功率半导体装置及其制造方法以及电力变换装置与流程
1.本发明涉及功率半导体装置及其制造方法以及电力变换装置,尤其涉及具有在引线部件上放置的半导体元件由模制树脂密封而成的结构的功率半导体装置及其制造方法以及具有该功率半导体装置的电力变换装置。
背景技术:
2.从工业设备到家电产品以及信息终端,功率半导体装置正在所有产品中普及。功率半导体装置尤其需要小型化。然而功率半导体装置处理高电压以及大电流。因此,引线端子之间的绝缘距离、引线端子与功率半导体装置的外部的冷却部件的绝缘距离、或者搭载有功率半导体元件的管芯焊盘(die pad)部与功率半导体装置的外部的冷却部件之间的绝缘距离是必需的。由于这些原因,功率半导体装置在小型化方面存在限制。另外,功率半导体装置要求从管芯焊盘部向外部的冷却部件的散热性良好。因此,需要同时实现绝缘性和散热性这两者。
3.例如在日本特开平2
‑
161759号公报(专利文献1)中,在树脂密封型的半导体装置中,对从树脂模具中暴露于外部的引线端子涂敷有树脂。利用涂敷的树脂确保相邻的1对引线端子之间的绝缘性。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开平2
‑
161759号公报
技术实现要素:
7.发明所要解决的技术课题
8.如日本特开平2
‑
161759号公报那样,在具有对引线端子仅涂敷有树脂的特征的结构中,在多个引线端子排列的方向上相邻的1对引线端子之间的距离可能会短。因此,在将日本特开平2
‑
161759号公报的功率半导体装置安装于基板时,引线端子的钎焊部彼此有可能短路。
9.本发明是鉴于上述的技术课题而做出的。其目的在于提供一种即使在多个引线端子排列的方向上相邻的1对引线端子之间的距离短,该1对引线端子的钎焊部彼此的短路也被抑制的功率半导体装置及其制造方法以及电力变换装置。
10.用于解决技术课题的技术方案
11.本发明的功率半导体装置具备引线部件、半导体元件和模制树脂。引线部件包括多个引线端子,多个引线端子从模制树脂的内侧延伸至外侧。多个引线端子各自包括:根基部,在模制树脂的外侧,被配置于放置半导体元件的区域侧并且在从模制树脂突出的方向上延伸;以及末端部,在与根基部不同的方向上延伸并且从根基部观察时被配置于放置半导体元件的区域的相反侧。根基部延伸的长度在多个引线端子中的彼此相邻的1对引线端子之间互不相同。多个引线端子的各个引线端子中的至少根基部的表面被涂敷树脂覆盖。
12.在本发明的功率半导体装置的制造方法中,在半导体元件被放置于引线部件上的状态下,半导体元件由树脂密封。对包括由树脂密封的半导体元件的部件形成涂敷树脂。引线部件被切分为多个引线端子,多个引线端子从由树脂制成的模制树脂的内侧延伸至外侧。切分而成的多个引线端子各自包括:根基部,在模制树脂的外侧,被配置于放置半导体元件的区域侧并且在从模制树脂突出的方向上延伸;以及末端部,在与根基部不同的方向上延伸并且从根基部观察时被配置于放置半导体元件的区域的相反侧。根基部延伸的长度在多个引线端子中的彼此相邻的1对引线端子之间互不相同。在形成涂敷树脂的工序中,多个引线端子的各个引线端子中的至少根基部的表面被涂敷树脂覆盖。在形成涂敷树脂的工序中,雾状地排放的带电的树脂材料紧贴于根基部的表面。
13.发明效果
14.根据本发明,引线端子的根基部延伸的长度在相邻的1对引线端子之间互不相同,根基部的表面被涂敷树脂覆盖。因此,即使在多个引线端子排列的方向上相邻的1对引线端子之间的距离短,该1对引线端子的钎焊部之间的距离也变长。由此抑制了该钎焊部彼此的短路。因此能够使功率半导体装置小型化。
附图说明
15.图1为示出实施方式1的功率半导体装置中设置有冷却部件的形态的概略剖视图。
16.图2为提取出实施方式1的功率半导体装置的引线部件的部分的概略放大立体图。
17.图3为示出实施方式1的第1变形例的功率半导体装置中设置有冷却部件的形态的概略剖视图。
18.图4为示出实施方式1的第2变形例的功率半导体装置中设置有冷却部件的形态的概略剖视图。
19.图5为示出将图1的功率半导体装置上下反转并安装于电路基板的形态的概略平面图。
20.图6为示出图5的功率半导体装置的、尤其是模制树脂的内部的形态的概略平面图。
21.图7为示出图1的功率半导体装置安装于电路基板的整体的形态的概略剖视图。
22.图8为示出实施方式1的功率半导体装置的制造方法的第1工序的概略剖视图。
23.图9为示出实施方式1的功率半导体装置的制造方法的第2工序的概略剖视图。
24.图10为示出实施方式1的功率半导体装置的制造方法的第3工序的概略剖视图。
25.图11为示出静电喷雾法的工序中使用的导电性部件的结构的变形例的概略剖视图。
26.图12为示出图11的导电性部件的结构的变形例的概略平面图。
27.图13为示出作为实施方式1的比较例的功率半导体装置的制造方法的第1工序的概略剖视图。
28.图14为示出作为实施方式1的变形例的功率半导体装置的制造方法的第1工序的概略剖视图。
29.图15为示出作为实施方式1的变形例的功率半导体装置的制造方法的第2工序的概略剖视图。
30.图16为示出实施方式2的功率半导体装置中设置有冷却部件的形态的概略剖视图。
31.图17为提取出实施方式2的功率半导体装置的引线部件的部分的概略放大立体图。
32.图18为示出将图16的功率半导体装置上下反转并安装于电路基板的形态的概略平面图。
33.图19为示出图16的功率半导体装置安装于电路基板的整体的形态的概略剖视图。
34.图20为示出实施方式3的功率半导体装置的制造方法的一个工序的概略剖视图。
35.图21为示出图20的功率半导体装置安装于电路基板的形态的概略平面图。
36.图22为示出图20的功率半导体装置安装于电路基板的整体的形态的概略剖视图。
37.图23为示出实施方式4的功率半导体装置的形态的概略剖视图。
38.图24为示出实施方式4的变形例的功率半导体装置的形态的概略剖视图。
39.图25为示出实施方式4的功率半导体装置的制造方法的一个工序的概略剖视图。
40.图26为示出实施方式4的功率半导体装置中设置有冷却部件的形态的概略剖视图。
41.图27为示出实施方式5的功率半导体装置的形态的概略剖视图。
42.图28为示出实施方式5的功率半导体装置的制造方法的一个工序的概略剖视图。
43.图29为示出应用了实施方式6的电力变换装置的电力变换系统的结构的框图。
44.附图标记
45.1、2、3、4、5:功率半导体装置;10:引线部件;11:功率引线端子;11a、12a:根基部;11b、12b:末端部;11c、12c:转折部(turn portion);11c1、12c1:第1转折部;11c2、12c2:第2转折部;11dp、12dp:管芯焊盘部;11il、12il:内部引线部;11ol、12ol:外部引线部;11sp:台阶部;12:集成电路引线端子;13:包覆部;14、ep:暴露部;20:半导体元件;21:功率半导体元件;22:集成电路元件;30:模制树脂;30a:片状树脂;30b、30c:树脂毛刺;31:模制树脂台阶部;32:螺丝紧固孔部;40:涂敷树脂;40a:树脂材料;50、51、52:导电性粘结剂;53:散热部件;54、134:导电性部件;60:导线;70:外部冷却部件;71、82:螺丝孔;80:电路基板;81:通孔;83:固定部件;84:布线部;88:掩模;89:焊料图案;90:导电性部件;90a:第1导电性部件;90b:第2导电性部件;90c:第3导电性部件;91:槽部;91a:第1槽部;91b:第2槽部;91c:第3槽部;93:盲区部;95:边界部;100:成形装置;101:下模具;102:上模具;103:柱塞;104:树脂注入口;105:可动销;110:静电喷雾机构;111:喷嘴;112:喷嘴口;113:压缩空气流入口;114:管道;115:压力调节机构;116:压缩空气供给口;117:电力线;120:放置台;130:dbc基板;131:绝缘层;132:铜箔;133、133a、133b:铜板;200:电力变换装置;201:主变换电路;202:功率半导体模块;203:控制电路;300:负载;400:电源;gnd:接地部;gp:间隔;pwr:高压电源。
具体实施方式
46.以下基于附图对本发明的实施方式进行说明。
47.实施方式1.
