面向多品种小批量离散加工的多目标优化排程系统的制作方法
1.本发明涉及排程系统技术领域,具体为面向多品种小批量离散加工的多 目标优化排程系统。
背景技术:
2.由于多品种、小批量离散加工行业的特性,在产品进行加工的时候,受 设备、加工工时、准备工时、工艺路线,工装等约束资源较多,同时突发生 产扰动事件多,经常出现插单、撤单等情况,人工排产计划调度员难以及时 响应,从而导致计划调度人员无法准确平度产能,频繁进行协调计划,并且 由于人工排产工作量较大,所以在进行多品种、小批量离散加工时很难达到 效率的近优解。
3.现有大部分排产系统都是在假定无限能力的前提下进行、未考虑有限物 料的约束条件,针对突发生产扰动事件,现有大部分排产系统不能实现动态 滚动排产,无法快速响应插单、撤单等情况,并且针对多品种、小批量离散 加工行业,排产需要考虑的约束条件和目标函数多,现有大部分排产系统考 虑约束条件有效,影响排产效率,因此,本领域技术人员提出了一种面向多 品种小批量离散加工的多目标优化排程系统。
技术实现要素:
4.针对现有技术的不足,本发明提供了面向多品种小批量离散加工的多目 标优化排程系统,解决了现有排产系统无法实现滚动排产、无法快速响应插 单、撤单从而影响排产效率的问题。
5.为实现以上目的,本发明通过以下技术方案予以实现:面向多品种小批 量离散加工的多目标优化排程系统,包括毛坯资源准备模块、排程策略设置 模块、排程方案维护模块、自动排程管理模块、手动排程管理模块、排程结 果可视化模块、排程结果查询模块、排程结果分析模块和排程结果下发模块, 所述毛坯资源准备模块用于获取毛坯生产计划完成情况,并以标准加工工时 作为排程计算的依据,所述排程策略设置模块用于根据产品的加工工艺、客 户的优先级以及实际生产情况进行产品加工排程处理,所述排程方案维护模 块用于根据预先设定的排程策略、瓶颈资源、优先级、排程规则以及当前所 拥有的资源信息,系统自动对已经选定的待排程生产任务进行排程计算,所 述自动排程管理模块用于通过设置好的排程参数,系统依据排程参数进行排 程计算和排程管理,所述手动排程管理模块用于通过系统提供的自定义交互 式的排程模式,即使用者按照其经验及现场情况,对生产任务进行手动排程。
6.优选的,所述排程结果可视化模块用于通过设备视图、订单视图以及人 员视图对排程方案进行视图展示,所述排程结果查询模块用于使用者通过系 提供的多种查询模式对产品的排程结果进行查询,所述排程结果分析模块用 于对现有排出方案的合理性进行分析,并自动计算出设备的利用率,所述排 程结果下发模块用于将确认无误的排程方案下发到生产线或者设备之上,并 同时在系统中生成不同的工单。
7.优选的,所述排程策略设置模块由合并策略单元、客户优先级策略单元 和生成任务重要程度策略单元组成,所述合并策略单元用于通过排程算法中 内置的合并策略单元将相同图号的零件或者工艺路线相似的加工件在满足整 体交期的基础上进行合并加工,所述客户优先级策略单元用于根据客户的重 要程度进行设置相应权重值,并根据权重值高低确认产品的完成顺序,所述 生产任务重要程度策略单元用于根据生产任务的重要和紧急程度设置相应的 权重值,并根据权重值的高低确定生产任务的重要程度。
8.优选的,所述排程结果查询模块由简单查询单元和高级查询单元组成, 所述简单查询单元用于通过产品代号、客户名称关键词对排程数据进行查询, 所述高级查询单元用于通过产品代号、客户名称、交货日期、排程状态多个 字段对生产排程实现组合查询,所述简单查询单元和高级查询单元所查询出 来的结果均可导出。
9.优选的,所述排程方案维护模块中的排程策略包括逆向排程、正向排程 以及混合排程三种排程策略,所述排程规则包括最小化任务延迟、最小化任 务流程时间以及最大化设备能力三种规则。
10.优选的,所述自动排程管理模块提供前台计算模式和后台计算模式两种 计算模式,所述前台计算模式即用户在电脑前等待计算完成,且等待过程中 会有进度显示,所述后台计算模式是通过系统进行计算,计算完毕之后通过 信息推送手段通知用户查收排程结果。
11.本发明提供了面向多品种小批量离散加工的多目标优化排程系统。具备 以下有益效果:
12.1、本发明通过结合当前生产约束资源,并采用有限能力约束理论,针对 多品种、小批量离散加工行业,基于多目标多约束条件进行优化排产实现多 个目标函数近优化,提高生产效率,降低加工成本,使得排产结果更加贴合 实际。
13.2、本发明通过工序级的生产排程,使得排程结果能够精确到每个生产任 务的每道工序的加工时间,同时可以对突发扰动事件进行及时响应,降低因 插单等突发事件造成的生产影响,并且通过对产能的准确评估,使得各项订 单可以在客户需要时间之前进行交货,有利于提高客户的满意度。
附图说明
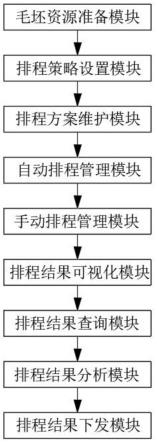
14.图1为本发明的整体系统流程示意图;
15.图2为本发明的排程策略设置模块组成示意图;
16.图3为本发明的排程结果查询模块组成示意图;
17.图4为本发明的系统功能架构示意图;
18.图5为本发明的系统集成架构示意图。
具体实施方式
19.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行 清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而 不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做 出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.实施例:
