一种铸件质量控制方法及系统与流程
本发明涉及金属铸造,具体涉及一种铸件质量控制方法及系统。
背景技术:
1、铸件的质量控制是保障铸件生产合格的基准,为提高铸件生产的合格率,需严格进行铸件的制铸造质量把控。然而由于铸件生产过程中,不可避免的会受到内外多因素的影响,导致铸件的生产合格率受限。
2、目前,主要通过于整体工艺中筛选铸件质量影响的关键环节,对其进行重点把控,以进行铸件质量的优化控制,仍存在一定的技术局限性。现有技术中,忽略了各工序的铸造偏差累积影响,且只针对铸造过程进行质量把控,调控覆盖面与精细化程度不足,无法实现铸件质量的精准把控,导致铸件合格率受限。
技术实现思路
1、本申请提供了一种铸件质量控制方法及系统,用于针对解决现有技术中存在的忽略了各工序的铸造偏差累积影响,且只针对铸造过程进行质量把控,调控覆盖面与精细化程度不足,无法实现铸件质量的精准把控,导致铸件合格率受限的技术问题。
2、鉴于上述问题,本申请提供了一种铸件质量控制方法及系统。
3、第一方面,本申请提供了一种铸件质量控制方法,所述方法包括:
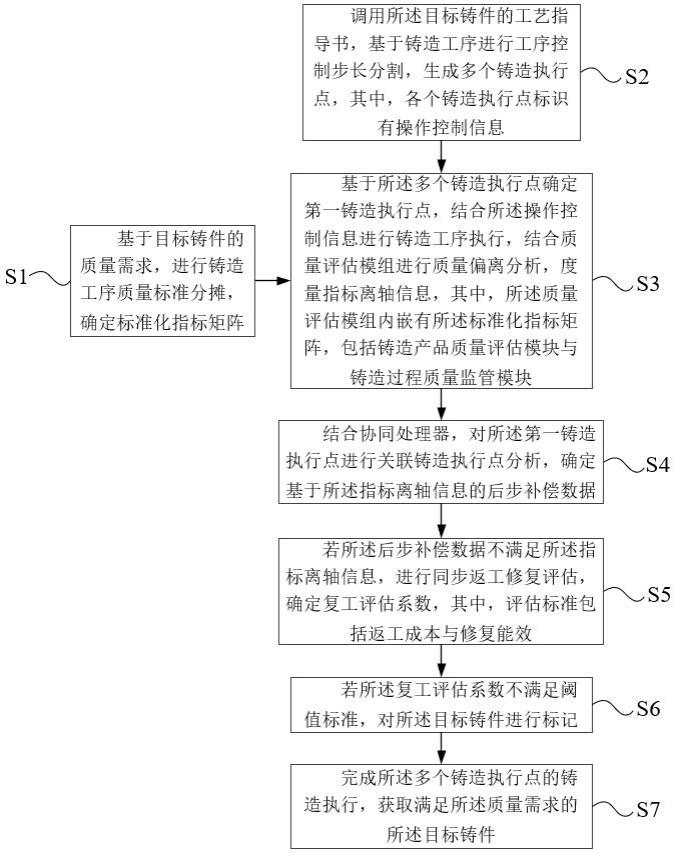
4、基于目标铸件的质量需求,进行铸造工序质量标准分摊,确定标准化指标矩阵;
5、调用所述目标铸件的工艺指导书,基于铸造工序进行工序控制步长分割,生成多个铸造执行点,其中,各个铸造执行点标识有操作控制信息;
6、基于所述多个铸造执行点确定第一铸造执行点,结合所述操作控制信息进行铸造工序执行,结合质量评估模组进行质量偏离分析,度量指标离轴信息,其中,所述质量评估模组内嵌有所述标准化指标矩阵,包括铸造产品质量评估模块与铸造过程质量监管模块;
7、结合协同处理器,对所述第一铸造执行点进行关联铸造执行点分析,确定基于所述指标离轴信息的后步补偿数据;
8、若所述后步补偿数据不满足所述指标离轴信息,进行同步返工修复评估,确定复工评估系数,其中,评估标准包括返工成本与修复能效;
9、若所述复工评估系数不满足阈值标准,对所述目标铸件进行标记;
10、完成所述多个铸造执行点的铸造执行,获取满足所述质量需求的所述目标铸件。
11、第二方面,本申请提供了一种铸件质量控制系统,所述系统包括:
12、矩阵确定模块,所述矩阵确定模块用于基于目标铸件的质量需求,进行铸造工序质量标准分摊,确定标准化指标矩阵;
13、工序步长分割模块,所述工序步长分割模块用于调用所述目标铸件的工艺指导书,基于铸造工序进行工序控制步长分割,生成多个铸造执行点,其中,各个铸造执行点标识有操作控制信息;
14、质量偏离分析模块,所述质量偏离分析模块用于基于所述多个铸造执行点确定第一铸造执行点,结合所述操作控制信息进行铸造工序执行,结合质量评估模组进行质量偏离分析,度量指标离轴信息,其中,所述质量评估模组内嵌有所述标准化指标矩阵,包括铸造产品质量评估模块与铸造过程质量监管模块;
15、协同关联分析模块,所述协同关联分析模块用于结合协同处理器,对所述第一铸造执行点进行关联铸造执行点分析,确定基于所述指标离轴信息的后步补偿数据;
