变压器加工设备的制作方法
1.本发明关于一种变压器加工设备,特别关于一种可以缩短各工作站停摆的时间,并且提升变压器的粘接合格率的变压器加工设备。
背景技术:
2.现有的变压器组装流程主要包含以下步骤,1、将下铁芯放置于夹具的模穴中;2、于下铁芯上方点胶;3、将线圈件叠放于下铁芯上;4、于线圈上方进行点胶作业;5、将上铁芯叠放于线圈件的上方;6、加压贴合;7、取出变压器成品。
3.在生产变压器时,通常会利用一条生产线带动夹具移动至各个工作站进行加工,其中,加压粘合的制程,需要于压合时静置一段时间,而让粘接剂初步固化,使得夹具在加压贴合的工作站停留的时间较长,因此,生产线必须要配合加压贴合的制程时间进行移动,进而延长其他工作站的机台停滞的时间,降低产能。
4.此外,加压贴合的制程时间大多控制在粘接剂达到初步固化反应的时间,此时粘接剂并未完全固化,随后,夹具移动至出料工作站,并利用机械手臂将夹具上的变压器成品一一取出收集,因此,在取出变压器成品的过程,变压器的零件尚未完全接合,而容易因为受到碰撞或推挤,而产生下铁芯与上铁芯之间的错位,而降低变压器的合格率。
5.因此,如何缩短变压器加工设备各工作站的待机的时间,并且同时提升变压器的粘接合格率,为重要的改善课题。
技术实现要素:
6.有鉴于此,本发明的主要目的在于提供一种变压器加工设备,其可以有效缩短各个工作站待机的时间,并同时提升变压器粘接合格率。
7.为了达到上述的目的,本发明提出一种变压器加工设备,其包含:
8.一夹具工作台,其包含:
9.一第一移动道,包含相对两端,其包含多个的夹具排列位置;两个连接道,分别自该第一移动道的相对两端朝向同一侧延伸,该两个连接道分别定义为一第一连接道与一第二连接道;
10.一第二移动道,自该第二连接道远离该第一移动道的一端朝向该第一连接道延伸,该第二移动道包含一缓冲区段与一压合区段,该缓冲区段与该第二连接道相接,该压合区段自该缓冲区段远离该第二连接道的一端朝向该第一连接道延伸,该缓冲区段与该压合区段分别包含多个的夹具排列位置,该缓冲区段的夹具排列位置的数量大于等于该压合区段的夹具排列位置的数量;
11.一出料移动道,自该第一连接道远离该第一移动道的一端朝向该压合区段延伸,该出料移动道包含多个夹具排列位置;
12.一固化区,邻接于该压合区段远离该第一移动道的一侧,并且朝向该第一移动道的方向延伸,而与该出料移动道邻接,该固化区定义一第一区块与一第二区块,该第一区块
对应该压合区段的位置,该第二区块对应该出料移动道的位置;以及
13.多个夹具,排列于该第一移动道、该第二移动道、该固化区、与该出料移动道;
14.八个搬移单元,分别设于该夹具工作台,并带动所述夹具依序地沿该夹具工作台的该第一移动道、该第二连接道、该第二移动道、该固化区、该出料移动道、该第一连接道,再回到该第一移动道循环位移,所述夹具搬移单元分别定义为:
15.一第一搬移单元,带动位于该第一移动道的夹具沿该第一移动道朝向该第二连接道移动;
16.一第二搬移单元,带动位于该第一移动道上的夹具沿该第二连接道移动自该第一移动道移动至该缓冲区段;
17.一第三搬移单元,带动位于该缓冲区段的夹具沿该缓冲区段朝向该压合区段位移,该第三搬移单元间隔性带动缓冲区段的夹具进行短程位移与长程位移,该短程位移带动位于该缓冲区段的夹具位移一夹具排列位置,该长程位移带动位于该缓冲区段的夹具移动至该压合区段;
18.一第四搬移单元,带动位于该压合区段上的所有夹具移动至该固化区的第一区块;
19.一第五搬移单元,带动位于该固化区的第一区块的夹具移动至该固化区的第二区块;
20.一第六搬移单元,带动位于该固化区的第二区块的夹具朝向该出料移动道移动;
21.一第七搬移单元,带动位于该出料移动道的夹具沿该出料移动道朝向该第一连接道移动;以及
22.一第八搬移单元,带动位于该出料移动道的夹具沿该第一连接道由该出料移动道移动至该第一移动道;