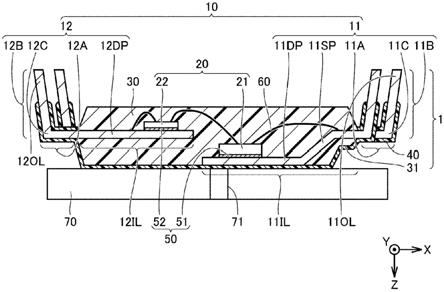
48.首先使用图1~图7对本实施方式的功率半导体装置的结构进行说明。此外,为了便于说明,引入了x方向、y方向、z方向。如图1~图7的各图的z轴所示,在图1中下侧为z方向
正侧,与之相对,在图2及图7中上侧为z方向正侧。另外在图5及图6中,页面的跟前侧即俯视图中的上侧为z方向正侧。
49.图1为示出实施方式1的功率半导体装置中设置有冷却部件的形态的概略剖视图。图2为提取出实施方式1的功率半导体装置的引线部件的部分的概略放大立体图。图3为示出实施方式1的第1变形例的功率半导体装置中设置有冷却部件的形态的概略剖视图。图4为示出实施方式1的第2变形例的功率半导体装置中设置有冷却部件的形态的概略剖视图。图5为示出将图1的功率半导体装置上下反转并安装于电路基板的形态的概略平面图。图6为示出图5的功率半导体装置的、尤其是模制树脂的内部的形态的概略平面图。图7为示出图1的功率半导体装置安装于电路基板的整体的形态的概略剖视图。首先使用图1~图7对本实施方式的功率半导体装置的结构概略地进行说明。
50.参照图1,本实施方式的功率半导体装置1主要具备引线部件10、半导体元件20和模制树脂30。引线部件10原本是形成为引线框的部件。也就是说,引线部件10为平板形状的部件部分地弯曲而成的导电性部件。引线部件10包括作为引线端子的功率引线端子11及集成电路引线端子12。此外,以下有时将它们简单记载为引线端子11、引线端子12。功率引线端子11及集成电路引线端子12都针对单独的功率半导体装置1而各设置有多个。另外,半导体元件20为放置于引线部件10上的部件。半导体元件20包括功率半导体元件21和集成电路元件22。此外,功率半导体元件21为搭载igbt(insulated gate bipolar transistor,绝缘栅双极晶体管)等大功率用的半导体元件的半导体芯片。集成电路元件22为搭载有mosfet(metal oxide semiconductor field effect transistor,金属氧化物半导体场效应晶体管)等具有驱动igbt的功能的元件的半导体芯片。模制树脂30为将半导体元件20密封于内部并且将搭载半导体元件20的引线部件10的一部分密封的部件。
51.功率引线端子11及集成电路引线端子12都从模制树脂30的内侧延伸至外侧。即功率引线端子11具有配置于模制树脂30的内侧的内部引线部11il和配置于模制树脂30的外侧的外部引线部11ol。另外,集成电路引线端子12具有配置于模制树脂30的内侧的内部引线部12il和配置于模制树脂30的外侧的外部引线部12ol。
52.在功率引线端子11的内部引线部11il形成有管芯焊盘部11dp和台阶部11sp。在引线部件10的管芯焊盘部11dp的表面上放置有功率半导体元件21。具体而言,管芯焊盘部11dp被配置为具有大致沿着xy平面的表面。在图1中的管芯焊盘部11dp的上侧的表面(z方向负侧的表面)上通过导电性粘结剂51接合有功率半导体元件21。
53.集成电路引线端子12的内部引线部12il中包括管芯焊盘部12dp。在引线部件10的管芯焊盘部12dp的表面上放置有集成电路元件22。具体而言,管芯焊盘部12dp被配置为具有大致沿着xy平面的表面。在图1中的管芯焊盘部12dp的上侧的表面(z方向负侧的表面)上通过导电性粘结剂52接合有集成电路元件22。像这样,多个引线端子11各自具有放置功率半导体元件21的管芯焊盘部11dp。多个引线端子12各自具有放置集成电路元件22的管芯焊盘部12dp。
54.内部引线部11il的管芯焊盘部11dp被配置于比内部引线部12il的管芯焊盘部12dp靠图1的下方、即被配置于靠形成有将在后说明的涂敷树脂40且配置有外部冷却部件70的一侧。集成电路引线端子12被施加比较低的电压或者是被接地。与此相对,功率引线端子11被施加比集成电路引线端子12高的电压。因此,通过设为上述那样的结构,能够扩大功
率引线端子11与集成电路引线端子12的距离。由此,能够抑制引线端子11与引线端子12之间的短路并且提高两者之间的绝缘性。另外,能够对功率引线端子11施加更加高的电压。
55.然而,可以应用将内部引线部11il的管芯焊盘部11dp和内部引线部12il的管芯焊盘部12dp配置于在z方向上几乎相同高度的位置的结构。通过这样的方式,能够削减为了在功率引线端子11设置台阶部11sp而将其弯折的工序,从而能够期待成本变低。
56.多个功率引线端子11的外部引线部11ol具有根基部11a、末端部11b和转折部11c。根基部11a为外部引线部11ol中的最接近内部引线部11il的一侧。也就是说,根基部11a在模制树脂30的外侧,被配置于放置功率半导体元件21的区域侧即在其延伸的方向上接近内部引线部11ol的一侧。根基部11a以与模制树脂30的最外部相接的方式、即以模制树脂30为根部的方式延伸。然后,根基部11a在从模制树脂30突出的方向即在俯视图中暴露于模制树脂30的外侧的方向上延伸。如图1所示,功率引线端子11在台阶部11sp具有相对于xy平面倾斜的平面。但是,功率引线端子11在夹着台阶部11sp的两侧即图1的左侧及右侧都具有沿着xy平面的平面。即和台阶部11sp的与功率半导体元件21相反的一侧邻接的区域(与俯视图中的外侧邻接的区域)按原样不弯曲地从模制树脂30的内侧延伸至外侧。该区域中的在模制树脂30的外侧的区域为根基部11a。
57.由于功率引线端子11具有台阶部11sp,因此内部引线部11il的尤其是管芯焊盘部11dp与外部引线部11ol的根基部11a的在z方向上的位置不同。具体而言,多个功率引线端子11各自在模制树脂30的内侧的内部引线部11il,在管芯焊盘部11dp与根基部11a之间具有台阶部11sp。多个功率引线端子11各自在台阶部11sp处弯曲。由于多个功率引线端子11的弯曲,在图1中,相比于根基部11a,管芯焊盘部11dp被配置于从根基部11a观察时与将在后说明的末端部11b相反的一侧、即图1中低的位置。相比于根基部11a,管芯焊盘部dp被配置于与放置功率半导体元件21的在图1的上侧的表面相反的一侧的表面侧即z方向的下侧也就是说正侧。由此,与例如管芯焊盘部11dp与根基部11a在z方向上的位置几乎相等的情况相比,能够延长管芯焊盘部11dp与根基部11a的爬电距离。因此,提高了将在后说明的与管芯焊盘部11dp接触的其它部件、即外部冷却部件70等与外部引线部11ol的绝缘性能。
58.另外,可以在与上述的台阶部11sp邻接的模制树脂30的外表面形成模制树脂台阶部31。关于模制树脂台阶部31,模制树脂30的外表面部分地弯曲。模制树脂台阶部31为如下区域:其外表面延伸扩展的方向被设为与模制树脂30的外表面部分地弯曲的区域即模制树脂台阶部31的周围区域不同的方向。通过形成模制树脂台阶部31,与不形成模制树脂台阶部31的情况相比,模制树脂30的外表面的从外部引线部11ol到将在后说明的外部冷却部件70等的爬电距离变长。因此,能够进一步提高功率引线端子11的外部引线部11ol与外部冷却部件70等的绝缘性能。
59.模制树脂台阶部31形成于与台阶部11sp即功率引线端子11邻接的模制树脂30的表面部分。然而不限于此,也可以在与集成电路引线端子12邻接的模制树脂30的表面部分形成模制树脂台阶部31。在该情况下,也可以在集成电路引线端子12形成与台阶部11sp同样的台阶部。
60.末端部11b在外部引线部11ol中,相对于根基部11a被配置于与放置功率半导体元件21的区域即管芯焊盘部11dp的相反侧。末端部11b为外部引线部11ol中的相比于根基部11a距内部引线部11il远的一侧。在图1中,末端部11b具有大致沿着yz平面的平面。也就是
说,末端部11b在与根基部11a不同的方向上延伸。末端部11b和根基部11a延伸扩展的方向转折的部分为转折部11c。转折部11c为位于根基部11a与末端部11b的边界的、外部引线部11ol延伸扩展的方向弯曲以便转折的部分即方向转折部。在外部引线部11ol中,在比转折部11c更靠内部引线部11il侧且配置有功率半导体元件21的一侧配置的是根基部11a。相反地,在外部引线部11ol中,相比于转折部11c更靠与根基部11a相对而与放置功率半导体元件21的区域的相反侧配置的是末端部11b。换言之,沿着与沿着根基部11a延伸的xy平面的方向不同的方向即例如z方向的方向延伸、从根基部11a观察时被配置于与放置功率半导体元件21的区域的相反侧的是末端部11b。
61.多个集成电路引线端子12的外部引线部12ol具有根基部12a、末端部12b和转折部12c。根基部12a为外部引线部12ol中的最接近内部引线部12il的一侧。也就是说,根基部12a在模制树脂30的外侧,被配置于放置集成电路元件22的区域侧即内部引线部12ol侧。根基部12a以与模制树脂30的最外部相接的方式、即以模制树脂30为基底附着部的方式延伸。然后,根基部12a在从模制树脂30突出的方向即在俯视图中向着模制树脂30的外侧的方向上延伸。如图1所示,在集成电路引线端子12中,从内部引线部12il至根基部12a,具有不弯曲地沿着xy平面的平面的区域延伸。即和内部引线部12il的与集成电路元件22相反的一侧邻接的区域(与俯视图中的外侧邻接的区域)按原样不弯曲地从模制树脂30的内侧延伸至外侧。该区域中的在模制树脂30的外侧的区域为根基部12a。
62.末端部12b在外部引线部12ol中,相对于根基部12a被配置于与放置集成电路元件22的区域即管芯焊盘部12dp的相反侧。末端部12b为外部引线部12ol中的相比于根基部12a距内部引线部12il远的一侧。在图1中,末端部12b具有大致沿着yz平面的平面。也就是说,末端部12b在与根基部12a不同的方向上延伸。末端部12b和根基部12a延伸扩展的方向转折的部分为转折部12c。转折部12c为位于根基部12a与末端部12b的边界的、外部引线部12ol延伸扩展的方向弯曲以便转折的部分。在外部引线部12ol中,在比转折部12c更靠内部引线部12il侧且配置有集成电路元件22的一侧配置的是根基部12a。相反地,在外部引线部12ol中,相比于转折部12c更靠与根基部12a相对而与放置集成电路元件22的区域的相反侧配置的是末端部12b。换言之,沿着与沿着根基部12a延伸的xy平面的方向不同的方向即例如z方向的方向延伸、从根基部12a观察时被配置于与放置集成电路元件22的区域的相反侧的是末端部12b。
63.参照图1及图2,分别配置有多个的功率引线端子11各自在y方向上相互隔开间隔w1而配置。在在y方向上隔开间隔w1而彼此相邻的1对功率引线端子11之间,根基部11a在x方向上延伸的长度互不相同。在图2中,相比于在y方向上最跟前侧的功率引线端子11,与之邻接的功率引线端子11的根基部11a更长。与根基部11a长的功率引线端子11在y方向里侧邻接的功率引线端子11的根基部11a短。其长度与y方向上最跟前侧的功率引线端子11的根基部11a的长度几乎相同。由此,在y方向上相互隔开间隔w1而邻接的1对功率引线端子11的末端部11b的距离d1宽于间隔w1。以上针对集成电路引线端子12也是同样的。
