一种基于机器视觉的模具冷却水道接头加工质量检测方法与流程
本发明涉及一种检测技术,尤其是涉及一种用以检测模具冷却水道接头质量及使用情况的方法。
背景技术:
1、模具内部冷却水道是热冲压模具散热的重要部分,在模具工作镶块内部通过深孔钻加工了多条冷却水管,形成冷却水路。对应复杂型面,为了靠近型面,一条水管/水路可能由2到3个直水管构成,水管之间相互连接,有多个水管接头,如图3所示。模具镶块内冷却水管都是采用深孔钻加工的,钻的孔底部锥形,如图4所示。但在加工过程中,由于加工尺寸偏差,可能会导致水道接头部位对接不好,造成连通面积过小甚至不过水。如图5所示,两条水管的中心线在一个平面,由于加工深度不够,导致接头部位没形成通孔或者通孔面积小。这种情况下,在孔内看过去,可以看到流体面积很小。如图8所示,为由于加工中心线角度偏差导致的接头部位误差,出现这种情况的误差,流通面积也会明显减少。这会导致模具在使用过程中出现局部过热,出现问题零件,导致模具返修。热冲压模具在使用一段时间后,内部水管也可能存在水垢或铁锈,导致水管内部堵塞或接通面积减少,这都会导致模具局部散热能力变差,导致问题产品出现,增加模具调试任务。
2、在模具定时检修时检查水管接头连通面积可有效避免上述问题的出现。中国实用新型专利(授权公告号为cn209894421u)公开了一种压铸模类冷却水管检测装置,授权公告号为212180206u的中国实用新型公开了一种用以模具冷却水道的检测设备。上述检测装置或设备旨在进行整体水道的漏水检测,简单且效率较高,但并未针对逐个钻孔的加工质量及各个接口的接通面积进行检测,存在无法准确定位故障区域及故障类型的问题。
技术实现思路
1、本发明针对现有技术不足,提出一种基于机器视觉检测模具内镶块水道接头加工质量的方法,通过分析模具镶块内两段水管接头的加工误差,可以检测出存在误差的水管接头,可准确定位故障区域并判别故障类型,并指出问题的原因,指导模具水道修正。
2、本发明采用的技术方案:
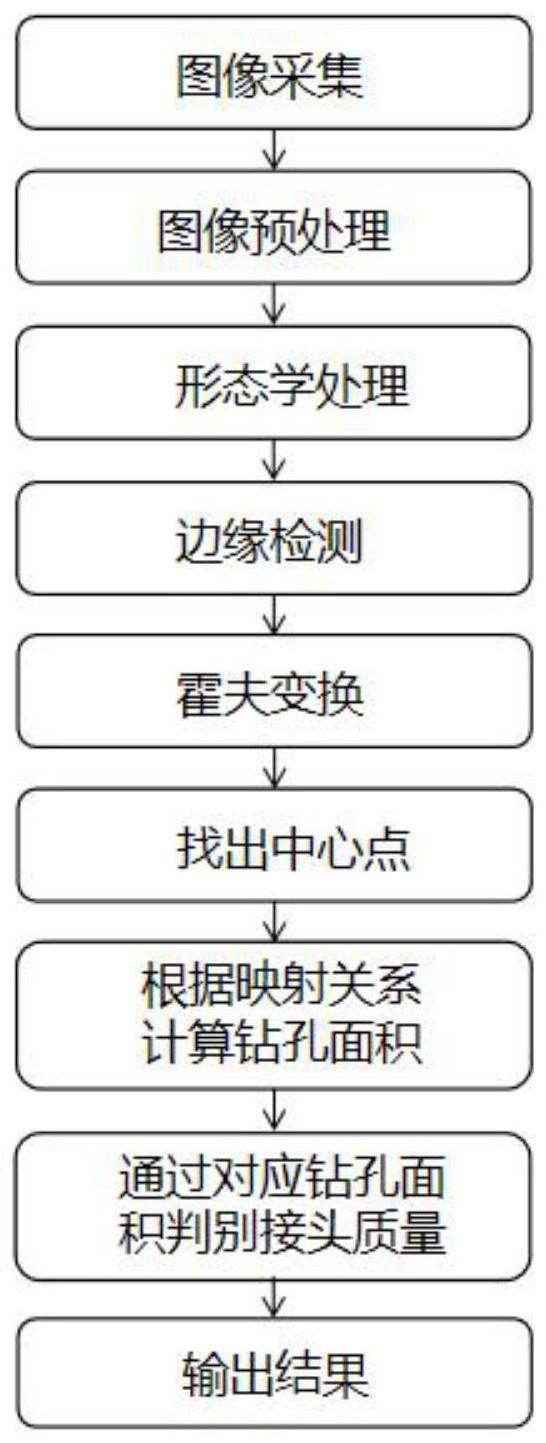
3、一种基于机器视觉的模具内镶块冷却水道接头质量检测方法,包括如下步骤:
4、s1,使用图像采集设备完成水道接头部位形状的图像采集;
5、s2,对步骤s1获取的图像使用图像预处理方法消除噪点,获得清晰图像;
6、s3,对步骤s2获得的清晰图像进行分析,利用图像边缘检测与霍夫变换提取水道接头形状及相关几何特征,得出水道接头的截面形状;
7、s4,根据水道接头的截面形状,计算出接头的流通面积;
8、s5,对于水道接通面积小的接头,根据孔边缘形状,分析其产生偏差的原因。
9、所述的基于机器视觉的模具内镶块冷却水道接头质量检测方法,步骤s2中,所述的图像预处理方法,将采集的图像进行灰度处理、高斯滤波处理、二值化处理、形态学处理,以获得特征清晰、噪声低的图像。
10、所述的基于机器视觉的模具内镶块冷却水道接头质量检测方法,步骤s3中,利用图像边缘检测与霍夫变换提取水道接头形状,使用canny算子进行边缘检测,用霍夫变换提取钻孔轮廓形状,并通过轮廓形状的中心点位置拟合钻孔的中心线,之后计算钻孔顶部至底部的图形放缩比例,根据物体成像的映射规律算得不同位置的单个像素所对应的实际面积大小。
11、所述的基于机器视觉的模具内镶块冷却水道接头质量检测方法,步骤s4中,所述水管接头流通面积,依据获得的形状特征使用图形成像的原理和比例关系进行计算,根据通孔边缘内包含的像素,与整个孔圆周像素的比值,计算出水道通孔的截面积,水道接头面积。
12、所述的基于机器视觉的模具内镶块冷却水道接头质量检测方法,步骤s5中,对于水道接通面积小的接头,判断为接头质量不合格,对判断为接通面积不合格的接头,根据图像孔边缘的形状分布,分析出两管接头的半径、中心位置,从而给出导致镶块内部水道接头面积小可能的原因,给出钻孔可能存在的问题;并根据边缘的形状分布,初步分析产生偏差的原因。把水管接头偏差原因分为深度方面的误差以及中心线角度方面的误差,具体分解成绕x轴的角度误差,绕y轴的角度误差,绕z轴的角度误差。