23.多个工作站,沿该第一移动道间隔设置;
24.一压合装置,设于对应该压合区段的位置;以及
25.一照射装置,设于对应该固化区的位置。
26.利用上述的技术特征,该夹具可以利用所述搬移单元于该夹具工作台上进行循环位移,可以利用缓冲区段的多个夹具排列位治与第三搬移单元可间隔性的进行短程位移与长程位移的搭配,利用第三搬移单元的短程位移将夹具逐渐累积于该缓冲区段,再利用第三搬移单元的长程位移一次将缓冲区段上的多个夹具推送至压合区段进行压合作业,当压合区段上的多个夹具进行加压作业时,夹具会继续累积于缓冲区段,因此各工作站持续动作的同时,压合区段上的夹具可以停留较久的时间进行压合作业。
27.完成压合作业的夹具会被推送至固化区静置,并且接受照射装置的照射,加速变电器零件之间的粘接剂的固化反应,夹具批次由固化区的第一区块移动至第二区块,再由第二区块移动至出料移动道,让粘接剂有足够的时间进行固化接合,再将夹具推送到出料移动道进行取出成品的作业,减少出料时因零件之间尚未完全接合,而容易产生零件间的错位的问题,提升变压器成品的合格率。
附图说明
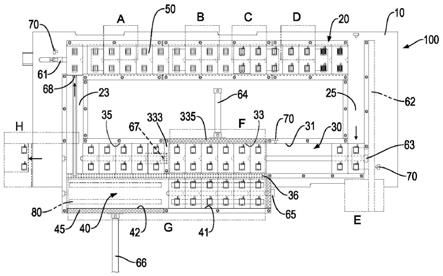
28.图1为本发明第一较佳实施例的俯视图。
29.图2为本发明第一较佳实施例的夹具工作台未摆放夹具时的俯视图。
30.图3至图8为本发明第一较佳实施例的动作示意图。
31.图9至图12为本发明第二较佳实施例的动作示意图。
32.图13至图16为本发明第三较佳实施例的动作示意图。
33.图17为本发明第四较佳实施例的动作示意图。
具体实施方式
34.请配合参考图1至图3,本发明的变压器加工设备的第一较佳实施例,其包含一夹具工作台100、八个搬移单元61、62、63、64、65、66、67、68、多个工作站a、b、c、d、e、h、一压合装置f、与一照射装置g。
35.该夹具工作台100包含一基座10、一第一移动道20、两个连接道23、25、一第二移动道30、一出料移动道35、一固化区40、与多个夹具50。该第一移动道20、该两个连接道23、25、该第二移动道30、该出料移动道35、与该固化区40都设于该基座10的桌板顶面。
36.该第一移动道20包含相对两端,且该第一移动道20包含多个夹具排列位置s,所述夹具排列位置s为夹具50排列于第一移动道20时的预设位置,该第一移动道20的相对两侧可设有挡墙或轨条,让夹具50可于两个挡墙或两个轨条之间位移;该两个连接道23、25分别自该第一移动道20的相对两端朝向同一侧延伸,该两个连接道23、25分别定义为一第一连接道23与一第二连接道25,各连接道23、25的相对两侧亦可设有挡墙或轨条。
37.该第二移动道30自该第二连接道25远离该第一移动道20的一端朝向该第一连接道23延伸;该第二移动道30包含一缓冲区段31与一压合区段33,该缓冲区段31与该第二连接道25相接,该压合区段33自该缓冲区段31远离该第二连接道25的一端朝向该第一连接道23延伸,该缓冲区段31与该压合区段33分别包含多个夹具排列位置s,该缓冲区段31的该夹具排列位置s的数量大于等于该压合区段33的该夹具排列位置s的数量,该缓冲区段31的相对两侧可设置固定式的挡墙或轨条,该压合区段33的相对两侧可设置活动式的挡墙或轨条,本实施例中,该缓冲区段31的该夹具排列位置s的数量等于该压合区段33的该夹具排列位置s。
38.该出料移动道35自该第一连接道23远离该第一移动道20的一端朝向该压合区段33延伸,该出料移动道35包含多个夹具排列位置s,其中该出料移动道35的该夹具排列位置s的数量可以大于等于该压合区段33排列数量的夹具排列位置s,本实施例中,该出料移动道35的该夹具排列位置s的数量等于该压合区段33的该夹具排列位置s的数量,较佳的是,出料移动道35与该压合区段33之间可设有挡块333,分隔该出料移动道35与该压合区段33,该出料移动道35接近该第一移动道20的一侧设有固定式的挡墙或轨条,远离该第一移动道20的一侧则设有活动式的挡墙或轨条。