64.在多个功率引线端子11的各个功率引线端子中,至少根基部11a的表面被涂敷树脂40覆盖。也就是说,如图2所示,在功率引线端子11的根基部11a和转折部11c的表面及末端部11b中的接近根基部11a的一侧的区域的表面为被涂敷树脂40覆盖的包覆部13。另一方面,功率引线端子11的末端部11b中的远离根基部11a的一侧的区域的表面为未被涂敷树脂
40覆盖的暴露部14。以上针对集成电路引线端子12也是同样的。
65.如图1所示,涂敷树脂40形成为从根基部11a的表面连续至功率引线端子11中的放置功率半导体元件21的管芯焊盘部11dp的、与放置功率半导体元件21的图1的上侧的表面相反的一侧即下侧的表面。因此,涂敷树脂40形成于管芯焊盘部11dp。为了能够形成这种结构,管芯焊盘部11dp的在图1下侧的表面从模制树脂30中暴露。管芯焊盘部11dp的涂敷树脂40形成于与放置功率半导体元件21的表面相反的一侧的图1下侧的表面。如图1那样,管芯焊盘部11dp的涂敷树脂40可以仅形成于管芯焊盘部11dp的与放置功率半导体元件21的表面相反的一侧的下侧的表面。但是,管芯焊盘部11dp的涂敷树脂40可以还形成于管芯焊盘部11dp的放置功率半导体元件21的表面侧即图1上侧的表面。涂敷树脂40可以从根基部11a的下侧的表面连续至管芯焊盘部11dp的下侧的表面。在根基部11a的下侧的表面与管芯焊盘部11dp的下侧的表面之间的部分中,涂敷树脂40可以被配置为在功率引线端子11的下侧的表面上蔓延、即覆盖。但是也可以如图1那样,在根基部11a的下侧的表面与管芯焊盘部11dp的下侧的表面之间的部分中,涂敷树脂40被配置为覆盖模制树脂30的表面上。在图1中,如以上那样,可以在引线端子11的表面上配置涂敷树脂40。这在接下来描述的图3、图4的例子中也是同样的。
66.参照图3,涂敷树脂40形成于从根基部11a的表面至管芯焊盘部11dp的与放置功率半导体元件21的上侧的表面相反的一侧的下侧的表面的至少一部分即可。也就是说,涂敷树脂40可以不连续地断续地形成于从根基部11a的表面至管芯焊盘部11dp的与放置功率半导体元件21的上侧的表面相反的一侧的下侧的表面的区域。但是,涂敷树脂40也可以如图1那样连续地形成于从根基部11a的表面至管芯焊盘部11dp的与放置功率半导体元件21的上侧的表面相反的一侧的下侧的表面的区域。此外,在图3中也与图1同样地,在根基部11a的下侧的表面与管芯焊盘部11dp的下侧的表面之间的部分中,涂敷树脂40可以被配置为在功率引线端子11的下侧的表面上蔓延、即覆盖。但是也可以如图1那样,在根基部11a的下侧的表面与管芯焊盘部11dp的下侧的表面之间的部分中,涂敷树脂40被配置为覆盖模制树脂30的表面上。
67.另外,管芯焊盘部11dp的在图1的下侧的表面被配置为与模制树脂30在图1的下侧的表面相同的面即所谓齐平。因此,涂敷树脂40形成为覆盖模制树脂30的表面的一部分,尤其是覆盖在图1的下侧的表面。在该表面上可以如图1所示固定有例如外部冷却部件70。但是参照图4,尤其是如图3所示仅在从根基部11a至管芯焊盘部11dp的区域的一部分断续地形成有涂敷树脂40的情况下,可以在管芯焊盘部11dp与外部冷却部件70之间夹着散热部件53。在如图1那样从根基部11a至管芯焊盘部11dp的区域的整体上连续地形成有涂敷树脂40的例子中,可以与图4同样地夹着散热部件53。散热部件53为由散热油脂等构成的薄层。
68.参照图1、图2及图5,在图1中向着上侧、在图2中向着下侧的引线部件10即功率引线端子11及集成电路引线端子12的末端部以穿过图5所示的电路基板80的多个通孔81的方式被插入。即如图2那样向着下侧的末端部11b及末端部12b从图5的电路基板80的俯视图中的上侧插入至下侧。即本实施方式的功率半导体装置1具备电路基板80。换言之,在功率半导体装置1中,由引线部件10、半导体元件20及模制树脂30等构成的部分安装于电路基板80上。也就是说在此假设电路基板80被包含于功率半导体装置1。
69.然后如上所述,引线端子11、12的末端部11b、12b被插入至通孔81,由焊料来固定。
该焊料通过浸润末端部11b、12b中未被涂敷树脂40覆盖的暴露部14的表面来固定电路基板80和引线部件10。电路基板80的通孔81被插入有多个引线端子11、12并通过焊料等而接合,从而与多个引线端子11、12的各个引线端子导通。由此,功率半导体装置1的由模制树脂30等构成的部分安装于电路基板80。
70.此外,在多个引线端子11、12(的至少一部分)中,彼此相邻的根基部11a、12a延伸的长度不同。因此,它们插入的通孔81在电路基板80的俯视图中形成为具有所谓的交错形状。即连接多个通孔81中的相互邻接的通孔彼此的直线在相对于x方向及y方向这双方倾斜的方向上延伸。因此若连接多条该直线则为锯齿形状。
71.示出图5的平面图中被涂敷树脂40覆盖的模制树脂30的内部的平面形态的是图6。参照图5、图6及图1,在接合有功率半导体元件21的多个功率引线端子11中,在y方向上相互邻接的引线端子的根基部11a的长度不同。然后与多个当中的1个功率引线端子11接合的功率半导体元件21和与其邻接的功率引线端子11由细线状的导电性部件即导线60电连接。该导线60与图1的从功率半导体元件21延伸至右侧的导线60相当。
72.此外,在图6的y方向负侧,未接合功率半导体元件21的3个端子相互隔开间隔地排列。这些端子全部与接合有功率半导体元件21的功率引线端子11同样地,在图6的x方向的右侧的区域排列,经由导线60与功率半导体元件21电连接。因此,在此假设这些端子也与接合有功率半导体元件21的功率引线端子11同样地被视为功率引线端子11。
73.另外,接合有集成电路元件22的集成电路引线端子12仅有1个,但是经由导线60与集成电路元件22连接的端子配置有多个。该导线60与图1的从集成电路元件22延伸至左侧的导线60相当。这些多个端子全部与接合有集成电路元件22的集成电路引线端子12同样地,在图6的x方向的左侧的区域排列,经由导线60与集成电路元件22电连接。因此,在此假设这些端子也与接合有集成电路元件22的集成电路引线端子12同样地被视为集成电路引线端子12。以这种观点来看,尤其是在y方向正侧一半区域的多个集成电路引线端子12在y方向上相互邻接的引线端子彼此的根基部11a的长度不同。
74.另外,功率半导体元件21与集成电路元件22由导线60电连接。该导线60与图1的将功率半导体元件21和集成电路元件22连接的导线60相当。
75.此外,在图2、图5及图6中,引线端子11、12的根基部11a、12a各自的长度仅为两个种类。即根基部较长者与较短者交替排列。较长的根基部11a、12a全部为几乎相同长度,较短的根基部11a、12a也全部为几乎相同长度。但是不限于此,根基部11a、12a各自的长度的种类可以为3个种类以上。但是,通过将根基部11a、12a的长度的种类减少为例如两个种类等,能够使引线端子11、12的弯折加工中使用的装置为简单的结构。因此能够降低该装置的制造成本。
76.参照图7,在此示出了最终安装于电路基板80的、对功率半导体装置1的由引线部件10、半导体元件20及模制树脂30等构成的部分固定有图1所示的外部冷却部件70的形态。此外在此,外部冷却部件70为功率半导体装置1的外部的部件,作为不包含于功率半导体装置1的部件进行说明,但也可以考虑为包含于功率半导体装置1。
77.外部冷却部件70具有例如矩形的平板形状,在y方向上的与功率半导体装置1的一端及另一端邻接的区域具有1对螺丝孔71。在电路基板80中,在重叠了外部冷却部件70时在与配置有1对螺丝孔71的位置在平面上重合的位置形成有1对螺丝孔82。即外部冷却部件70
的螺丝孔71与电路基板80的螺丝孔82具有几乎相同的大小。而且,在与模制树脂30的在y方向上的一端及另一端邻接的区域形成有1对半圆的柱状的空间部即螺丝紧固孔部32。外部冷却部件70重叠于电路基板80,以使螺丝紧固孔部32的内壁面在与螺丝孔71、82的壁面几乎接触的位置。在该状态下,当螺丝孔71与螺丝孔82在平面上重合且螺丝紧固孔部32为与螺丝孔71、82几乎接触的状态时,具有螺栓等外螺纹的固定部件83以穿过螺丝孔71和螺丝孔82的方式被穿过。由此,由模制树脂30等构成的功率半导体装置1的一部分成为在z方向上被外部冷却部件70及电路基板80夹着的形态。外部冷却部件70为通过将功率半导体元件21产生的热量释放至功率半导体装置1的外部来冷却功率半导体装置1的部件。
78.例如平板形状的外部冷却部件70被设置为与管芯焊盘部11dp及模制树脂30的表面、即图1的模制树脂30的最下表面相接。
79.接下来,对以上描述的构成功率半导体装置1的各部件(包括外部冷却部件70)的材质等进行说明。
80.在图1中,引线部件10、即功率引线端子11及集成电路引线端子12为铜等金属材料被加工为平板形状而成的。将功率引线端子11与功率半导体元件21接合的导电性粘结剂51以及将集成电路引线端子12与集成电路元件22接合的导电性粘结剂52优选由焊料或银浆构成。此外,以下将导电性粘结剂51与导电性粘结剂52一起视为导电性粘结剂50。另外,将各部件之间电连接的导线60由金或银等金属材料构成。引线部件10、半导体元件20、导电性粘结剂50及导线60相互连接而构成电路。此外,图1及图6所示的各部分的导线60的材质及其剖面所形成的圆形的直径可以相同也可以不同。
81.密封上述电路的模制树脂30优选为由环氧树脂等热固性树脂构成。另外,覆盖模制树脂30的表面的一部分的涂敷树脂40也优选为热固性的树脂。
82.涂敷树脂40的材料与模制树脂30的材料可以相同也可以不同。如果涂敷树脂40为与模制树脂30相同的材料且为同样的成分,则两者的线性膨胀系数几乎相同。因此,涂敷树脂40与模制树脂30的紧贴性良好,结合两者而成的部件的绝缘性提高。此外,即使两者的材料相同,也能过通过剖面观察来区分两者。这是因为在模制树脂30与它表面上的涂敷树脂40的边界部产生了界面。
83.此外,即使例如模制树脂30为环氧树脂,涂敷树脂40为聚酰亚胺树脂等与模制树脂30不同的材料,也能够得到具有高可靠性的功率半导体装置1。这是因为与廉价的环氧树脂相比,聚酰亚胺树脂的耐热性高。
84.另外,如将在后说明的那样,在功率半导体装置1的制造工序中,在形成了模制树脂30之后,形成涂敷树脂40的薄膜。因此更优选的是,在后形成的涂敷树脂40的材料在比在先形成的模制树脂30的材料低的温度下完全固化。假如涂敷树脂40的树脂材料的固化温度高于模制树脂30的树脂材料的固化温度,则在使涂敷树脂40完全固化时,模制树脂30有可能会劣化。因此,涂敷树脂40优选为由在约180℃下完全固化的环氧树脂或聚酰亚胺树脂等形成。
