一种作业配方下发方法,系统和镭雕作业设备与流程
本技术涉及二维码镭雕作业,特别涉及一种作业配方下发方法,系统和镭雕作业设备。
背景技术:
1、二维码,又称二维条码,常见二维码为qrcode(quickresponse),是一个近几年来移动设备上流行的一种编码方式,它比传统的barcode条形码能存更多的信息,也能表示更多的数据类型。镭雕二维码是一种通过使用光能导致物质表面发生化学物理变化,或者利用光能烧掉物质的部分来形成痕迹的方式。这样可以在pcb板上刻印出所需的图案、文字、条形码等各种图形,包括二维码。
2、在生产过程中,经常会遇到需根据客户要求在pcb板的边缘或内部特定区域打上二维码,其中包含了日期、批号、周期、客户名称等客户需求的信息。这样可以实现客户终端对产品进行追踪和管控,确保产品的可追溯性和质量控制。而在进行二维码镭雕作业工程中,需要作业人员根据客户提供的规则进行手动输入打码规则和手动编排打码位置进行生产作业,整个作业过程均采用手动作业方式,导致以下作业难点无法解决:1.当多台对同一客户进行打码作业时,由于是单机数据库,会出现重码的问题;2.打码规则和打码位置,由手工输入和编排,工作效率低,容易出错,可能导致二维码无法被正确识别,或者识别时产生误差,导致生成的二维码与原始数据不符。
技术实现思路
1、本技术为解决上述技术问题,提供一种作业配方下发方法,系统和镭雕作业设备。通过引入自动化解决方案可以提高生产效率,减少人为错误,并保证生成的二维码与原始数据的一致性。
2、第一方面,本技术提供一种作业配方下发方法,所述方法用于二维码镭雕作业中;所述方法包括:
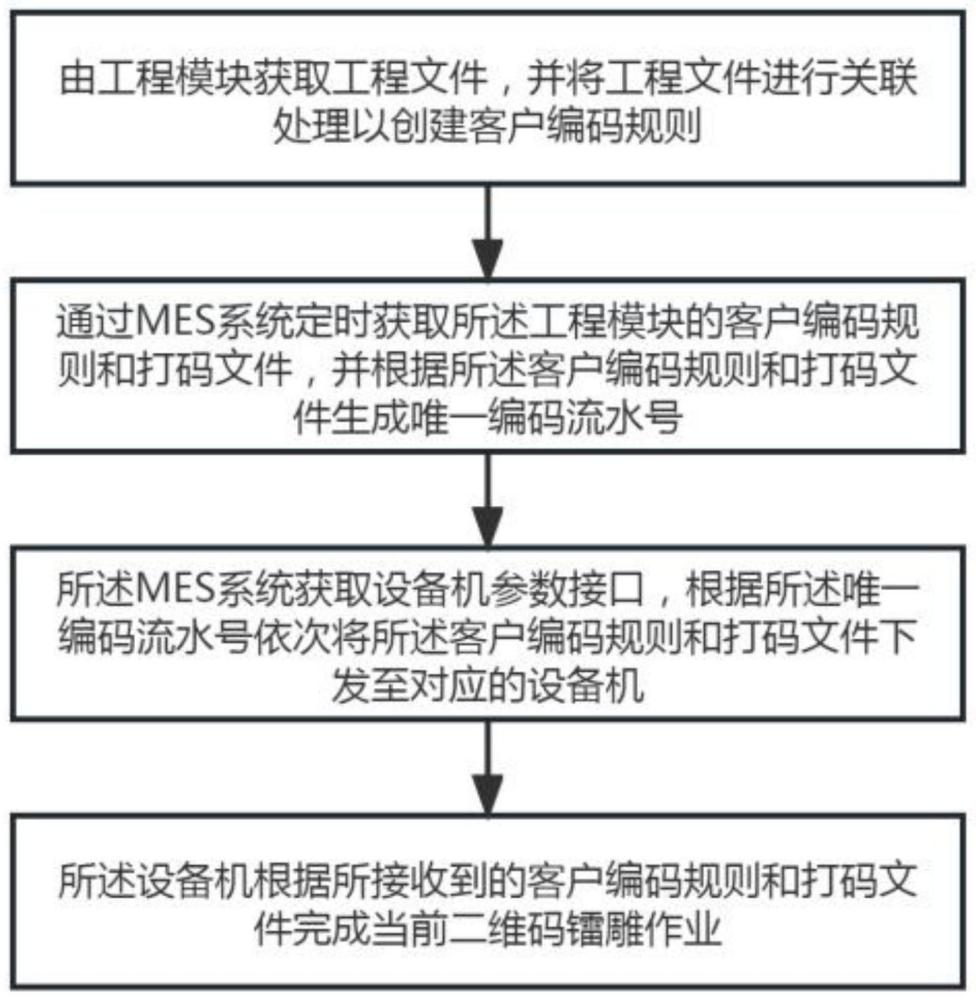
3、s1:由工程模块获取工程文件,并将工程文件进行关联处理以创建客户编码规则;
4、s2:通过mes系统定时获取所述工程模块的客户编码规则和打码文件,并根据所述客户编码规则和打码文件生成唯一编码流水号;
5、s3:所述mes系统获取设备机参数接口,根据所述唯一编码流水号依次将所述客户编码规则和打码文件下发至对应的设备机;
6、s4:所述设备机根据所接收到的客户编码规则和打码文件完成当前二维码镭雕作业。
7、本发明实现多设备数据互连,通过数据库平台方式,将多设备统一数据接入,统一配方申请-下发-回收-校验等工作。可以有效提升工作效率,解决由人员手动录入规则的作业方式,引入方案后可直接实现配方下发,时效大幅提升,由原来300min/款提升至10min/款。进一步的解决重码问题,通过配方统一生成唯一的18位码并分发给各机台设备,保证每台设备均使用唯一的码进行作业,无重码情况发生。且通过与现有手动作业模式比对,大大提升作业效率和降低品质风险,让生产作业趋于简单化。