39.该固化区40邻接于该压合区段33远离该第一移动道20的一侧,并朝向该第一连接道23的方向延伸,而与该出料移动道35邻接,该固化区40定义一第一区块41与一第二区块42,该第一区块41对应该压合区段33的位置,该第二区块42对应该出料移动道35的位置,于本实施例中,该第一区块41与该第二区块42都仅能容纳一排夹具50,该固化区40第一区块41远离该压合区段33的一侧设有固定式的挡墙或轨条,而该固化区40第二区块42远离该出料移动道35的一侧可设有活动式的挡墙或轨条,该固化区40接近该第一连接道23的一端,
可设有挡墙。
40.该固化区40和该压合区段33及该出料移动道35之间可以设有一活动挡片36,该活动挡片36可上、下位移,而形成该压合区段33、该出料移动道35,或该固化区40的挡墙,当位于该压合区段33的夹具50要移动至该固化区40时,或是位于该固化区40的夹具50要移动至该出料移动道35时,该活动挡片36可向下或向上退开,让夹具50顺利通过。
41.于第一较佳实施例中,该第一移动道20具有18个夹具排列位置s,于初始状态,该第一移动道20上依序排列有17个夹具50,该缓冲区段31、该压合区段33、与该出料移动道35分别具有6个夹具排列位置s,该第二移动道30与该出料移动道35上的夹具50总数少于该第一移动道20至少2个,该固化区40的第一区块41具有6个夹具排列位置s,第二区块42具有6个夹具排列位置s。
42.所述搬移单元61、62、63、64、65、66、67、68分别设于该夹具工作台100的基座10,并与控制单元连接,而可受到控制单元控制其动作,并可以带动夹具50依序地沿该夹具工作台100的第一移动道20、第二连接道25、第二移动道30、固化区40、出料移动道35、第一连接道23,再回到第一移动道20进行循环位移。所述搬移单元61、62、63、64、65、66、67、68分别定义为第一搬移单元61、第二搬移单元62、第三搬移单元63、第四搬移单元64、第五搬移单元65、第六搬移单元66、第七搬移单元67、与第八搬移单元68;所述搬移单元61、62、63、64、65、66、67、68可以为架设于基座10的桌板上而推动夹具50的推杆单元、设于基座10的桌板下,并将推移件设于桌板开设的轨槽内而推动夹具50的滑台单元、或者是悬置于基座10上方的滑台单元等等,该夹具50底部亦可设有凹槽,而让搬移单元63、67的推移件可以卡掣于凹槽内,而带动夹具50位移。
43.该第一搬移单元61带动位于该第一移动道20的夹具50沿该第一移动道20朝向邻近该第二连接道25的一端移动,而将排列于该第一移动道20的夹具50推向邻近第二连接道25的一端。
44.该第二搬移单元62带动位于该第一移动道20上的夹具50沿该第二连接道25自该第一移动道20移动至该缓冲区段31,其中,该第二搬移单元62可设于该基座10邻近该第二连接道25与该缓冲区段31的位置,并悬置于基座10上方,该第二搬移单元62具有一可沿该第二连接道25往复移动的滑台,该滑台上设有机械手臂,而可利用滑台带动机械手臂位移,该机械手臂位移的同时推动夹具50沿该第二连接道25由该第一移动道20移动至该缓冲区段31。
45.请参考图3、图5、图6,该第三搬移单元63带动位于该缓冲区段31的夹具50沿该缓冲区段31朝向该压合区段33位移,该第三搬移单元63设于邻近该缓冲区段31与该第二连接道25的位置,并位于该基座10的下方,该第三搬移单元63的推移件可间隔性的进行短程位移与长程位移,该短程位移的移动距离带动夹具50前移一夹具排列位置s,该长程移动距离可带动夹具50位移多个夹具排列位置s,该第三搬移单元63可间隔性的带动位于该缓冲区段31的夹具50朝该压合区段33推动一个夹具排列位置s或数个夹具排列位置s,该长程位移可一次将位于缓冲区段31上的所有夹具50推至该压合区段33。