85.外部冷却部件70优选由铝等散热性优异的金属材料形成。此外,虽然未图示,但是也可以在外部冷却部件70与涂敷树脂40之间夹入散热油脂。通过这样的方式,外部冷却部件70与它所接触的涂敷树脂40的粘结性提高。
86.接下来使用图8~图11,对本实施方式的功率半导体装置1的制造方法进行说明。
87.图8为示出实施方式1的功率半导体装置的制造方法的第1工序的概略剖视图。参照图8,首先准备作为引线部件10的功率引线端子11及集成电路引线端子12。具体而言,准备铜等金属材料被加工成平板形状而成的构件。之后,将该金属材料通过蚀刻加工或冲压加工而加工成作为引线端子11、12的形状。即形成管芯焊盘部11dp、12dp、根基部11a、12a及末端部11b、12b等。接下来通过使用弯折模具的弯折加工来形成台阶部11sp。此外,在该时间点,可以通过从外侧呈框状地包围引线端子11和引线端子12的整体,从而将引线端子11和引线端子12的整体形成为作为一体的引线框。
88.接下来,使用导电性粘结剂51,将功率半导体元件21接合并放置于管芯焊盘部11dp的一侧的表面上。另外,使用导电性粘结剂52,将集成电路元件22接合并放置于管芯焊盘部12dp的一侧的表面上。接下来如图6所示,各引线端子11、12与半导体元件20由导线60连接。另外,功率半导体元件21与集成电路元件22由导线60连接。
89.接下来如上所述,在半导体元件20放置于引线部件10上的状态下,由树脂来密封半导体元件20。具体而言,放置有半导体元件20的引线部件10(引线框)如图8所示被设置于成形装置100。成形装置100为用于通过传递模塑法(transfer molding process)用树脂材料密封半导体元件20等的装置。
90.成形装置100具有下模具101、上模具102、柱塞103和树脂注入口104。下模具101为配置于图8中的下侧(z方向正侧)的模具的一部分,上模具102为配置于图8中的上侧(z方向负侧)的模具的一部分。被下模具101和上模具102夹着的区域为配置要密封的半导体元件20等的区域,为通过被供给树脂而形成模制树脂的区域。因此,以想要从模制树脂中暴露的区域、例如应形成为外部引线的区域被配置于被上述下模具101和上模具102夹着的区域的外侧的方式来设置引线端子11、12。
91.此外,成形装置100在形成模制树脂的区域的外侧具有柱塞103。柱塞103为用于设置作为形成模制树脂的材料的片状树脂30a的部件。另外,成形装置100在形成模制树脂的区域的入口附近具有树脂注入口104。片状树脂30a从树脂注入口104被注入至形成模制树脂的区域内。
92.由环氧树脂等构成的具有形状的片状树脂30a被搭载于柱塞103上。包括接合有半导体元件20的部分的引线部件10(引线框)由下模具101及上模具102而被合模。在合模时,优选地设置为下模具101的由树脂填充的部分的最下表面与管芯焊盘部11dp接触。通过这样的方式,在模制工序后的取出时,能够使管芯焊盘部11dp的与接合有功率半导体元件21侧相反的一侧的表面从模制树脂中暴露。
93.之后,柱塞103被向图8的上方(z方向负侧)上推。由此,片状树脂30a从树脂注入口104被注入至配置有半导体元件20的空间内。片状树脂30a虽具有形状但是容易因变形而变得流动。
94.被注入的片状树脂30a变得流动而填充配置半导体元件20的空间内。之后,加热下模具101及上模具102,进行所谓的后固化工序。由此,片状树脂30a完全固化,成为密封半导体元件20等的固体状的模制树脂30。之后,可以在暴露于模制树脂30的外侧的功率引线端子11及集成电路引线端子12的部分、即外部引线的表面通过镀敷法形成锡等的薄膜。
95.图9为示出实施方式1的功率半导体装置的制造方法的第2工序的概略剖视图。参照图9,首先从成形装置100取出凝固的模制树脂30。在该时间点,以应形成为外部引线的区
域被配置于被上述下模具101和上模具102夹着的区域的外侧的方式来配置引线框。通过切开引线框,从而成为被切分为多个引线端子的功率引线端子11及集成电路引线端子12的形态。即,引线部件10包括切分成的多个引线端子11、12,该多个引线端子11、12被形成为从由树脂(片状树脂30a)构成的模制树脂30的内侧延伸至外侧,具有内部引线部11il、12il和外部引线部11ol、12ol。
96.功率引线端子11在转折部11c处折弯。由此,外部引线部11ol被分成根基部11a和末端部11b。集成电路引线端子12在转折部12c处折弯。由此,外部引线部12ol被分成根基部12a和末端部12b。即,通过切开引线框而切分成的多个引线端子11、12各自在模制树脂30的外侧包括根基部11a、12a和末端部11b、12b。根基部11a、12a被配置于在其延伸方向上接近放置功率半导体元件21及集成电路元件22的区域的一侧。根基部11a、12a在从模制树脂30突出的方向、即沿着xy平面的x方向或y方向等延伸。另一方面,末端部11b、12b被配置于相比于转折部11c更靠与根基部11a相对而与放置功率半导体元件21及集成电路元件22的区域的相反侧、即距放置半导体元件20的区域远的一侧。换言之,末端部11b、12b在与根基部11a、12a不同的方向上延伸,从根基部11a、12a观察时被配置于放置功率半导体元件21及集成电路元件22的区域的相反侧、即距放置半导体元件20的区域远的一侧。
97.另外,如上所述,本实施方式中形成的根基部11a、12a延伸的长度在多个功率引线端子11及集成电路引线端子12中的彼此相邻的1对功率引线端子11或集成电路引线端子12之间互不相同。
98.接下来,在包括由树脂即模制树脂30密封的半导体元件20的部件、即最终应作为功率半导体装置1的部件的例如一部分形成涂敷树脂40。具体而言,在与图8的传递模塑工序相比较而上下反转的状态下,应作为功率半导体装置1的部件的例如一部分被设置于导电性部件90上。在该状态下,利用静电喷雾机构110,应作为涂敷树脂40的树脂材料从图9的上方即z方向正侧被供给至模制树脂30的表面上等。
99.在例如具有矩形的平板形状的放置台120上设置导电性部件90。放置台120由导电性材料构成,被连接于接地部gnd而被接地。导电性部件90具有例如矩形的平板形状。导电性部件90由硬度低于构成引线部件10的铜的材质构成。即导电性部件90由例如导电橡胶形成。通过上下反转而末端部向着图9的下侧的功率引线端子11及集成电路引线端子12的尤其是末端部11b的至少端部侧的一部分的区域的表面被导电性部件90包裹。由此,在应作为暴露部14的区域不形成涂敷树脂40。因此,功率引线端子11的末端部11b及集成电路引线端子12的末端部12b的至少一部分(末端侧)被插入至例如从导电性部件90的最上表面向着内部形成的槽部91内。
100.优选地,以涂敷树脂40不附着于功率引线端子11的末端部11b及集成电路引线端子12的末端部12b的至少一部分(末端侧)的方式,末端部11b、12b中应作为包覆部13的区域与应作为暴露部14的区域的边界部95被导电性部件90的主体几乎无间隙地覆盖。
101.优选地,放置台120、导电性部件90、功率引线端子11及集成电路引线端子12以几乎相同电位接地。这是为了使用将在后说明的静电喷雾法来高效形成均匀的涂敷树脂40。但是,不需要功率引线端子11及集成电路引线端子12的应作为暴露部14的区域的整体紧贴于导电性部件90。仅应作为该暴露部14的区域的至少一部分与导电性部件90相接即可。
102.静电喷雾机构110具有形成有喷嘴口112的喷嘴111、压缩空气流入口113、管道
114、压力调节机构115和压缩空气供给口116。喷嘴111为中空状的部件,连接有高压电源pwr。因此,能够对喷嘴111施加相对于接地部gnd的高电压。在喷嘴111的最下部形成有作为开口的喷嘴口112。在喷嘴111的内壁面的一部分形成有将该内壁面开口而成的压缩空气流入口113。在该压缩空气流入口113连接有管道114。管道114是中空的。因此喷嘴111的内部空间与管道114的中空的部分通过压缩空气流入口113而连续。而且,连接于管道114的压力调节机构115及压缩空气供给口116也是中空状的部件,与管道114的中空的部分连续。因此,压缩空气供给口116、压力调节机构115、管道114及喷嘴111将静电喷雾机构110的装置的内部空间全部连续为一体。
103.使用以上那样的静电喷雾机构110,利用静电喷雾法,雾状地排放的带电的树脂材料紧贴于最终应作为功率半导体装置1的部件的至少一部分的表面。在此尤其是,上述雾状地排放的带电的树脂材料被供给至根基部11a的表面。由此,上述雾状地排放的带电的树脂材料例如紧贴于根基部11a的表面。由此,上述雾状地排放的带电的树脂材料形成于根基部11a的表面。具体而言,基于以下的方法。作为应形成为涂敷树脂40的材料的液体状或粉粒状树脂材料40a被供给至金属制的喷嘴111的内部。在该状态下,压缩空气被供给至压缩空气供给口116内。对压缩空气供给口116内的压缩空气加上由压力调节机构115调节后的压力。由此,压缩空气从压缩空气供给口116向压力调节机构115及管道114侧流动。进而,该压缩空气从管道114内通过压缩空气流入口113流入至喷嘴111内。此外,通过压力调节机构115的调节,该压缩空气的压力被调节。
104.流入至喷嘴111内的压缩空气将喷嘴111内的液体状或粉粒状树脂材料40a挤出以将其从喷嘴口112释放。此时,利用高压电源pwr对喷嘴111施加2kv以上且5kv以下的高电压。由于该高电压,树脂材料40a带电,并且从喷嘴口112雾状地排放。此外,通过由压力调节机构115调节压缩空气的压力,从而调节从喷嘴口112排放的树脂材料40a的喷出速度。另外,为了抑制来自喷嘴口112的树脂材料40a的滴落,优选为喷嘴口112的开口部在俯视图中为大致圆形,其直径为1mm以下。
105.排放的树脂材料40a附着于在其z方向下侧配置的部件的表面。因高电压而带电的雾状的树脂材料40a尤其附着于图9中的模制树脂30的表面、管芯焊盘部11dp的与放置功率半导体元件21的面相反的一侧的面、引线端子11、12的根基部11a、12a及末端部11b、12b的表面的一部分。由此,该树脂材料40a形成为均匀的薄膜状的涂敷树脂40。因此,多个引线端子11、12的各个引线端子中的至少根基部11a、12a的表面在形成该涂敷树脂40的工序中被涂敷树脂40覆盖。通过如以上那样喷出雾状的树脂材料40a来形成涂敷树脂40的方法为所谓的静电喷雾法。
106.此外,为了对以上各区域均匀地供给雾状的树脂材料40a,优选为喷嘴111能够如图9中箭头m所示相对于在导电性部件90设置的应作为功率半导体装置1的部件而移动。即喷嘴111能够通过未图示的驱动机构在x方向、y方向及z方向上移动。