13、发明有益效果:
14、1、本发明基于机器视觉的模具内镶块冷却水道接头质量检测方法,可以实现对水管接头的加工质量进行检验,发现存在问题的水管接头,并给出初步的诊断结果,及时采取措施处理。此外在模具维护阶段还可对问题水道区域进行针对性的逐孔检测,及时发现水管堵塞情况。
15、2、本发明基于机器视觉的模具内镶块冷却水道接头质量检测方法,在热冲压模具水道加工时可以准确的判定镶块内部水道接头的加工质量问题,及时调整加工参数,并可将数据收集处理分析以获得进一步的工艺改进方法。
技术特征:
1.一种基于机器视觉的模具内镶块冷却水道接头质量检测方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的基于机器视觉的模具内镶块冷却水道接头质量检测方法,其特征在于:步骤s2中,所述的图像预处理方法,将采集的图像进行灰度处理、高斯滤波处理、二值化处理、形态学处理,以获得特征清晰、噪声低的图像。
3.根据权利要求1或2所述的基于机器视觉的模具内镶块冷却水道接头质量检测方法,其特征在于:步骤s3中,利用图像边缘检测与霍夫变换提取水道接头形状,使用canny算子进行边缘检测,用霍夫变换提取钻孔轮廓形状,并通过轮廓形状的中心点位置拟合钻孔的中心线,之后计算钻孔顶部至底部的图形放缩比例,根据物体成像的映射规律算得不同位置的单个像素所对应的实际面积大小。
4.根据权利要求3所述的基于机器视觉的模具内镶块冷却水道接头质量检测方法,其特征在于:步骤s4中,所述水管接头流通面积,依据获得的形状特征使用图形成像的原理和比例关系进行计算,根据通孔边缘内包含的像素,与整个孔圆周像素的比值,计算出水道通孔的截面积,水道接头面积。
5.根据权利要求4所述的基于机器视觉的模具内镶块冷却水道接头质量检测方法,其特征在于:步骤s5中,对于水道接通面积小的接头,判断为接头质量不合格,对判断为接通面积不合格的接头,根据图像孔边缘的形状分布,分析出两管接头的半径、中心位置,从而给出导致镶块内部水道接头面积小可能的原因,给出钻孔可能存在的问题;并根据边缘的形状分布,初步分析产生偏差的原因。
6.根据权利要求4或5所述的基于机器视觉的模具内镶块冷却水道接头质量检测方法,其特征在于:测量得到水道中各钻孔直径,根据图像测量提取出的孔边缘中心线,把两条曲线近似处理为圆弧,计算出其圆心位置,进一步计算出两个孔在接头附近中心线的位置偏差;如果两条曲线的圆心位置相近,说明是深度方面的误差;如果两条曲线的圆心位置相差很远,说明是中心不一致所带来的误差,其可具体分解成绕x轴误差,绕y轴误差,绕z轴误差。
7.根据权利要求6所述的基于机器视觉的模具内镶块冷却水道接头质量检测方法,其特征在于:对于不同截面形状的类型,根据图像的边缘线特征把所有可能训练成一个数据库模型;
技术总结
本发明公开了一种基于机器视觉的模具内镶块冷却水道接头质量检测方法,包括步骤S1,采集水道接头部位形状的图像;步骤S2,对获取的图像使用图像预处理方法消除噪点,获得清晰图像;步骤S3,对获得的清晰图像进行分析,利用图像边缘检测与霍夫变换提取水道接头形状及相关几何特征,得出水道接头的截面形状;步骤S4,根据水道接头的截面形状,计算出接头的流通面积;步骤S5,对于水道接通面积小的接头,根据孔边缘形状,分析其产生偏差的原因。通过采集水道接头图像,然后根据图像中的亮度分布判断水道接通与否,同时根据图像边缘形状计算接通面积的大小,检测出存在误差的水管接头,准确定位故障区域并判别故障类型,并指出问题的原因,指导模具水道修正。
技术研发人员:但谧吟,刘迪辉
受保护的技术使用者:重庆大江至信模具工业有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!