以基于第二预设阈值对零件子部分进行筛选,并将子部分体积小于预设第二阈值的子部分与其他子部分进行合并。示例性地,如图3所示的子部分320的体积很小,可以将其与相邻的部分进行合并。
94.为方便说明,将所述零件子部分的大小小于第二预设阈值的子部分(如图3所示的子部分320)称之为目标子部分。在一些实施例中,在进行目标子部分合并时,优先将目标子部分与其力学性能要求最接近的子部分进行合并。在一些实施例中,可以建立合并评价函数p确定目标子部分(target)与哪一个子部分(如任意的子部分i)进行合并。示例性地,合并评价函数p可以按下式进行计算:
95.p(target,i)=γ
×ddiff
+η
×
δ
diff
96.上式中,γ和η代表了超参数,在0~1之间,d
diff
表示目标子部分与其他子部分之间形状中心之间的距离,δ
diff
表示目标子部分与其他子部分之间力学性能要求的差异度。基于上式,可以确定不同合并方式中合并评价函数p的最小值,基于该最小值确定与目标子部分合并的对应子部分。
97.在一些实施例中,还可以基于机器学习的方式对子部分合并进行适应性算法处理,有关机器学习模型实现子部分合并的说明可参见图x的相应描述,在此不再赘述。
98.步骤s3,对任意一个子部分,获取子部分的送丝速度曲线以及脉冲相关参数,其包括步骤240、250和260。
99.步骤240,获取所述子部分中的第一分布。
100.在一些实施例中,步骤240可以由第一分布获取模块140执行。
101.所述第一分布表示零件子部分中的晶粒尺寸分布。第一分布获取模块140可以基于力学性能要求分布图获得的子部分确定其对应的晶粒尺寸的第一分布。由于钛合金的导热系数很低,在电弧增材的过程中其晶粒容易沿着堆积方向生长,形成巨大的纵向柱状晶,这些纵向生长的柱状晶会显著影响钛合金电弧增材制造的组织和性能。因此,在本说明书的一个及多个实施例中,需要采用工艺调整的方式(如调整脉冲参数的方式)实现钛合金柱状晶的破碎,进而通过柱状晶尺寸的调控实现力学性能的调控。
102.第一分布获取模块140可以基于力学性能数据库中获取到晶粒尺寸分布与力学性能之间的对应关系,并基于此确定第一子部分中的晶粒尺寸的分布(即第一分布)。
103.步骤250,基于所述第一分布确定热丝对应的脉冲相关参数。
104.在一些实施例中,步骤250可以由脉冲参数确定模块150执行。
105.可以理解,电弧增材制造过程中,熔池中的金属在电弧力的作用下发生搅拌,产生了能量起伏与结构起伏,从而改变了液态金属凝固的顺序,因此脉冲相关参数不同时电弧力的作用频率(即熔池搅拌频率)、力的大小(即熔池搅拌幅度)均不尽相同,则对应的金属的晶粒尺寸不尽相同。所述脉冲相关参数包括脉冲频率、占空比、脉冲峰值、脉冲基值中的至少一种。其中,脉冲频率可以影响电弧力的作用频率,从而影响电弧作用下的熔池的振荡频率;而占空比可以影响电弧力的平均值大小,从而影响熔池波动的幅值;脉冲峰值和脉冲基值之差决定了电弧力的大小。脉冲参数确定模块150可以通过步骤240中确定的第一分布确定热丝对应的脉冲相关参数(如上文中提及的脉冲频率、占空比、脉冲峰值、脉冲基值等参数),从而实现凝固金属中的晶粒尺寸的分布。需要说明的是,在所有脉冲相关参数中,脉冲频率对晶粒尺寸的分布影响最大,因此,在本说明书的一个及多个实施例中,以脉冲频率为例进一步说明脉冲相关参数对晶粒尺寸影响的进一步说明。
106.在一些实施例中,脉冲参数确定模块150可以确定参数跳跃幅值阈值,当相邻子部分之间的脉冲相关参数超过所述参数跳跃幅值时,脉冲参数确定模块150可以采用均值化处理修正所述电弧工艺参数。示例性地,例如某一区域中的脉冲频率为50hz,与之相邻的区域中的脉冲频率为80hz;而若脉冲频率从50hz直接变动到80hz,可能会产生电弧不稳的问题,为了避免这一现象的发生,脉冲参数确定模块150可以设定参数跳跃幅值阈值(如阈值设定为5hz),当相邻区域脉冲频率大于5hz时,采用平均化方式逐渐变化脉冲频率,使得脉冲频率逐渐由50hz到80hz。