107.图10为示出实施方式1的功率半导体装置的制造方法的第3工序的概略剖视图。参照图10,通过施加于静电喷雾机构110的喷嘴111的高电压,从喷嘴111向着接地部gnd产生电力线117。电力线117以从喷嘴口112弯至与和喷嘴口112对置的图10的上侧的表面相反的一侧的盲区部93的方式延伸。因此从喷嘴口112释放的树脂材料40a沿着该电力线117前进,从而不仅能够附着于向着图10的上侧的表面,还能够附着于盲区部93那样的向着图10的下
侧且被其它部件包围的区域。因此,通过使喷嘴111在例如x方向上移动,从而能够使沿着电力线117的雾状的树脂材料40a绕进而在盲区部93成膜。因此,如果使用静电喷雾法,则与不使用静电喷雾法的情况相比,涂敷树脂40能够成膜的区域变宽。因此,如果使用静电喷雾法,与不使用静电喷雾法的情况相比,形成的功率半导体装置1(参照图1)整体的绝缘性提高。例如能够使涂敷树脂40形成于引线端子11、12的根基部11a、12a的表面的整体。
108.使用以上的静电喷雾法在模制树脂30、管芯焊盘部11dp、引线端子11、12的表面形成了涂敷树脂40之后,通过固化工序将形成的涂敷树脂40加热至约180℃。由此,涂敷树脂40完全固化。
109.此外,在本实施方式中,可以用树脂来密封半导体元件20,之后在包括由树脂密封的该半导体元件20的部件上形成涂敷树脂40。或者在本实施方式中,也可以例如从外部购入由树脂密封的半导体元件20,在包括该半导体元件20的部件上形成涂敷树脂40。
110.图11为示出静电喷雾法的工序中使用的导电性部件的结构的变形例的概略剖视图。图12为示出图11的导电性部件的结构的变形例的概略平面图。此外,为了便于说明,在图12中一并图示了与图5同样的功率半导体装置1的一部分。在图9及图10中,外部引线的末端部11b、12b具有插入至从导电性部件90的最上表面将内部部分地去除而成的槽部91内的结构。与此相对,参照图11及图12,该变形例的导电性部件90包括作为3个部分的第1导电性部件90a、第2导电性部件90b及第3导电性部件90c。构成导电性部件90作为这3个部分的集合体。
111.第2导电性部件90b为图11及图12中的导电性部件90的俯视图中的中心的部件,位于x方向的中央部。在第2导电性部件90b上放置应形成涂敷树脂40、最终应作为功率半导体装置1的部件的一部分(图12中附图标记1所示)。因此在图12的平面图中,第2导电性部件90b隐藏于应作为功率半导体装置1的部件的下侧。
112.第1导电性部件90a为用于从图的左侧夹持在第2导电性部件90b设置的外部引线的末端部11b、12b的部件。另外第3导电性部件90c为用于从图的右侧夹持在第2导电性部件90b设置的外部引线的末端部11b、12b的部件。
113.应作为功率半导体装置的部件的外部引线的末端部11b、12b的表面的一部分与形成为第2导电性部件90b的在x方向的端面的第2槽部91b接触。另一方面,第2导电性部件90b从其x方向的外侧被第1导电性部件90a及第3导电性部件90c夹住。第1导电性部件90a及第3导电性部件90c具有能够在x方向上以接近或远离第2导电性部件90b的方式移动的结构。
114.第1导电性部件90a及第3导电性部件90c接近第2导电性部件90b。由此,设置于第2导电性部件90b的应作为功率半导体装置的部件的末端部11b与形成为第1导电性部件90a的在x方向的端面的第1槽部91a和上述第2槽部91b接触。即第1槽部91a与第2槽部91b相连接,形成为具有与图9的槽部91同样的结构的单独的槽部。成为末端部11b被插入至由该第1槽部91a和第2槽部91b构成的槽部91的内部的形态。另外由此,被设置于第2导电性部件90b的应作为功率半导体装置的部件的末端部12b与形成为第3导电性部件90c的在x方向的端面的第3槽部91c和上述第2槽部91b接触。即第3槽部91c与第2槽部91b相连接,形成为具有与图9的槽部91同样的结构的单独的槽部。成为末端部12b被插入至由该第3槽部91c和第2槽部91b构成的槽部91的内部的形态。
115.换言之,形成于第1导电性部件90a的第1槽部91a及形成于第3导电性部件90c的第
3槽部91c从其x方向的外侧接触到与第2槽部91b接触的末端部11b、12b。即使如以上那样使用具有作为3个部分的集合体的结构的导电性部件90,也实现与如图9及图10那样使用了具有作为单体的结构的导电性部件90的情况同样的功能。
116.接下来,对本实施方式的作用效果进行说明。
117.在本实施方式的功率半导体装置1中,多个引线端子11、12的根基部11a、12a延伸的长度在彼此相邻的1对引线端子11、12之间互不相同。即该引线端子11、12的末端部及插入该末端部的电路基板80的通孔81在俯视图中具有交错形状。因此,与例如根基部11a、12a的长度全部几乎相等的情况相比,能够扩大相邻的引线端子11、12之间的距离及相邻的通孔81之间的距离d1(参照图5)。另外,在形成涂敷树脂的工序中,树脂材料40a(参照图9)紧贴于引线端子11、12中的至少根基部11a、12a的表面,至少根基部11a、12a的表面被涂敷树脂40覆盖。因此,能够使相邻的1对引线端子11、12之间的距离w1(参照图5)变窄。在本实施方式中利用它们的协同效应,即使使距离w1变窄,也得到能够使距离d1变宽的效果和基于涂敷树脂40的邻接引线端子之间的电绝缘效果。因此,即使使距离w1变窄也能够充分抑制邻接引线端子之间的短路,因此能够使功率半导体装置1小型化。
118.图13为示出作为实施方式1的比较例的功率半导体装置的制造方法的第1工序的概略剖视图。参照图13,该比较例中的传递模塑工序与图8的实施方式1中的传递模塑工序大体上是同样的。因此在图13中对与图8相同的构成要素附加相同的附图标记而不重复其说明。但是,在图13的比较例的功率半导体装置的制造方法中,仅形成模制树脂30,不形成其上的涂敷树脂40。在该情况下,为了使图13的管芯焊盘部11dp的表面整体最终密封于模制树脂30的内部,执行以下内容。在合模时,以在管芯焊盘部11dp与下模具101的由树脂填充的部分的最下表面之间确保间隔gp的方式,设置管芯焊盘部11dp。一般而言上述间隔gp为约350μm,但是为了确保从管芯焊盘部11dp向模制树脂30的外部的高的散热性,优选为将间隔gp设为100μm以下。进而在其中,如果能够将间隔gp设为50μm以上且70μm以下,则能够确保管芯焊盘部11dp与模制树脂30的外部之间的绝缘性并且提高从管芯焊盘部11dp向模制树脂30的散热性。
119.然而,通过这样的方式,管芯焊盘部11dp随着传递模塑工序时片状树脂30a的移动而流动。尤其是当在通常的传递模塑工序中将间隔gp控制在约100μm以下时,流动性的片状树脂30a在被注入至配置半导体元件20的空间内时绕进管芯焊盘部11dp的下侧。由于该片状树脂30a绕进,管芯焊盘部11dp移动而相对于水平方向倾斜。因此管芯焊盘部11dp相对于下模具101的底面倾斜。由此,如图13所示绕进管芯焊盘部11dp的下侧的片状树脂30a的厚度变得不恒定。这使模制树脂30对于管芯焊盘部11dp的密封的可靠性下降。如果像这样使间隔gp变窄,则通常难以将间隔gp控制得整体上大致恒定。
120.与此相对,在本实施方式中,除了模制树脂30之外,还形成涂敷树脂40。因此,如图8那样通过使管芯焊盘部11dp接触下模具101的内底面来使管芯焊盘部11dp的背面相对于模制树脂30暴露,从而能够将涂敷树脂40均匀地成膜于该背面上。例如能够将该涂敷树脂40均匀地成膜为厚度为50μm以上且70μm以下。由此,能够在确保管芯焊盘部11dp与被配置于其正下方的外部冷却部件70之间的绝缘性的同时,使从管芯焊盘部11dp向外部冷却部件70的冷却性能稳定。
121.图14为示出作为实施方式1的变形例的功率半导体装置的制造方法的第1工序的
概略剖视图。参照图14,该变形例中的传递模塑工序与图13的比较例的传递模塑工序是大致同样的,因此对相同的构成要素附加相同的附图标记而不重复其说明。但是在图14的工序中,模制树脂30a渗出至管芯焊盘11dp或根基部11a的表面。一般而言,已知在传递模塑工序中设置用于防止管芯焊盘11dp的变形的可动销105的技术,但是仍然难以对管芯焊盘11dp施加大的负荷来抑制树脂的渗出。其结果是,在图14中,例如将模制树脂30a从下模具101脱模之后,有时模制树脂30a的一部分残留为树脂毛刺30b及树脂毛刺30c。在该情况下,例如树脂毛刺30b将管芯焊盘11dp向上方上推。因此,在管芯焊盘11dp的最下表面与下模具101的配置有半导体元件20的空间内壁面的间隔gp的部分,有时在管芯焊盘11dp的最下表面形成暴露部ep。暴露部ep为在管芯焊盘11dp的下部未配置有模制树脂30a的区域。如果原样保持形成有暴露部ep的状态,则有时会使模制树脂30对于管芯焊盘部11dp的密封的可靠性下降。
122.图15为示出作为实施方式1的变形例的功率半导体装置的制造方法的第2工序的概略剖视图。参照图15,该工序与图9的实施方式1的基于静电喷雾法形成涂敷树脂40是同样的。在图15中,多个引线端子11各自具有放置功率半导体元件21的管芯焊盘部11dp,多个引线端子12各自具有放置集成电路元件22的管芯焊盘部12dp。在图15的形成涂敷树脂40的工序中,管芯焊盘部11dp、12dp被设为接地的状态。
123.即与管芯焊盘11dp、12dp连续的外部引线部11ol、12ol和导电性部件90及导电性的放置台120一起通过接地部gnd而全部被设置为大致相同电位即接地电位。由此,如图15所示,树脂材料40a选择性地吸附于接地的管芯焊盘11dp的表面上。因此,在暴露部ep上形成涂敷树脂40。通过在暴露部ep上覆盖涂敷树脂40,涂敷树脂40还流出并覆盖因树脂毛刺30b、30c而形成有凹凸的表面上。因此因树脂毛刺30b、30c而形成有凹凸的表面上被平坦化。通过覆盖该涂敷树脂40,能够使图15的管芯焊盘11dp、12dp的上侧的表面平坦化。其结果是,从管芯焊盘11dp、12dp向模制树脂30的外侧的散热性及管芯焊盘11dp、12dp与模制树脂30外部的绝缘性变好。
124.涂敷树脂40形成为从根基部11a的表面连续至多个引线端子11中的管芯焊盘部11dp的在图1的下侧的表面、即与放置半导体元件20的表面相反的一侧的表面。但是在本实施方式中,涂敷树脂40形成于从根基部11a的表面至管芯焊盘部11dp的在图1的下侧的表面的至少一部分即可。由此,能够确保在管芯焊盘11dp与模制树脂30的外侧之间的区域中的最低限度的绝缘性。其中优选为涂敷树脂40形成于管芯焊盘部11dp,管芯焊盘部11dp的涂敷树脂40形成于与放置半导体元件20的表面相反的一侧的图1下侧的表面。以这样的方式,如上所述,在管芯焊盘部11dp的下侧的表面上形成均匀厚度的作为绝缘层的涂敷树脂40。因此,利用涂敷树脂40顺利地进行从搭载于管芯焊盘部11dp的半导体元件20向模制树脂30的外部的散热。因此,利用该涂敷树脂40,能够提高从半导体元件20的散热性。另外利用该涂敷树脂40,能够提高半导体元件20与模制树脂30的外部之间的绝缘性。