46.请参考图4与图5,该第四搬移单元64带动位于该压合区段33上的所有的夹具50移动至该固化区40的第一区块41。较佳的是,该压合区段33包含一第一活动推板335,该第四搬移单元64带动该第一活动推板335位移,位于该压合区段33接近该第一移动道20的一侧,
该第一活动推板335沿该压合区段33延伸,并形成该压合区段33接近第一移动道20一侧的活动挡墙,而让夹具50可顺着该第一活动推板335进入该压合区段33,该第一活动推板335亦可同时推动排列于该压合区段33上的所有夹具50移动至该固化区40的第一区块41。
47.请参考图4,该第五搬移单元65推动排列于固化区40第一区块41的夹具50移动至第二区块42。
48.请参考图2与图8,该第六搬移单元66带动位于该固化区40的第二区块42的夹具50由该固化区40移动至该出料移动道35。该固化区40的第二区块42远离该出料移动道35的一侧设有一第二活动推板45,该第二活动推板45对应该出料移动道35的位置,该第二活动推板45与该第六搬移单元66连接,该第六搬移单元66带动第二活动推板45位移,并形成该固化区40第二区块42远离该出料移动道35一侧的挡墙,该第二活动推板45自远离出料移动道35的一侧同时推动多个排列于固化区40第二区块42的夹具50至该出料移动道35。
49.请参考图1至图3,该第七搬移单元67带动位于该出料移动道35的夹具50沿该出料移动道35朝向邻近该第一连接道23的一端移动。
50.该第八搬移单元68带动位于该出料移动道35的夹具50沿该第一连接道23由该出料移动道35移动至该第一移动道20。
51.多个工作站a、b、c、d沿该第一移动道20,由邻近该第一连接道23的一端依序间隔设置,工作站a包含将下铁芯放置于该夹具50的模穴中的机械手臂,工作站b包含一点胶装置,而可于下铁芯上点胶,该工作站c包含将线圈件叠放于该下铁芯的机械手臂,工作站d包含一点胶装置。
52.一工作站e可设于邻近该第二连接道25与该缓冲区段31的位置,且该第二搬移单元62的机械手臂可拿取工作站e的上铁芯,并移动至该第一移动道20,而将上铁芯叠放于该下铁芯后,拉动夹具50自第一移动道20移动至缓冲区段31。
53.该压合装置f设于对应该压合区段33的位置,而可对排列于该压合区段33上的多个夹具50上的变压器组件同时进行压合。该照射装置g设于对应该固化区40的位置,其可包含多个加热灯80,而可让排列于该固化区40的夹具50同时受到加热灯80的照射进行加热,而加速零件之间的粘接剂固化。
54.工作站h设于邻近该出料移动道35与该第一连接道23的位置,该工作站h包含一机械臂而可取出排列于该出料移动道35邻近该第一连接道23的夹具50上的变压器成品,取出成品后的夹具50可受到第八搬移单元68的推动,移至第一移动道20进行下一个制程循环。
55.较佳的是,该夹具工作台100进一步设有多个感应单元70,所述感应单元感应第一移动道20、第二移动道30、出料移动道35、与固化区40的预设位置上是否有夹具50,由此可提供控制单元进行判断,并控制所述搬移单元61、62、63、64、65、66、67、68动作,并且判断该第三搬移单元63应进行短程位移或长程位移。
56.第一较佳实施例的夹具50移动流程如下:
57.请参考图1与图3,第一搬移单元61将排列于第一移动道20的17个夹具50朝邻近第二连接道25的一端推动,同时,第三搬移单元63进行短程位移,带动排列于缓冲区段31的夹具50移动一夹具排列位置s,第七搬移单元67带动排列于出料移动道35的夹具50朝向邻近第一连接道23的一端推动。
58.第二、第八搬移单元62、68接续于第一、第三、第七搬移单元61、63、67之后动作,该