107.有关脉冲频率对晶粒尺寸的影响可参见图3、图4、图5的相应描述,在此不在赘述。
108.步骤260,获取所述子部分中的送丝速度曲线。
109.在一些实施例中,步骤260可以由送丝速度曲线获取模块160执行。
110.送丝速度曲线获取模块160可以基于步骤250所获得的热丝对应的脉冲相关参数,进一步确定各子部分中的送丝速度曲线,所述送丝速度曲线中包括热丝送丝速度曲线和冷丝送丝速度曲线。
111.在一些实施例中,子部分中的金属成分可以不同。在该场景的实施例中,冷丝速度曲线与热丝速度曲线可以各异性地匹配,以获得不同成分的堆积金属成分。具体地,送丝速度曲线获取模块160可以获取所述子部分中的第二分布,所述第二分布表示零件子部分中的成分分布;在获取热丝、冷丝的对应成分的基础上进而确定热丝速度与冷丝速度的匹配关系,基于所述匹配关系确定所述子部分中的送丝速度曲线。示例性的,ti6al4v,ti6al2v,ti3al3v,ti4al1v,ti5al1.5v,ti6.5al3.5mo,ti6.5al2zr对应的室温拉伸性能分别为850mpa、800mpa、720mpa、750mpa、776mpa、801mpa、887mpa。更进一步地,热-冷丝成分确定模块130获取整个零件的应力分布上极限值与下极限值。如整体零件的拉伸上极限值为841mpa,下极限值为724mpa,则整个零件的成分可以设置为ti-xal-yv构成的合金,其中x表示铝合金在堆积金属的含量,y表示钒合金在堆积金属的含量,x和y可以在堆积过程中发生任意比例的变换。
112.为了具体说明,可以假设热丝成分为ti-2al,冷丝成分为al-45v,送丝速度曲线获取模块160则可以基于v在堆积金属中的比例,确定热丝与冷丝之间的速度比例,如堆积金
属为ti-6al-4v,则可以确定热丝与冷丝之间的速度比例为10.25,即对应的第一比例为10.25。优选的,冷丝成分可以由铝基药芯焊丝实现,以使得中间包覆的合金元素达到所需设置的比例。
113.由于热丝送丝速度显著影响电弧增材过程中的电弧稳定性,在本说明书的一个及多个实施例中,热丝速度应在第一预设阈值范围内波动(第一预设阈值范围可以是10%),以使得打印过程的稳定。
114.步骤270(即步骤s4),基于所述送丝速度曲线以及所述脉冲相关参数确定焊道成型尺寸,基于所述焊道成型尺寸对所述子部分进行切片,以此为基础对每层切片进行打印,层层堆砌得到打印好的制件。
115.在一些实施例中,步骤270可以由制件打印模块170执行。
116.制件打印模块170可以基于步骤260所得的工艺参数变化曲线进行当前切片层的增材制造。
117.图3是根据本说明书一些实施例所示的基于脉冲频率变化时热-冷丝复合的钛合金晶粒尺寸变化示意图。
118.当热丝为ti-2al,冷丝成分为al-45v,热丝与冷丝之间的速度比例为10.25时,堆积金属的成分为ti-6al-4v,此时,采用不同的热丝对应的频率进行增材制造时,对应的晶粒尺寸测量结果如下表所示,其对应的金相组织及晶粒尺寸大小分布图如图4所示,晶粒尺寸测量原始数据如图5中(a)~(j)所示。
119.表1横向试样晶粒尺寸测量结果
[0120][0121]
其中,图4所示晶粒尺寸的箱线图,其中箱体区间设置为25%~75%,下边缘到上边缘设置为5%~95%。箱体图可以直观反映晶粒尺寸的集中度,更为直观地反映脉冲频率对晶粒尺寸的影响规律。由图4可得,脉冲频率为0hz时,箱体的面积较大,上下边缘间距较大,25%~75%之间的数据集中在26
×
10-3
~101
×
10-3
mm2之间说明此时的晶粒尺寸较为分散。脉冲频率为50hz时,箱体的面积小,上下边缘间距小,25%~75%之间的数据集中在14
×
10-3
~43
×
10-3