125.此外,优选为管芯焊盘部11dp的涂敷树脂40如图1所示仅形成于管芯焊盘部11dp的在图1下侧的表面。以这样的方式,通过将形成涂敷树脂40的区域限制于最低限度所需的区域,从而能够削减树脂材料40a,能够削减制造成本。
126.接下来,在本实施方式中,在模制树脂30中,在引线端子11、12从其内部突出的部分形成有用于使引线端子11、12通过的孔部。利用该孔部,在模制树脂30与从此处突出的引
线端子11、12之间形成有小的间隙。该间隙的部分被以从根基部11a的表面连续至管芯焊盘部11dp的表面的方式覆盖的涂敷树脂40堵塞。因此,抑制了水分从该间隙的部分进入到模制树脂30的内部。还抑制了由模制树脂30的劣化及膨胀导致的尺寸变化。由此,功率半导体装置1的可靠性提高。
127.此外,在本实施方式中,模制树脂30与从其突出的引线端子11、12之间的间隙的至少一部分被涂敷树脂40填充。因此,与不具有涂敷树脂40的情况相比,模制树脂30与引线端子11、12的粘结强度提高。由此,安装工序时功率半导体装置1对抗施加于引线端子11、12的振动应力的可靠性提高。
128.另外如上所述,在本实施方式中,在模制树脂30的外表面形成有模制树脂台阶部31。在该情况下,与不设置模制树脂台阶部31的情况相比,基于模制树脂30的功率半导体装置1的封装部分的强度变低,由于穿过螺丝孔71、82的固定部件83(参照图5),模制树脂30可能容易从螺丝紧固孔部32破裂。但是在本实施方式中以覆盖模制树脂30的表面的一部分的方式形成有涂敷树脂40。因此整体被强化,能够降低模制树脂30从螺丝紧固孔部32破裂的可能性。
129.这是基于以下的理由。没有涂敷树脂40的模制树脂30在固化后弹性模量为例如约20gpa。与此相对,固化后的涂敷树脂40其弹性模量为约4gpa,与模制树脂30的弹性模量相比非常低。因此,如果以与具有涂敷树脂40的模制树脂30的螺丝紧固孔部32相接的方式进行利用穿过螺丝孔71、82的固定部件83的固定(参照图5),则与不具有涂敷树脂40的模制树脂30相比,该紧固粘结时的应力变小。因此,涂敷树脂40覆盖表面的一部分的模制树脂30与未由涂敷树脂40覆盖表面的一部分的模制树脂30相比,能够抑制封装部分破裂等故障。因此功率半导体装置1的可靠性提高。
130.另外,本实施方式的功率半导体装置1还具有以下作用效果。该功率半导体装置1在引线端子11、12的末端部11b、12b的尤其是末端侧形成用于钎焊至电路基板80的、未被涂敷树脂40覆盖的暴露部14。因此,在将应作为暴露部14的、不应被涂敷树脂40覆盖的区域插入至导电性部件90(照图13)的槽部91内之后形成涂敷树脂40。由此能够避免例如如下问题:在应用在引线端子11、12的表面整体形成了涂敷树脂40之后通过热量去除末端部11b、12b的不需要部分的涂敷树脂40的方法时设想的、未去除而残留的涂敷树脂40在钎焊时蒸发而钎焊性下降。另外,本实施方式的涂敷树脂40由聚酰亚胺树脂等在钎焊温度下不分解的材料构成。因此在钎焊时不产生涂敷树脂40蒸发的问题。根据以上,根据本实施方式,引线端子11、12对于电路基板80的钎焊性提高。
131.另外,本实施方式的引线端子11、12的末端部11b、12b在俯视图中位于比模制树脂30的封装的部分靠外侧。由此,能够自由调节导电性部件90的在z方向的位置。还能够容易地调节涂敷树脂40的面积。
132.此外,在本实施方式的功率半导体装置的制造方法中,在半导体元件20放置于引线部件10上的状态下,在包括由模制树脂30密封的半导体元件20的部件上形成涂敷树脂40。在形成涂敷树脂40的工序中使用静电喷雾法。由此,与使用其它方法的情况相比,能够在引线端子11上薄而均匀地形成涂敷树脂40。因此,能够削减在形成工序后废弃的树脂材料40a的量,能够以低成本形成功率半导体装置5。
133.实施方式2.
134.图16为示出实施方式2的功率半导体装置中设置有冷却部件的形态的概略剖视图。图17为提取出实施方式2的功率半导体装置的引线部件的部分的概略放大立体图。图18为示出使图16的功率半导体装置上下反转并且安装于电路基板的形态的概略平面图。图19为示出图16的功率半导体装置安装于电路基板的整体的形态的概略剖视图。即图16、图17、图18、图19分别与实施方式1的图1、图2、图5、图7对应。以下使用图16~图19对本实施方式的功率半导体装置的结构概略地进行说明。
135.参照图16,本实施方式的功率半导体装置2大体上具有与实施方式1的功率半导体装置1同样的结构。因此,对与图1相同的构成要素附加相同的附图标记,在内容重复的情况下有时不重复其说明。但是在本实施方式中,在功率引线端子11及集成电路引线端子12的尤其是末端部11b、12b的形状方面与实施方式1不同。
136.具体而言,在功率半导体装置2中,多个引线端子11、12的各个引线端子在末端部11b、12b具有弯曲部。即作为转折部11c,功率引线端子11具有第1转折部11c1及作为弯曲部的第2转折部11c2。同样地,作为转折部12c,集成电路引线端子12具有第1转折部12c1及作为弯曲部的第2转折部12c2。
137.功率引线端子11的第1转折部11c1与实施方式1的转折部11c同样地,为根基部11a与末端部11b的边界处的转折部。与此相对,功率引线端子11的第2转折部11c2为被设置为将末端部11b分为两部分的弯曲部。因此,末端部11b包括第1转折部11c1与第2转折部11c2之间的第1末端部11b1和相比于第2转折部11c2远离功率半导体元件21的一侧即末端侧的第2末端部11b2。在将图16的上侧即z方向负侧的面设为功率引线端子11的表侧的面的情况下,在第1转折部11c1处,功率引线端子11以表侧的面为凹形状的方式弯曲。与此相对,在第2转折部11c2处,功率引线端子11以表侧的面为凸形状的方式弯曲。
138.同样地,集成电路引线端子12的第1转折部12c1与实施方式1的转折部12c同样地,为根基部12a与末端部12b的边界处的转折部。与此相对,集成电路引线端子12的第2转折部12c2为被设置为将末端部12b分为两部分的弯曲部。因此,末端部12b包括第1转折部12c1与第2转折部12c2之间的第1末端部12b1和相比于第2转折部12c2远离集成电路元件22的一侧即末端侧的第2末端部12b2。在将图16的上侧即z方向负侧的面设为集成电路引线端子12的表侧的面的情况下,在第1转折部12c1处,集成电路引线端子12以表侧的面为凹形状的方式弯曲。与此相对,在第2转折部12c2处,集成电路引线端子12以表侧的面为凸形状的方式弯曲。
139.参照图16及图17,在本实施方式中,在y方向上隔开间隔w1而彼此相邻的1对功率引线端子11之间,根基部11a在x方向上延伸的长度也互不相同。因此,在y方向上相互隔开间隔w1而邻接的1对功率引线端子11的末端部11b的距离d1宽于间隔w1。以上对于集成电路引线端子12也是同样的。
140.功率引线端子11的根基部11a的表面及末端部11b中的接近根基部11a的一侧的区域的表面为被涂敷树脂40覆盖的包覆部13。另一方面,在功率引线端子11的末端部11b中,远离根基部11a的一侧的区域的表面为不被涂敷树脂40覆盖的暴露部14。在图16中,第1末端部11b1几乎整体为包覆部13,第2末端部11b2几乎整体为暴露部14。可以为这样的形态,但也可以是如图17那样第1末端部11b1的根基部11a侧为包覆部13、第1末端部11b1的第2末端部11b2侧及第2末端部11b2的整体为暴露部14的形态。以上对于集成电路引线端子12也
是同样的。
141.参照图17、图18及图19,在本实施方式中,在电路基板80的在图17的上侧的主表面上配置有多个焊料图案89。利用这些焊料图案,电路基板80的第2末端部11b2被接合于电路基板80的在图17的上侧的主表面上。因此,在本实施方式中,在电路基板80中不形成插入引线端子11、12的通孔81(参照图5)。优选为接合的第2末端部11b2的表面相对于电路基板80的主表面具有8
°
以下的倾斜角度。此外,该倾斜角度可以为5
°
以下,该倾斜角度也可以为零。即第2末端部11b2的表面可以以沿着电路基板80的主表面的方式而连接。以上针对集成电路引线端子12的第2末端部12b2也是同样的。
142.在本实施方式中,如图17~图19所示,预先在电路基板80的主表面上提供焊料图案89。在焊料图案89上放置第2末端部11b2、12b2。此时在电路基板80的主表面上,隔着焊料图案等还放置其它表面安装构件。具有第2末端部11b2、12b2及模制树脂30等的功率半导体装置2的一部分与其它表面安装构件同时通过回流焊钎焊法被接合于焊料图案89上。
143.此外,在本实施方式中也与实施方式1同样地,利用静电喷雾法来形成涂敷树脂40。
144.在以上的各方面本实施方式与实施方式1不同。但是关于其它各方面本实施方式基本上与实施方式1是同样的。
145.本实施方式的作用效果与实施方式1基本上是同样的。但是除此以外,本实施方式中还实现以下的作用效果。
146.在本实施方式的功率半导体装置2中,由引线部件10、半导体元件20及模制树脂30等构成的部分与其它表面安装构件同时通过回流焊钎焊法被接合于电路基板80上。对于实施方式1的功率半导体装置1的引线部件10等部分,引线端子11、12主要被手动插入并钎焊至称为所谓的dip(dual inline package,双列直插式封装)构造的电路基板80的通孔81。与此相对,实施方式2的功率半导体装置2为被称为所谓的sop(small outline package,小外形封装)的、以与其它表面安装构件等同时被进行回流焊钎焊为前提的结构。即功率半导体装置2为相比于功率半导体装置1更适合于通过自动化生产线来制造的构造。因此,与例如功率半导体装置2的一部分和其它表面安装构件通过其它工序而被接合于电路基板80上的情况相比,能够简化在电路基板80上安装各部件的工序。
147.另外,本实施方式的引线端子11、12优选为如图17所示,以第1末端部11b1不与根基部11a及第2末端部11b2正交而保持比直角略大的角度的方式接合于电路基板80。通过这样的方式,在使用静电喷雾法时,电力线变得容易绕进背面,还能够提高在背面成膜的效果。另外,优选为接合的第2末端部11b2的表面相对于电路基板80的主表面具有例如8
°
以下的倾斜角度。由此,电力线更容易绕进第2末端部11b2。由此,涂敷树脂40到第2末端部11b2上的成膜效果更为提高。
148.此外,在使用回流焊钎焊法的本实施方式的功率半导体装置2中,模制树脂30在回流焊工序中吸湿。因此,模制树脂30有可能从密封于模制树脂30内的管芯焊盘部11dp等各部件的表面剥离。但是在本实施方式中,与实施方式1同样地,例如管芯焊盘部11dp从模制树脂30中暴露的表面被涂敷树脂40覆盖。因此,抑制了从模制树脂30中的被涂敷树脂40覆盖的部分的吸湿。另外,能够降低管芯焊盘部11dp从模制树脂30中暴露的部分从邻接的模制树脂30剥离的可能性。
149.实施方式3.