第二搬移单元62带动夹具50沿该第二连接道25移动至该缓冲区段31,该第八搬移单元68带动夹具50沿该第一连接道23移动至该第一移动道20。
59.利用上述反复的动作,请参考图5与图6,缓冲区段31上持续累积夹具50,当缓冲区段31排满夹具50时,该第三搬移单元63进行长程移动,将缓冲区段31上所有的夹具50一次推送至压合区段33,进行压合作业;之后,第一、第二、第七、第八搬移单元61、62、67、68持续进行循环动作,而带动第一移动道20、出料移动道35上的夹具50持续位移,此时,第三搬移单元63持续进行短程位移,让夹具50累积于缓冲区段31,夹具50持续累积于缓冲区段31的期间,位于压合区段33的夹具50上可持续停留,进行压合制程,而让夹具50有较长的时间停留在压合区段33的时间。
60.请参考图4与图5,结束压合制程后,该第四搬移单元64动作,将夹具50自压合区段33推送到固化区40的第一区块41静置,该第四搬移单元64推送压合区段33上的夹具50前,该活动挡片36下降,而让压合区段33与固化区40之间形成通道,让夹具50可以顺利通过;移至固化区40的夹具50上的变压器成品,在固化区40静置的同时受到照射装置g的加热灯的照射,加热灯照射时可同时提高固化区40的温度,加速粘接剂固化。
61.请参考图7与图8,当出料移动道35的夹具50都被移动至第一移动道20时,该第六搬移单元66动作,将固化区40第二区块42上的夹具50推至该出料移动道35,在第六搬移单元66动作之前,该活动挡片36下移让出通道,而让第二区块42的夹具50可以顺利通过;请参考图4,当第二区块42的夹具50移至出料移动道35后,该第五搬移单元65可将原本位于固化区40第一区块41上的夹具50推向第二区块42,继续静置,并受到照射装置g的加热灯照射加热,直至出料移动道35的夹具50再度清空,再推送至出料移动道35。
62.利用上述的夹具50的循环移动的方式,可以利用缓冲区段31的多个夹具排列位置s与第三搬移单元63的短程位移将单个夹具50依序地累积于缓冲区段31,再利用第三搬移单元63的长程位移,一次将位于缓冲区段31的多个夹具50推送至压合区段33进行压合作业,让夹具50持续于第一移动道20移动至缓冲区段31的同时,压合区段33上的多个夹具50可以同时停留较长的时间进行压合的制程,其他工作站a、b、c、d、e、h仍可以持续进行运作,减少其他工作站a、b、c、d、e、h的待机的时间,并让压合区段33上的夹具50可以停留较长的时间进行压合作业。
63.完成压合作业的夹具50被第四搬移单元64一次推送至固化区40静置,并照射装置g的加热灯的照射,加速变电器零件之间的粘接剂固化反应,夹具50可以批次的由固化区40第一区块41移动至第二区块42,再由第二区块42移动至出料移动道35,因此,夹具50可以利用上述循环位移的动作而长时间的停留于固化区40,让粘接剂有足够的时间进行固化接合,再将夹具50推送至出料移动道35进行取出成品的作业,减少出料时因零件之间尚未完全接合,而容易产生零件间的错位问题,提升变压器成品的合格率。
64.请参考图9至图12,本发明第二较佳实施例,该固化区40a的第一区块41a与第二区块42a分别具有可容纳两排并排的夹具50的空间,该第一区块41a定义两排夹具排列位置,邻近该压合区段33的一排定义为第一排,远离该压合区段33的一排定义为第二排,各排都有6个夹具排列位置,于预设状态,该第一区块41a排列有两排夹具50,各排都具有6个夹具50,且该两排夹具50相抵靠;该第二区块42a虽然具有可容置两排夹具50的空间,于预设状态中,仅放置的一排6个夹具50。
65.该第四搬移单元64将夹具50由压合区段33推送至该固化区40a的第一区块41a时,同时将原先排列于该第一区块41a第一排的夹具50推送至第二排。