8、在第一方面的一些实现方式中,所述将工程文件进行关联处理以创建客户编码规则,具体为:
9、s101:对所述工程文件进行解析,获取关键信息;所述关键信息至少包括客户编码或客户名称,产品料号或编码规则,以及打码文件;
10、s102:根据客户的编码要求,创建对应的编码数栏位,将所述客户编码或客户名称,产品料号或编码规则,以及打码文件进行关联;
11、所述编码数栏位包括固定码和变量码。
12、其中,固定码是指在二维码中的一部分信息是固定的,如客户编码或特定的标识码。这些信息可以直接与客户的要求相关联,以确保每个二维码都包含正确的固定码内容。
13、变量码是指在二维码中的一部分信息是根据每个产品的具体要求而变化的,如日期、批号等。这些变量码根据客户编码规则和产品料号等关键信息动态生成,以保证每个产品的二维码都具有唯一性和相关性。
14、通过创建正确的编码数栏位并将关键信息进行关联,可以确保在后续的生成唯一编码流水号和下发至设备机的过程中,使用正确的编码规则和打码文件来完成二维码镭雕作业。
15、在第一方面的一些实现方式中,所述唯一编码流水号为数字、字母和符号中的任一种或其组合。
16、在第一方面的一些实现方式中,所述步骤s3还包括:
17、s301:在mes系统中根据设备机信息配置设备机参数接口,所述设备机信息包括设备机的ip地址、端口号以及通信协议;
18、s302:所述mes系统通过所述设备机参数接口获取设备机参数,所述设备机参数包括设备机的实时状态和可用信息,并确定当前设备机可接收新任务后,将所述唯一编码流水号,客户编码规则和打码文件下发至对应的设备机;
19、s303:所述设备机接收完成新任务后加载至待处理任务栏,以待按序进行二维码镭雕作业;
20、其中,所述mes系统和设备机之间通过无线传输通信连接。例如可以基于适当的无线通信技术,如wi-fi、蓝牙或其他无线网络技术进行实现,通过无线通信连接,mes系统与设备机可以相互传递数据和命令,实现任务下发和状态反馈。
21、在第一方面的一些实现方式中,所述步骤s4还包括:
22、s401:所述设备机根据第一次接收到的唯一编码流水号,客户编码规则和打码文件进行首次调机试打;
23、s402:判断当前打码文件是否需要修改,若需要,则将打码文件返回至工程模块;否则,进入批打,完成正式二维码镭雕作业。
24、在第一方面的一些实现方式中,所述步骤s402还包括:在完成首次调机试打后,对打出来的二维码进行扫码验证,并与所述mes系统下发的唯一编码流水号,客户编码规则和打码文件进行比对,确认打码信息满足一致性要求。
25、第二方面,本技术还提供一种作业配方下发方法的系统,所述系统包括:相互通信连接的工程模块,mes系统以及制造模块;