150.图20为示出实施方式3的功率半导体装置的制造方法的一个工序的概略剖视图。图21为示出图20的功率半导体装置安装于电路基板的形态的概略平面图。图22为示出图20的功率半导体装置安装于电路基板的整体的形态的概略剖视图。即图20、图21、图22分别与实施方式1的图9、图5、图7对应。此外,在以下的说明中也对与实施方式1、2相同的构成要素附加相同的附图标记,在内容重复的情况下有时不重复其说明。
151.参照图20,在本实施方式的功率半导体装置的制造方法中,也进行基本上与实施方式1的图9所示的工序同样的处理。即,使用静电喷雾法,对最终应作为功率半导体装置3的部件的至少一部分(在图20中附图标记3所示)供给雾状的树脂材料40a。由此与图9同样地,因高电压而带电的雾状的树脂材料40a附着于模制树脂30的表面、管芯焊盘部11dp的与放置功率半导体元件21的面相反的一侧的面、引线端子11、12的根基部11a、12a及末端部11b、12b的表面的一部分。由此,在上述部分形成涂敷树脂40。但是在图20中,形成涂敷树脂40的工序在部件即应作为功率半导体装置3的部件的至少一部分安装于电路基板80的状态下进行。由此最终形成了包括电路基板80的功率半导体装置3。在这方面,与在应作为功率半导体装置1的部件的至少一部分安装于电路基板80之前的状态下形成涂敷树脂40的实施方式1不同。
152.如图20所示,设置为从图的上侧(z方向正侧)起按照电路基板80、导电性部件90及放置台120的顺序在平面上重合。电路基板80的通孔81与导电性部件90的槽部91被配置为在俯视图中重合。此外,导电性部件90可以如图9那样形成为一体,也可以如图11那样形成为3个部分的集合体。
153.例如与实施方式1的功率半导体装置1同样地,引线端子11、12被弯曲的应作为功率半导体装置3的部件的引线端子11、12的外部引线部11ol、12ol被插入至通孔81及其正下方的槽部91内。即在此,外部引线部11ol、12ol穿过通孔81并且被插入至槽部91内。在该时间点,引线端子11、12可以由焊料被固定于通孔81。
154.在电路基板80的上侧的主表面上,形成有多个布线部84。这些布线部84与安装于电路基板80上的功率半导体装置3的多个引线端子11、12的各个引线端子导通。因此优选为布线部84在电路基板80中形成于例如与通孔81邻接的区域。
155.在与实施方式1同样的利用静电喷雾法进行的树脂材料40a的喷雾时,掩模88被设置为重合于电路基板80的形成布线部84的一侧、即图20的上侧。掩模88被配置为从图20的上侧覆盖除了应作为功率半导体装置3的部件的中央部及布线部84的至少一部分的区域的正上方以外的区域。被掩模88覆盖的区域为未利用静电喷雾法供给树脂材料40a的区域。反过来说,对被掩模88覆盖的区域以外的区域供给树脂材料40a。由此,以覆盖形成于电路基板80上并与多个引线端子11、12的各个引线端子导通的布线部84的至少一部分之上的方式,在电路基板80上形成有涂敷树脂40。
156.此外在以上,与实施方式1的功率半导体装置1同样地引线端子11、12被弯曲的应作为功率半导体装置3的部件的一部分被固定于电路基板80,在电路基板80上的布线部84形成有涂敷树脂40。但是不限于此,在本实施方式中,也可以与实施方式2的功率半导体装置2同样地,引线端子11、12被弯曲的应作为功率半导体装置3的部件的一部分由例如焊料图案89被固定于电路基板80,在电路基板80上的布线部84形成涂敷树脂40。在应作为与实
施方式2的功率半导体装置2同样的功率半导体装置3的部件被固定的情况下,也与应作为与实施方式1的功率半导体装置1同样的功率半导体装置3的部件被固定的情况同样地,布线部84能够与引线端子11、12导通。此外,由于实施方式2的功率半导体装置2不是被通孔81穿过的结构,因此在静电喷雾法的工序中也可以不使用导电性部件90及放置台120。
157.参照图21及图22,在利用图20的工序形成的功率半导体装置3中,模制树脂30、引线端子11、12等的正上方及布线部84的至少一部分被涂敷树脂40覆盖。
158.在以上的各方面本实施方式与实施方式1、2不同。但是关于其它各方面,本实施方式基本上与实施方式1、2是同样的。
159.本实施方式的作用效果与实施方式1、2基本上是同样的。但除此以外,在本实施方式中还实现以下作用效果。
160.根据本实施方式,不仅功率引线端子11及集成电路引线端子12被涂敷树脂40覆盖,与它们邻接的布线部84的至少一部分也被涂敷树脂40覆盖。由此,与边界部95(参照图22)邻接的区域等、引线端子11、12由焊料被固定于电路基板80的区域等被涂敷树脂40覆盖。因此,抑制了由焊料导致的接合部彼此的短路,多个引线端子11、12之间的绝缘性变好。由此能够缩小多个引线端子11、12的距离,因此能够使功率半导体装置3小型化。
161.另外如图21等所示,布线部84的至少一部分被涂敷树脂40覆盖。因此,与布线部84不被涂敷树脂40覆盖的情况相比,从布线部84的散热性变好。构成涂敷树脂40的聚酰亚胺树脂的热导率为约1.0w/mk。与此相对,空气的热导率为约0.02w/mk。因此,通过被涂敷树脂40覆盖,与未被覆盖的情况相比,布线部84的发热容易逸出至外部。因此,即使使电路基板80小型化也能够充分散热。因此能够使功率半导体装置3小型化。
162.此外,优选为涂敷树脂40以从电路基板80的表面上连续至引线端子11、12的表面上的方式覆盖。由此,电路基板80与引线端子11、12的粘结强度增加。因此,即使在使用功率半导体装置3时产生振动及热循环,也能够抑制将电路基板80和引线端子11、12固定的焊料的剥离。
163.实施方式4.
