一种铅酸蓄电池极板的生产工艺的制作方法
[0001]
本发明涉及蓄电池极板生产技术领域,具体为一种铅酸蓄电池极板的生产工艺。
背景技术:
[0002]
铅酸蓄电池是一种电极主要由铅及其氧化物制成,电解液是硫酸溶液的蓄电池,分为排气式蓄电池和免维护铅酸电池。放电状态下,正极主要成分为二氧化铅,负极主要成分为铅;充电状态下,正负极的主要成分均为硫酸铅。电池主要由管式正极板、负极板、电解液、隔板、电池槽、电池盖、极柱、注液盖等组成。排气式蓄电池的电极是由铅和铅的氧化物构成,电解液是硫酸的水溶液。主要优点是电压稳定、价格便宜;缺点是比能低、使用寿命短和日常维护频繁。
[0003]
极板是铅酸蓄电池的一个重要组成部分,在生产极板的过程中,常用到涂覆装置,现有的现有的涂覆装置缺少夹紧机构,导致板栅在进行涂覆操作时,容易产生移动,从而导致涂覆不均匀的现象发生;现有的涂覆装置涂覆效率不佳,且无法对板栅进行全方位的涂覆,导致板栅涂覆的效果较差,涂覆的不够均匀,影响板栅的制作质量,从而影响后续极板的生产质量。
[0004]
为了解决上述缺陷,现提供一种技术方案。
技术实现要素:
[0005]
本发明的目的在于提供一种铅酸蓄电池极板的生产工艺。
[0006]
本发明所要解决的技术问题如下:
[0007]
现有的涂覆装置缺少夹紧机构,导致板栅在进行涂覆操作时,容易产生移动,从而导致涂覆不均匀的现象发生;现有的涂覆装置涂覆效率不佳,且无法对板栅进行全方位的涂覆,导致板栅涂覆的效果较差,涂覆的不够均匀,影响板栅的制作质量,从而影响后续极板的生产质量。
[0008]
本发明的目的可以通过以下技术方案实现:
[0009]
一种铅酸蓄电池极板的生产工艺,该铅酸蓄电池极板包括如下重量份的原料:铅锑合金50-100份、电解铅30-40份、硫酸50-70份和添加剂5-8份;
[0010]
该铅酸蓄电池极板的生产工艺包括如下步骤:
[0011]
s1、板栅的制造,具体步骤如下:
[0012]
s11、将铅锑合金切碎放入铅锅中,在温度为200-240℃的条件下,将铅锑合金熔化得到熔融铅锑合金;
[0013]
s12、将熔融铅锑合金注入板栅模型中进行重力浇注,浇注完成后对板栅进行冷却、去毛刺;
[0014]
s2、铅膏的制备,具体步骤如下:
[0015]
s21、将电解铅用铅粉机通过氧化筛选得到铅粉;
[0016]
s22、将制成的铅粉和浓度为37%-39%的硫酸及添加剂混合得到铅膏;
[0017]
s3、涂覆,将铅膏通过涂覆装置涂覆在板栅上,得到预制板栅;涂覆装置的具体操作步骤如下:
[0018]
第一步、将板栅放置在两个夹紧板之间,启动第二电机驱动第一直齿轮转动,第一直齿轮带动第二直齿轮转动,第二直齿轮带动半螺纹杆转动,带动移动夹紧台在第一滑槽的内部向固定夹紧台的方向滑动,使移动夹紧台和固定夹紧台相互靠近;
[0019]
第二步、启动第三电机,驱动第一螺纹杆转动,带动第一滑块在第二滑槽内滑动,从而带动两个第一螺纹套相互靠近,带动第一移动杆向远离第一连接杆的方向移动,从而推动两个夹紧室相互靠近,从而带动两个夹紧板相互靠近,对板栅进行夹紧固定;
[0020]
第三步、启动第一伸缩气缸,带动第二移动杆在滑杆上滑动,从而带动喷洒头进行竖直方向上的移动,以调节喷洒头与板栅之间的距离,将铅膏放入喷洒头的内部,启动第二伸缩气缸,驱动活塞在喷洒头内滑动,从而对铅膏进行推挤并从喷洒孔喷洒至板栅上;
[0021]
第四步、启动第四电机,驱动第二螺纹杆转动,带动第三滑块在第四滑槽内滑动,从而带动第二螺纹套在水平方向上滑动,从而带动喷洒支撑杆进行摆动,从而调节喷洒头的角度,同时,启动第一电机,驱动第一皮带轮转动,第一皮带轮通过传动皮带带动第二皮带轮转动,第二皮带轮带动转动杆转动,从而带动夹紧底座的转动,进而带动板栅的转动;
[0022]
s4、压实,将预制板栅放在压实辊下进行压实得到预制极板;