26、所述工程模块包括项目导入单元,客户模板设置单元,编码规则设置单元;所述项目导入单元用于导入订单信息;所述客户模板设置单元用于自定义或导入客户要求的编码模板;所述编码规则设置单元根据所述订单信息和预设的编码模板自定义编码规则;
27、所述mes系统包括编码参数单元,客户编码规则单元和日志单元;所述mes系统通过获取所述工程模块的客户编码规则和打码文件,并根据所述客户编码规则和打码文件生成唯一编码流水号;
28、所述制造模块绑定多个不同型号的设备机,所述设备机根据所述mes系统下发的客户编码规则和打码文件完成当前二维码镭雕作业。
29、所述系统还包括数据共享模块,所述数据共享模块用于收录所述工程模块端所有的编码规则,用于向所述mes系统提供客户编码规则和打码文件以完成对所述工程文件进行解析并获取关键信息。
30、所述工程模块,数据共享模块,mes系统以及制造模块分别设立于不同上位机端,所述数据共享模块可对接多个工程模块和mes系统,且任意工程模块和mes系统端的数据不相互重合;所述mes系统与多个不同型号的设备机连接,且每一设备机端可接收到多个不同的唯一编码流水号。
31、第三方面,本技术还提供一种镭雕作业设备,其特征在于,所述镭雕作业设备采用如上所述的一种作业配方下发方法以完成不同客户编码规则和打码文件的二维码镭雕作业。
32、与现有技术相比,本技术至少具备以下有益效果:
33、1.提高生产效率:通过自动化的作业配方下发方法,减少了手动输入和编排的工作,提高了生产效率。工程模块的关联处理和mes系统的定时获取和下发操作可以更高效地完成作业流程,节省时间和劳动力成本。
34、2.避免重码问题:通过生成唯一的编码流水号来管理二维码的生成,可以避免多台设备对同一客户进行打码作业时出现重码问题。mes系统在任务下发之前对已使用的编码进行检查,确保不重复使用。
35、3.提高准确性和一致性:通过将客户编码规则和打码文件与设备机参数接口进行关联,确保了在下发作业时使用正确的规则和文件。这样可以减少人为错误,提高打码的准确性和一致性,避免二维码无法被正确识别或出现误差的情况。
36、4.实现数据的自动化处理:通过工程文件的解析和关联处理,将工程文件中的关键信息提取出来,自动生成编码规则和相关的任务数据。这样可以减少人工干预,提高数据处理的准确性和效率,并确保每个二维码都包含了正确的信息。
37、5.实现数据的自动化处理:通过工程文件的解析和关联处理,将工程文件中的关键信息提取出来,自动生成编码规则和相关的任务数据。这样可以减少人工干预,提高数据处理的准确性和效率,并确保每个二维码都包含了正确的信息。
38、综上所述,通过本发明所述的作业配方下发方法通过自动化、准确性和一致性的提升,提高了生产效率和二维码镭雕作业的质量,同时实现了产品的可追溯性和质量控制。这些技术效果都有助于提升整体生产流程和产品管理的效益。
- 还没有人留言评论。精彩留言会获得点赞!