mm2之间,说明此时的晶粒尺寸较为集中,晶粒细化效果好。脉冲频率为80hz时,箱体的面积和上下边缘间距都很大,25%~75%之间的数据集中在32
×
10-3
~199
×
10-3
mm2之间,说明此时的晶粒尺寸较为分散,晶粒细化效果差。脉冲频率为110hz时,箱体的面积小,上下边缘间距小,25%~75%之间的数据集中在25
×
10-3
~59
×
10-3
mm2之间,说明此时的晶粒尺寸较为集中,晶粒细化效果较好。脉冲频率为160hz时,箱体的面积、上下边缘间距都较小,25%~75%之间的数据集中在17
×
10-3
~53
×
10-3
mm2之间,说明此时的晶粒尺寸较为集中,晶粒细化效果较好。
[0122]
究其原因,在脉冲频率为0hz时,熔滴过渡方式为短路过渡,此时金属液的表面张力及电弧剪切力是促使熔池内金属熔液流动的主要驱动力,都作用在整个熔池的上表面。这时的熔滴过渡方式较为平缓,熔池内的金属熔液流动速度较低,运动范围小,所以就导致熔池内的搅拌作用小,晶粒生长受到的影响小,所以此时的晶粒尺寸大。当脉冲频率为50hz
时,熔滴过渡方式为大滴过渡,在熔滴脱离焊丝端部而尚未进入熔池的时间内,受到重力和电磁力等的作用,其速度将进一步增加。而且由于熔滴质量大,所以对熔池的冲击和搅拌作用大,从而对熔池的搅拌作用强,熔池内金属液的流动速度大,所以此时的晶粒细小。之后随着脉冲频率的增加,熔滴的尺寸减小,对熔池的冲击作用减小。虽然熔滴滴落的次数增加,但是增加有限,由于其冲击力过小,所以对熔池的搅拌作用小,熔池内金属熔液的流动速度低,所以试样晶粒尺寸增大。再之后随着脉冲频率的继续增加,熔滴过渡方式由滴状过度转变为射滴过渡,虽然对熔池的冲击力持续减小,但是熔滴滴落频率极大,所以搅拌作用增强,晶粒细化作用增强。
[0123]
进一步地,为了耦合脉冲频率-晶粒尺寸与力学性能之间的关系,如图6所示为不同脉冲频率下室温拉伸实验结果示意图。由图6可得,抗拉强度和屈服强度随频率变化的趋势相同,都是在脉冲频率为50hz时,试样的抗拉强度和屈服强度达到最大,当脉冲频率为80hz时,试样的抗拉强度和屈服强度最小。而当脉冲频率为110hz和160hz时,两者的值相差不大。结合第四章的结果分析,试样的抗拉强度和屈服强度变化趋势与晶粒尺寸变化趋势相同,因此推测电弧增材制造的钛合金构件的力学性能受晶粒尺寸控制。受脉冲频率的影响,晶粒的细化程度不同,脉冲频率在50hz时晶粒细化效果最佳,从而使得此时的力学性能最佳,在80hz时的晶粒最大,因此力学性能最差,在110hz和160hz时平均晶粒尺寸相差不大,所以力学性能也相近。
[0124]
图7是根据本说明书一些实施例所示的一个示例性的多步卷积神经网络训练过程的示意性流程图。
[0125]
步骤710,获取卷积神经网络的初始模型。
[0126]
卷积神经网络的初始模型包括第一部分和第二部分,其中,所述初始模型的第一部分和第二部分至少包括若干卷积层;卷积神经网络的结构可参见图8所示,在此不再赘述。
[0127]
卷积神经网络的初始模型包括初始化的模型参数以及完整的模型结构。在一些实施例中,初始模型可以是一个未经训练的卷积神经网络或未训练完成的卷积神经网络。初始模型的各层可以设置有初始参数,参数在训练过程中可以被不断地调整,直至完成训练为止。
[0128]
在一些实施例中,可以基于统计学的方法结合金属学领域的已有知识获取多步卷积神经网络的预训练模型。具体地,可以基于统计学的方式按二次通用旋转组合实验或者是正交实验的方式选取少量特定样本,进而基于少量特定样本得到精度较差的多步卷积神经网络的预训练模型。可以理解,本领域知识中已可以定性地解释脉冲相关参数-晶粒尺寸-力学性能之间的对应关系,即可以反映模型训练的收敛方向。采用上述预训练模型的获取方式,一方面可以实现已有金属学知识到多步卷积神经网络的复用,大大减少了后续训练过程的训练迭代次数和计算量;另一方面可以降低后续训练过程的样本数量的需求,减轻样本标定带来的成本。
[0129]