21.如图1-5所示,本发明实施例提供面向多品种小批量离散加工的多目标 优化排程系统,包括毛坯资源准备模块、排程策略设置模块、排程方案维护 模块、自动排程管理模块、手动排程管理模块、排程结果可视化模块、排程 结果查询模块、排程结果分析模块和排程结果下发模块,毛坯资源准备模块 用于获取毛坯生产计划完成情况,并以标准加工工时作为排程计算的依据, 排程策略设置模块用于根据产品的加工工艺、客户的优先级以及实际生产情 况进行产品加工排程处理,排程方案维护模块用于根据预先设定的排程策略、 瓶颈资源、优先级、排程规则以及当前所拥有的资源信息,系统自动对已经 选定的待排程生产任务进行排程计算,自动排程管理模块用于通过设置好的 排程参数,系统依据排程参数进行排程计算和排程管理,手动排程管理模块 用于通过系统提供的自定义交互式的排程模式,即使用者按照其经验及现场 情况,对生产任务进行手动排程。
22.毛坯资源准备模块在获取毛坯生产计划完成情况后,系统根据图号、毛 坯完成日期,建立毛坯生产计划信息与零件生产计划的关联关系,从而在毛 坯数量上满足后续零件排程的要求。
23.手动排程管理模块使得用户可设定该任务在哪些机床设备上完成,也可 对现有的排程结果进行调整,比如调整某些任务的上线顺序,或者撤销已生 成的排程结果,系统将根据初始设定参数,对排程结果进行判定,若出现超 出设备加工能力范围之外的排程结果,系统将自动提示用户进行调整。
24.如图2所示,排程方案维护模块在与插单和甩单等操作时,可直接变更 待排程任务集合即可,并且排程方案中的每一天明细对应一个工单,即某个 任务对应的零件,其中某一道工序在某一台设备上进行加工,同时排程方案 可直接下发生成工单,后续生产可根据工单指定内容进行开展,排程人员可 很久需要调整排程参数,从而生成新的排程方案,也可以修改或者删除已有 的排程方案。
25.排程结果可视化模块用于通过设备视图、订单视图以及人员视图对排程 方案进行视图展示,排程结果查询模块用于使用者通过系提供的多种查询模 式对产品的排程结果进行查询,排程结果分析模块用于对现有排出方案的合 理性进行分析,并自动计算出设备的利用率,排程结果下发模块用于将确认 无误的排程方案下发到生产线或者设备之上,并同时在系统中生成不同的工 单。
26.排程结果分析模块对现有排出方案的合理性进行分析,并自动计算出设 备的利用率,通过该内容可以对计划调度员调整排程结果提供依据,并且在 排程结果调整后,可重新对产能及设备利用率进行计算。
27.排程结果下发模块用于将确认无误的排程方案下发到生产线或者设备之 上,并同时在系统中生成不同的工单,生成的工单与排程方便编号相关联, 若还未投入生产上线则可以一键撤回,重新排程再行派工。
28.排程策略设置模块由合并策略单元、客户优先级策略单元和生成任务重 要程度策略单元组成,合并策略单元用于通过排程算法中内置的合并策略单 元将相同图号的零件或者工艺路线相似的加工件在满足整体交期的基础上进 行合并加工,客户优先级策略单元用于根据客户的重要程度进行设置相应权 重值,并根据权重值高低确认产品的完成顺序,生产任务重要程度策略单元 用于根据生产任务的重要和紧急程度设置相应的权重
值,并根据权重值的高 低确定生产任务的重要程度。
29.在进行产品加工的时候,如果产品的图号相同、工艺路线相似或者涉及 到的工装是一致的话,并且多种产品的交期间隔时间不长的话,系统会通过 合并策略单元将多种产品的生产加工进行合并,从而缩短产品换型时间以及 整体交货期,并且系统可以通过生产任务重要程度策略单元以及相应的加工 实际情况,对待排程的任务进行相关排程策略的设置。
30.如图3所示,排程结果查询模块由简单查询单元和高级查询单元组成, 简单查询单元用于通过产品代号、客户名称关键词对排程数据进行查询,高 级查询单元用于通过产品代号、客户名称、交货日期、排程状态多个字段对 生产排程实现组合查询,简单查询单元和高级查询单元所查询出来的结果均 可导出。
31.排程方案维护模块中的排程策略包括逆向排程、正向排程以及混合排程 三种排程策略,排程规则包括最小化任务延迟、最小化任务流程时间以及最 大化设备能力三种规则。
32.整体系统采用有限能力约束理论和多目标函数排产,考虑工艺资源、订 单资源、产能资源、排班资源等多方面因素,经过优化算法,自动实现工序 级生产排程,并且同时支持正向排程、逆向排程以及混合方向排程。
33.自动排程管理模块提供前台计算模式和后台计算模式两种计算模式,前 台计算模式即用户在电脑前等待计算完成,且等待过程中会有进度显示,后 台计算模式是通过系统进行计算,计算完毕之后通过信息推送手段通知用户 查收排程结果,前台计算模式适用于数据量、规模较小的排程问题,而后台 计算模式则适用于数据量、规模较大的排程问题,具体的数据量的阀值工作 人员可以根据现场的加工情况来确定。
34.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而 言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行 多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限 定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1