66.该第五搬移单元65将位于该固化区40a第一区块41a排列于远离该压合区段33一侧的夹具50推送至该第二区块42a,而让夹具50移动至第二区块42a远离该出料移动道35的一侧,且该第二区块42a对应该第一区块41a第一排的空间,没有排列夹具50,因此,该第六搬移单元66可直接将排列于第二区块42a远离该出料移动道35的一侧的夹具50,直接推至出料移动道35。
67.较佳的是,该第一区块41a与第二区块42a之间设有一中间隔板43,第一区块41a与第二区块42a邻近该出料移动道35的一侧以该中间隔板43分隔,该第一区块41a与该第二区块42a远离该出料移动道35的一侧连通,而让夹具50可沿着中间隔板43朝向远离压合区段33的一侧位移,或沿着中间隔板43朝向接近出料移动道35的一侧位移,且排列于该第一区块41a远离该压合区段33一侧的夹具50可以推送至该第二区块42a。
68.利用缓冲区段31与第三搬移单元63的短程位移与长程位移,夹具50可以持续累积于缓冲区段31后,再一次推送至压合区段33进行压合制程;位于压合区段33的夹具50结束压合作业之后,可以利用第四、第五、第六搬移单元64、65、66,依序地由压合区段33移至固化区40a的第一区块41a第一排、第一区块41a第二排、第二区块42,再由第二区块42移动至该出料移动道35,让夹具50在固化区40a内依序位移,可以停留于该固化区40a较久的时间,接受照射装置g的照射后,再进到出料移动道35进行出料作业,而让变压器零件之间的粘接剂可以有更长的时间进行固化反应;因此,第一移动道20、缓冲区段31、出料移动道35上的夹具50被搬移单元61、62、63、67、68持续带动位移时,压合区段33可以停留较久的时间进行压合制程,并延长夹具50于固化区40a停留的总时间。
69.请参考图13至图16,本发明的第三较佳实施例中,该固化区40b的第一区块41b与第二区块42b分别包含三排并排夹具50的空间,该第一区块41b包含三排夹具排列位置,由邻近该压合区段33的一侧朝向远离该压合区段33的一侧,依序定义一第一排、一第二排、与一第三排,该第三排靠贴于该第一区块41b远离该压合区段33的一侧,且相邻两排夹具排列位置之间彼此抵接,该第一区块41b于预设状态排列有三排夹具50,各排夹具50都排列有6个夹具50;该第二区块42b亦包含三排夹具排列位置,由邻近该出料移动道35的一侧朝向远离该出料移动道35的一侧,依序定义一第一排、一第二排、与一第三排,该第二区块42b的相邻两排夹具排列位置之间都设有一活动隔板44,该活动隔板44可上、下位移,而选择性地分隔与连通该第二区块42b的各排夹具排列位置s,于预设状态,该第二区块42b亦排列有三排夹具50,各排都排列6个夹具50,第一区块41b与第二区块42b位于远离该出料移动道35一侧的第三排夹具排列位置相连通,该第一区块41b与该第二区块42b的第一排与第二排的夹具排列位置以中间隔板43分隔;因为该第二区块42b各排之间设有活动隔板44,该第一区块41b的夹具50互相靠贴,该第一区块41b的第一排与该压合区段33之间会形成一间隙。
70.该第六搬移单元66b可为一架设于该基座10的上的滑台,而可依序地分别带动位于该第二区块42b各排的夹具50朝向该出料移动道35的方向移动,而可依序的将第二区块42b第一排的夹具50推向出料移动道35、第二排的夹具50推向第一排,第三排的夹具50推向第二排。
71.当该压合区段33的夹具50完成压合制程后,该第四搬移单元64将该压合区段33上
的所有夹具50推至该固化区40b的第一区块41b,该固化区40b远离该压合区段33的一侧具有一挡墙,因此,该第四搬移单元64推送原本位于压合区段33的夹具50时,会同时推动原先位于该第一区块41b第一排与第二排的夹具50朝向远离该压合区段33的一侧推动,而将原本第二排的夹具50推向第三排,原本第一排的夹具50推向第二排,原本压合区段33的夹具50推向第一排。