164.图23为示出实施方式4的功率半导体装置的形态的概略剖视图。在以下的各例中,也对与已说明的各例相同的构成要素附加相同的附图标记,在内容重复的情况下有时不重复其说明。参照图23,本实施方式的功率半导体装置4与其它各例同样地,多个引线端子11各自具有放置功率半导体元件21的管芯焊盘部11dp。多个引线端子11各自的涂敷树脂40仅形成于从根基部11a的表面至比管芯焊盘部11dp靠根基部11a侧的区域的范围内的至少一部分的区域。也就是说,在管芯焊盘部11dp的表面上不形成涂敷树脂40。在此也可以与上述各其它的例子同样地,在根基部11a的下侧的表面与管芯焊盘部11dp的下侧的表面之间的部分,涂敷树脂40被配置为覆盖模制树脂30的表面上。
165.在图23中,管芯焊盘部11dp的与放置功率半导体元件21的表面相反的一侧的在图23的下侧的表面填埋于模制树脂30的内侧。也就是说在图23中,管芯焊盘部11dp的下侧的表面不从模制树脂30中暴露。在该管芯焊盘部11dp的下侧的表面上,隔着绝缘层131形成有作为金属箔的例如铜箔132。因此铜箔132的下侧的表面大体上从模制树脂30中暴露。
166.由于存在绝缘层131及铜箔132,在功率半导体装置4中,多个引线端子11各自的涂敷树脂40无法在管芯焊盘部11dp的表面上形成。因此,引线端子11的涂敷树脂40形成为将
比管芯焊盘部11dp靠根基部11a侧的区域设为端部。此外,涂敷树脂40也不在从模制树脂30中暴露的铜箔132的表面上形成。
167.图24为示出实施方式4的变形例的功率半导体装置的形态的概略剖视图。参照图24,该功率半导体装置4具有基本上与图23同样的结构。但是在图24中,多个引线端子11各自不具有管芯焊盘部11dp。dbc基板130而不是管芯焊盘部11dp被配置于模制树脂30内。dbc基板130包括绝缘层131和以夹着该绝缘层131的方式配置的1对铜板133。具体而言,1对铜板133包括铜板133a和铜板133b。此外,绝缘层131由氧化铝等陶瓷材料形成。通过这样的方式,绝缘层131兼具散热性和绝缘性。铜板133a被配置于绝缘层131的一面即图24的上侧的主表面上。铜板133b被配置于绝缘层131的另一面即图24的下侧的主表面上。功率半导体元件21被放置于dbc基板130。具体而言,在图24的铜板133a的上侧的表面上放置有功率半导体元件21。因此,铜板133a与上述各例的管芯焊盘部11dp同样地发挥功能。
168.在多个引线端子11的各个引线端子中,与外部引线11ol相反的一侧的端部即模制树脂30内侧的端部通过焊料等导电性部件134被粘结于铜板133a上。在图24中也与图23同样地,在与管芯焊盘部11dp同样地发挥功能的铜板133a上以及包括该铜板133a的dbc基板130没有形成涂敷树脂40。即涂敷树脂40仅形成于从根基部11a的表面至比铜板133a靠根基部11a侧的区域的范围内的至少一部分区域。
169.如以上那样在功率半导体装置4中,管芯焊盘部11dp的表面不从模制树脂30中暴露,在该处没有形成涂敷树脂40。在这方面,功率半导体装置4与功率半导体装置1、2、3不同。
170.此外,在图23及图24中,为了便于说明,省略了外部冷却部件70的图示,但在这些图中也可以与实施方式1的图1等同样地设置外部冷却部件70。
171.接下来,使用图25对图23的功率半导体装置4的制造方法进行说明。图25为示出实施方式4的功率半导体装置的制造方法的一个工序的概略剖视图。图25与实施方式1的图9的工序对应。参照图25,在本实施方式的功率半导体装置的制造方法中,首先准备具有放置功率半导体元件21的管芯焊盘部11dp的多个引线端子11。在管芯焊盘部11dp的、与放置功率半导体元件21的一侧相反侧的图25的上侧的表面上隔着绝缘层131形成铜箔132。
172.之后,与图9的工序同样地,利用静电喷雾法,雾状地排放的带电的树脂材料紧贴于部件即最终应作为功率半导体装置4的部件的至少一部分的表面。由此形成了涂敷树脂40。在此,铜箔132的在图25的上侧的表面从模制树脂30中暴露。在图25的工序中,在该暴露的铜箔132的表面连接电源pwr2的正极。另外,对被涂敷为涂敷树脂40之前的树脂材料40a连接电源pwr的正极。由此,铜箔132成为带上与树脂材料40a相同极性的正极的电的状态。在该状态下,进行基于静电喷雾法的处理,形成了涂敷树脂40。
173.接下来对本实施方式的作用效果进行说明。
174.根据本实施方式,多个引线端子11的各个引线端子的涂敷树脂40仅形成于从根基部11a的表面至比管芯焊盘部11dp靠根基部11a侧的区域的范围内。因此,管芯焊盘部11dp使用散热性高于涂敷树脂40的金属材料,能够更加高效地将功率半导体元件21的发热释放至外部。具体而言,从管芯焊盘部11dp向其下方的例如外部冷却部件70的散热由作为金属箔的铜箔132进行。由此,相比于涂敷树脂40提高了散热性。此外,关于管芯焊盘部11dp与外部冷却部件70之间的绝缘性,由绝缘层131来确保。
175.图26为示出实施方式4的功率半导体装置中设置有冷却部件的形态的概略剖视图。参照图26,具体而言,功率半导体装置4中的铜箔132经由焊料等导电性部件54被连接于外部冷却部件70。由此,从功率半导体元件21经由管芯焊盘部11dp、铜箔132及导电性部件54向外部冷却部件70的散热路径的散热性显著提高。
176.在本实施方式的制造方法中,在形成涂敷树脂40的工序中,使作为金属箔的铜箔132和树脂材料40a为带相同极性的电的状态。通过这样的方式,在基于静电喷雾法形成涂敷树脂40时,树脂材料40a避开铜箔132而仅涂敷于铜箔132以外的区域的表面上。因此,涂敷树脂40仅形成于铜箔132上以外的区域上。由此,如上所述,基于铜箔132得到高于涂敷树脂40的散热性。另外,根据本实施方式,避开铜箔132来涂敷树脂材料40a,因此不需要用于涂敷树脂材料40a的掩模。由于每涂敷1次需要废弃并更换该掩模,因此制作费高昂。因此,根据不需要该掩模的本实施方式,能够更低成本地制造功率半导体装置4。
177.实施方式5.
178.图27为示出实施方式5的功率半导体装置的形态的概略剖视图。参照图27,在本实施方式的功率半导体装置5中,管芯焊盘部11dp的在图27的下侧的表面被填埋于模制树脂30的内侧而不从模制树脂30中暴露。在这方面与图23的实施方式4是同样的。在图27中,优选为模制树脂30的下侧的表面与模制树脂30的最下表面的间隔gp为350μm以上。另外,优选为图27的管芯焊盘部11dp的下侧的表面与模制树脂30的最下表面被配置为大致平行。以这样的方式,能够抑制由图13的比较例所示的管芯焊盘部11dp的倾斜等导致的功率半导体装置的可靠性的下降。
179.在图27中,在根基部11a的下侧的表面与管芯焊盘部11dp的下侧的表面之间的部分,在管芯焊盘部11dp的表面上以及模制树脂30的表面上的任意表面上没有形成涂敷树脂40。在图27中,仅在外部引线部11ol、12ol中的根基部11a、12a的表面和包覆部13的表面形成有涂敷树脂40。因此,在内部引线部11il、12il的表面和模制树脂30的表面完全没有形成涂敷树脂40。
180.图28为示出实施方式5的功率半导体装置的制造方法的一个工序的概略剖视图。图28与实施方式1的图9的工序对应。参照图28,在本实施方式的功率半导体装置的制造方法中,在涂敷工序时,在模制树脂30的表面上放置掩模88。在该状态下,与其它例子同样地利用静电喷雾法将树脂材料40a供给至应作为功率半导体装置的部件上。由此,在由掩模88覆盖的模制树脂30以外的区域、即外部引线11ol、12ol的根基部11a、12a的表面及包覆部13的表面形成涂敷树脂40。此外,由于外部引线11ol、12ol中的暴露部14如图28那样被插入至导电性部件90的槽部91内,因此不被涂敷。
181.在本实施方式中最低限度所需的作用效果是,即使相邻的1对引线端子之间的距离短,也抑制该1对引线端子的钎焊部之间的短路。从该观点而言,最低限度只要在多个引线端子11中的根基部11a的表面形成有涂敷树脂40即可。根据本实施方式,从上述的观点而言,能够仅对需要涂敷树脂40的最低限度的区域高效地进行涂敷。因此使要使用的树脂材料40a的量最少,能够低成本地制造功率半导体装置5。
182.实施方式6.
183.在本实施方式中,将上述实施方式1~5的功率半导体装置应用于电力变换装置。本发明不被限制于某种电力变换装置,以下作为实施方式6,对将本发明应用于三相逆变器
的情况进行说明。
184.图29为示出应用了实施方式6的电力变换装置的电力变换系统的结构的框图。图29所示的电力变换系统包括电源400、电力变换装置200、负载300。电源400为直流电源,向电力变换装置200供给直流电力。电源400没有特别限制,例如能够由直流系统、太阳能电池、蓄电池构成,也可以由连接于交流系统的整流电路、ac/dc转换器构成。电源400可以由将从直流系统输出的直流电力变换为期望的电力的dc/dc转换器构成。
185.电力变换装置200为连接于电源400与负载300之间的三相逆变器,将从电源400供给的直流电力变换为交流电力,对负载300供给交流电力。如图29所示,电力变换装置200具备:主变换电路201,将输入的直流电力变换为交流电力并输出;以及控制电路203,对主变换电路201输出控制主变换电路201的控制信号。
186.负载300为由从电力变换装置200供给的交流电力驱动的三相电动机。此外,负载300不限于某一个用途,而为搭载于各种电气设备的电动机,例如被用作面向混合动力汽车、电动汽车、有轨车辆、电梯或空调设备的电动机。
187.以下对电力变换装置200的详情进行说明。主变换电路201具备开关元件(未图示)和回流二极管(未图示)。通过开关元件对从电源400供给的电压进行开关,从而主变换电路201将从电源400供给的直流电力变换为交流电力,供给至负载300。主变换电路201的具体电路结构具有各种结构,但是本实施方式的主变换电路201为2电平的三相全桥电路,可以由6个开关元件和与各个开关元件反并联的6个回流二极管构成。作为主变换电路201的各开关元件及各回流二极管,可以应用上述实施方式1~5中的任意实施方式的功率半导体装置1~5中包含的igbt21以及集成电路元件22。作为构成主变换电路201的功率半导体模块202,可以应用上述实施方式1~5中的任意实施方式的功率半导体装置1~5。6个开关元件中每两个开关元件串联连接而构成上下支路(arm),各上下支路构成全桥电路的各相(u相、v相、w相)。然后,各上下支路的输出端子、即主变换电路201的3个输出端子连接于负载300。
188.另外,主变换电路201具备驱动各开关元件的驱动电路(未图示)。驱动电路可以内置于功率半导体模块202,也可以设置于功率半导体模块202的外部。驱动电路生成驱动主变换电路201中包含的开关元件的驱动信号,对主变换电路201的开关元件的控制电极供给驱动信号。具体而言,根据来自控制电路203的控制信号,向各开关元件的控制电极输出将开关元件设为导通状态的驱动信号和将开关元件设为关断状态的驱动信号。
189.如上所述,在本实施方式的电力变换装置200中,作为主变换电路201中包含的功率半导体模块202,应用实施方式1~5中的任意实施方式的功率半导体装置1~5。因此,由于功率半导体装置1~5的小型化,能够使本实施方式的电力变换装置200小型化。
190.在本实施方式中说明了将本发明应用于2电平的三相逆变器的例子,但是本发明不限于此,能够应用于各种电力变换装置。在本实施方式中设为2电平的电力变换装置,但是也可以为3电平的电力变换装置。或者可以为多电平电力变换装置。在电力变换装置向单相负载供给电力的情况下,本发明可以被应用于单相逆变器。在电力变换装置向直流负载等供给电力的情况下,本发明可以被应用于dc/dc转换器或ac/dc转换器。
191.应用了本发明的电力变换装置不限于负载为电动机的情况,例如,可以被嵌入于放电加工机或激光加工机的电源装置、或者感应加热炊具或非接触器供电系统的电源装置。应用了本发明的电力变换装置可以用作太阳能发电系统或蓄电系统等的功率调节器。
192.可以在技术上没有矛盾的范围内适当地组合以上所述的各实施方式(所包含的各例)中记载的特征来应用。
193.应该认为,此次公开的实施方式在所有方面都为举例说明而非限制性的。本发明的范围不是通过上述的说明而是通过权利要求书来示出,意在包含与权利要求书等同的意义及范围内的所有变更。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1