步骤720,获取第一训练样本集和第二训练样本集。
[0130]
所述第一训练样本集中包括多张不同脉冲相关参数下晶粒尺寸分布的样本,所述第二训练样本集中包括多个不同晶粒尺寸分布下力学性能实测样本。在一些实施例中,不同脉冲相关参数下晶粒尺寸分布的样本以及不同晶粒尺寸分布下力学性能实测样本可以
由人工进行标注。在一些替代性实施例中,不同脉冲相关参数下晶粒尺寸分布的样本以及不同晶粒尺寸分布下力学性能实测样本均可以由实验实测值进行标注。例如,图5所示的方法进行标注。
[0131]
步骤730,基于所述第一训练样本集合进行所述初始模型第一部分、第二部分的多轮训练,获得预训练好的初始模型第一、第二部分。
[0132]
初始模型可以基于第一训练样本集合的一个或一系列样本进行前向传播,得到相贯区域形状预测值h1,并基于第一训练样本的标签构建损失函数并进行反向传播,得到各层模型参数的修正值(或梯度)包括多个矩阵元素(如梯度元素),其与模型参数一一对应,每个梯度元素反映参数的修正方向(增加或减小)以及修正量。
[0133]
为方便理解,以图9所示的模型为例说明模型的一轮训练过程。其中包括三个卷积层,共6个卷积核。每个卷积核处的运算与卷积核6类似,进而可以使用以下两个公式来描述卷积神经网络的前向传播过程:
[0134]
z=f(y)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)
[0135]yn
=∑
m∈in(n)
(w
m,n
zm+bn)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(2)
[0136]
其中,y表示卷积核的激活函数f(
·
)的输入数据,z表示该卷积核的输出,对于模型输出层的卷积核,z可以是模型对训练样本或待预测对象的预测结果;下标n或m表示卷积核的序号,in(n)表示卷积核n的前一层卷积核的序号的集合,以图9为例,卷积核4接收卷积核1、卷积核2以及卷积核3的输出,in(4)={1,2,3}。w
m,n
表示卷积核m映射到卷积核n的权重,bn为卷积核n对应的常数项。其中,w
m,n
以及bn组成了卷积神经网络模型的模型参数,其取值可以通过训练获得。
[0137]
通过前向传播,训练样本的特征数据可经卷积神经网络模型的各卷积层逐层处理,得到预测结果。
[0138]
反向传播算法会对特定训练样本的预测结果与标签数据进行比较,确定网络的每个权重的更新幅度。也就是说,反向传播算法用于确定损失函数相对每个权重的变化情况(亦可称为梯度或误差导数),记为
[0139]
以图9的示例性网络层神经网络模型为例。首先,可以计算出损失函数值相对出输出卷积核6的输出的梯度当损失函数为均方差损失函数时,其中z6为预测结果,为标签数据。后续则可以通过链式法则,计算出损失函数值相对卷积核6与卷积核5之间的权重w
5,6
的梯度以及损失函数值相对出输出卷积核5的输出的梯度
[0140][0141]
[0142][0143]
以此类推,可以逐一求出损失函数值相对每个权重的梯度。
[0144]
鉴于上述过程,可以基于损失函数值lossi进行反向传播梯度,直到计算出损失函数值相对初始输出矩阵中各元素的梯度,进而基于各元素的梯度实现模型的更新,以此实现了模型的一轮更新。由此基于上述算法实现多轮迭代,直至模型收敛或者是模型性能指标满足阈值要求为止,从而得到了训练好的卷积神经网络的第一部分和第二部分。
[0145]
在一些实施例中,可以基于差异度以及样本标签判断是否进行下一轮迭代或者就此确定训练好的模型。判断的标准可以是迭代次数是否已经达到预设迭代次数、更新后的模型是否满足预设的性能指标阈值等又或者是否收到终止训练的指示。若确定需要进行下一次迭代,则可基于当前次迭代过程更新后的模型进行下一次迭代。若确定不需要进行下一次迭代,则可将当前次迭代过程中获取的更新后的模型作为最终训练好的模型。
[0146]