72.第五搬移单元65将位于该固化区40b第一区块41b排列于远离该压合区段33一侧的夹具50推送至该第二区块42b,而将第一区块41b第三排的夹具50推向第二区块42b第三排。
73.当出料移动道35的夹具50都推向第一移动道20后,活动挡片36先下降退开,第六搬移单元66b将第二区块42b第一排的夹具50推向出料移动道35,待夹具50移至出料移动道35之后,该活动挡片36上升分隔第二区块42b与出料移动道35;而后,第二区块42b第一排与第二排之间的活动隔板44下降退开,第六搬移单元66b再将第二区块42b第二排的夹具50推向第二区块42b第一排,待夹具50移至第一排之后,第一排与第二排之间的活动隔板44上升分隔第一排与第二排;最后,第二区块42b的第二排与第三排之间的活动隔板44下降,第六搬移单元66b再将第三排的夹具50推向第二排,而让第六搬移单元66b依序的推动第二区块42b的各排夹具50位移。
74.夹具50进入固化区40b后,可依序地于第一区块41b第一排、第二排、第三排,第二区块42b第三排、第二排、第一排移动,最后再由第二区块42b第一排移至出料移动道35,而进一步延长夹具50于固化区40b内停留的总时间。
75.综合第二实施例与第三实施例的动作方式,可以让固化区40a、40b朝向远离该出料移动道35的一侧延伸,第一区块41a、41b与第二区块42a、42b分别具有可容纳多排夹具50的空间,而增加夹具工作台100a、100b上的循环的夹具50数量,并且延长夹具50于固化区40a、40b停留的总时间,其中,第二区块42a可以仅排列一排夹具50,而让第六搬移单元66将该排夹具50直接推向出料移动道35,第二区块42b亦可排列有多排夹具50,且各排夹具50之间设有活动隔板44分隔,而让第六搬移单元66b可以分别推动第二区块42b的各排夹具50,增加夹具50停留于第二区块42b的时间。
76.请参考图17,本发明的第四较佳实施例中,该压合区段33与该固化区40c之间,以及该出料移动道35与该固化区40c之间都没有设置活动挡片,该固化区40c的第一区块41c与第二区块42c都具有容纳多排夹具的空间,本实施例中,该第一区块41c可以放置三排夹具50,第一区块41c的三排夹具50互相靠贴,第一排与第三排分别靠贴于该压合区段33上的夹具50以及该第一区块41c远离该压合区段33的一侧;该第二区块42c亦可以放置三排夹具50,该第二区块42c的三排夹具50互相靠贴,且第一排与第三排分别靠贴于出料移动道35上的夹具50与该第二区块42c远离该出料移动道35的一侧,该压合区段33与该出料移动道35之间以一档块333分隔,该档块33延伸至该固化区40c,而形成该第一区块41c与该第二区块42c之间的中间隔板,并让第一区块41c与第二区块42c远离该出料移动道35的一侧连通。
77.当原先位于出料移动道35上的夹具50都移动到第一移动道20之后,该第六搬移单元66动作,而将位于该第二区块42c的三排夹具50全部朝向出料移动道35推移,并让原先位于第一排的夹具50移动到出料移动道35,原先的第二排的第三排夹具50邻接于后,并空出第二区块42c第三排的位置;该第五搬移单元65接续动作,而将原先位于第一区块41c第三
排的夹具推至第二区块42c第三排,并空出第一区块41c第三排的位置;该第四搬移单元64接续动作,将压合区段33上的夹具50与位于第一区块41c第一排与第二排的夹具50一同推动,并让压合区段33的夹具移至第一区块41c第一排;该第四推移单元64可接续进行长程位移,而将排列于缓冲区段31上的所有夹具50推至该压合区段33,进行压合制程;利用上述的流程延长夹具50停留于该固化区40c的总时间。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1