16、修复评估模块,所述修复评估模块用于若所述后步补偿数据不满足所述指标离轴信息,进行同步返工修复评估,确定复工评估系数,其中,评估标准包括返工成本与修复能效;
17、铸件标记模块,所述铸件标记模块用于若所述复工评估系数不满足阈值标准,对所述目标铸件进行标记;
18、目标铸件获取模块,所述目标铸件获取模块用于完成所述多个铸造执行点的铸造执行,获取满足所述质量需求的所述目标铸件。
19、本申请中提供的一个或多个技术方案,至少具有如下技术效果或优点:
20、本申请实施例提供的一种铸件质量控制方法,基于目标铸件的质量需求,进行铸造工序质量标准分摊,确定标准化指标矩阵。调用所述目标铸件的工艺指导书,基于铸造工序进行分割生成多个铸造执行点,提取第一铸造执行点进行铸造工序执行,结合质量评估模组进行质量偏离分析,度量指标离轴信息,结合协同处理器,对第一铸造执行点进行关联铸造执行点分析,确定后步补偿数据,若不满足所述指标离轴信息,进行同步返工修复评估确定复工评估系数,若不满足阈值标准对目标铸件进行标记;完成所述多个铸造执行点的铸造执行,获取满足所述质量需求的所述目标铸件,解决了现有技术中存在的忽略了各工序的铸造偏差累积影响,且只针对铸造过程进行质量把控,调控覆盖面与精细化程度不足,无法实现铸件质量的精准把控,导致铸件合格率受限的技术问题,以质量需求为导引的分步长生产控制,以铸造过程质量与制造产品质量为衡量标准,进行工序补偿递推式监管补偿,逐铸造工序进行精细化精准控制,确保铸件质量符合质量需求。
技术特征:
1.一种铸件质量控制方法,其特征在于,所述方法包括:
2.如权利要求1所述的方法,其特征在于,所述基于目标铸件的质量需求,进行铸造工序质量标准分摊,确定标准化指标矩阵,该方法包括:
3.如权利要求2所述的方法,其特征在于,搭建所述标准化指标矩阵,该方法包括:
4.如权利要求1所述的方法,其特征在于,结合质量评估模组进行质量偏离分析,度量指标离轴信息,该方法包括:
5.如权利要求4所述的方法,其特征在于,该方法包括:
6.如权利要求4所述的方法,其特征在于,该方法包括:
7.如权利要求5所述的方法,其特征在于,所述确定基于所述指标离轴信息的后步补偿数据,该方法包括:
8.如权利要求1所述的方法,其特征在于,该方法包括:
9.一种铸件质量控制系统,其特征在于,所述系统包括:
技术总结
本发明提供了一种铸件质量控制方法及系统,涉及金属铸造技术领域,进行目标铸件质量需求分摊,确定标准化指标矩阵。调用工艺指导书确定多个铸造执行点,针对第一铸造执行点度量指标离轴信息,进行关联铸造执行点分析确定后步补偿数据,进行返工修复分析,直至完成多个铸造执行点的铸造执行,解决了现有技术中忽略了各工序的铸造偏差累积影响,且只针对铸造过程进行质量把控,调控覆盖面与精细化程度不足,无法实现铸件质量的精准把控,导致铸件合格率受限的技术问题,以质量需求为导引的分步长生产控制,以铸造过程质量与制造产品质量为衡量标准,进行工序补偿递推式监管补偿,逐铸造工序进行精细化精准控制,确保铸件质量符合质量需求。
技术研发人员:张建军
受保护的技术使用者:南通钢安机械制造有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!