步骤740,获取联合训练样本集。
[0147]
联合训练样本集所述联合训练样本集包括多个不同脉冲相关参数下的力学性能实测样本。其主要作用是在多步卷积神经网络已经预训练完成后,采用联合训练的样本集对多步卷积神经网络进行进一步的训练,使得所得的模型更加准确。
[0148]
步骤750,基于所述联合训练样本集对预训练好的初始模型的第一、第二部分进行联合训练,得到训练好的多步卷积神经网络模型。
[0149]
预训练好的初始模型的第一、第二部分可以串联后,通过联合训练样本的前向传播,得到预测值h,并基于联合训练样本的标签构建损失函数并进行反向传播,得到各层模型参数的修正值(或梯度)包括多个矩阵元素(如梯度元素),其与模型参数一一对应,每个梯度元素反映参数的修正方向(增加或减小)以及修正量。有关前向传播和反向传播的更多说明可参见图9的相应描述,在此不再赘述。
[0150]
若联合训练过程中发现所得的多步卷积神经网络模型的性能很差或者收敛一致性不好。可以返回步骤730和步骤740进行初始模型第一、第二部分的更加精确的训练,使得预训练的模型性能更好后再进行步骤750的联合训练。
[0151]
可以理解,采用多步卷积神经网络的方式不同卷积层的训练过程可以多线程并行训练,训练过程也可以在不同的主机端进行,大大降低了训练过程所需的时间。
[0152]
在一些实施例中,步骤340所训练的多步卷积神经网络的第三部分可以是单独训练,单独使用的。在该场景的实施例中,多步卷积神经网络的第三部分可以是预先训练确定好后,再反向训练多步卷积神经网络的第一、第二部分。例如,多步卷积神经网络进行联合训练时,第三部分不进行任何更新,模型的反向运算结果可以直接传递到模型的第一部分和第二部分,以此达到联合训练得到精度更高的多步卷积神经网络模型。
[0153]
计算机存储介质可能包含一个内含有计算机程序编码的传播数据信号,例如在基带上或作为载波的一部分。该传播信号可能有多种表现形式,包括电磁形式、光形式等,或合适的组合形式。计算机存储介质可以是除计算机可读存储介质之外的任何计算机可读介质,该介质可以通过连接至一个指令执行系统、装置或设备以实现通讯、传播或传输供使用的程序。位于计算机存储介质上的程序编码可以通过任何合适的介质进行传播,包括无线电、电缆、光纤电缆、rf、或类似介质,或任何上述介质的组合。
[0154]
一些实施例中使用了描述成分、属性数量的数字,应当理解的是,此类用于实施例描述的数字,在一些示例中使用了修饰词“大约”、“近似”或“大体上”来修饰。除非另外说明,“大约”、“近似”或“大体上”表明数字允许有
±
20%的变化。相应地,在一些实施例中,说明书中使用的数值参数均为近似值,该近似值根据个别实施例所需特点可以发生改变。在一些实施例中,数值参数应考虑规定的有效数位并采用一般位数保留的方法。尽管本说明书一些实施例中用于确认其范围广度的数值域和参数为近似值,在具体实施例中,此类数值的设定在可行范围内尽可能精确。
[0155]
本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1
- 改善镁合金板带材组织织构和力学性能的轧制加工方法
- 用于弱基面织构镁合金薄板带材的连续挤压加工装置及挤压加工方法
- 一种各向异性磁阻坡膜合金固定易磁化轴的制备装置的制造方法
- 一种以NiFe合金为磁性层的各向异性磁电阻材料及其制备方法
- 颗粒材料正交各向异性的细观组构定量测试与分析方法
- 一种在双轴织构NiW合金基片上制备高温超导涂层导体NiO/SmBiO3复合缓冲层薄膜的方法
- 一种在双轴织构NiW合金基片上制备高温超导涂层导体La<sub>2</sub>Zr<sub>2</sub>O<sub>7</sub>缓冲层薄膜的方法
- 各向异性导电接合组件的制作方法
- 木材复杂各向异性本构关系模型的数值模拟方法
- 一种新型颗粒材料组构各向异性的定量测试与分析方法