[0023]
s5、固化干燥,将预制极板放在固化炉中,在温度为210-240℃的条件下,时间为20-30min,以红外线加热的方式进行固化干燥,即得铅酸蓄电池极板。
[0024]
进一步的,所述添加剂的制备步骤如下:
[0025]
步骤一、准备如下重量份的原料:纳米碳材料40-50份、硝酸50-80份、去离子水80-100份、氢氧化钠溶液60-70份和分散剂6-10份;
[0026]
步骤二、制备预处理的纳米碳材料:将纳米碳材料浸没于浓度为70%的硝酸中,于40-50℃的温度条件下超声处理3-5h,过滤后相继用去离子水、氢氧化钠溶液、去离子水洗涤至ph呈中性,即得预处理的纳米碳材料;
[0027]
步骤三、将纳米碳材料加入去离子水中,并添加分散剂搅拌均匀后,经过超声分散即得添加剂;
[0028]
所述分散剂为十二烷基硫酸钠。
[0029]
进一步的,步骤s3中所述涂覆装置,包括支撑板,支撑板的上表面中心处设有转动杆,转动杆的底端穿过支撑板且与支撑板转动连接,支撑板的上表面固定有第一电机,第一电机的输出端穿过支撑板且与支撑板转动连接,第一电机的输出端固定有第一皮带轮,转动杆的底端固定有第二皮带轮,第一皮带轮与第二皮带轮之间安装有传动皮带,支撑板的下表面安装有四个万向轮,万向轮分布于支撑板的下表面四个角处;
[0030]
转动杆的上方设有夹紧机构,夹紧机构包括夹紧底座,转动杆的顶端与夹紧底座的下表面中心处相固定,夹紧底座的上表面一侧固定有固定夹紧台,夹紧底座的上表面另一侧开设有第一滑槽,第一滑槽的内部设有移动夹紧台,移动夹紧台的底端与第一滑槽滑动连接,固定夹紧台的上表面一侧固定有第二电机,第二电机的输出端固定有第一直齿轮,固定夹紧台的侧壁贯穿有半螺纹杆,半螺纹杆的一端固定有第二直齿轮,第二直齿轮与第一直齿轮相互啮合,半螺纹杆的另一端穿过移动夹紧台且与移动夹紧台螺纹连接,半螺纹杆与固定夹紧台转动连接;
[0031]
支撑板的上表面固定有第三支撑杆,第三支撑杆位于夹紧底座的一侧,第三支撑杆的顶端设有涂覆机构,涂覆机构包括第四支撑杆,第四支撑杆的一端与第三支撑杆的顶端相固定,第四支撑杆的另一端水平固定有第五支撑杆,第五支撑杆的两端固定有对称分布的第六支撑杆,第五支撑杆的底端中心处固定有第一伸缩气缸,第一伸缩气缸的输出端固定有第二移动杆。
[0032]
进一步的,所述固定夹紧台和移动夹紧台的上方均设有对称分布的夹紧组件,夹紧组件包括第一支撑杆,两个第一支撑杆的底端分别与固定夹紧台和移动夹紧台的上表面相固定,第一支撑杆的一侧顶端固定有第二支撑杆,第二支撑杆的顶端固定有第三电机,第三电机的输出端固定有第一螺纹杆,第一螺纹杆的底端穿过第二支撑杆且与第二支撑杆转动连接,第一螺纹杆上套接有两个对称分布的第一螺纹套,第一螺纹套与第一螺纹杆螺纹连接,第一螺纹套的一侧固定有第一滑块,第一支撑杆靠近第一螺纹杆的一侧开设有第二滑槽,第一滑块与第二滑槽滑动连接,第二支撑杆分别与固定夹紧台和移动夹紧台之间设有第一移动杆,第一移动杆的顶端与第二支撑杆的底端滑动连接,两个第一移动杆的底端分别与固定夹紧台和移动夹紧台的上表面滑动连接,第一滑块与第一移动杆之间连接有第一连接杆,第一连接杆的两端分别与第一滑块和第一移动杆铰链连接。
[0033]
进一步的,所述第一移动杆远离第一螺纹杆的一侧固定有夹紧室,夹紧室的内部设有第二滑块,第二滑块的上下两端分别与夹紧室的内部顶端和底端滑动连接,第二滑块的一侧固定有第一伸缩弹簧,第一伸缩弹簧远离第二滑块的一端与夹紧室的内部侧壁相固定,第二滑块的另一侧固定有夹紧杆,夹紧杆远离第二滑块的一端穿过夹紧室且与夹紧室滑动连接,夹紧杆远离第二滑块的一端固定有夹紧板。
[0034]
进一步的,两个第六支撑杆相互靠近的一侧开设有第三滑槽,第三滑槽的内部固定有滑杆,第二移动杆的两端与滑杆滑动连接,滑杆的外侧套接有第二伸缩弹簧,第二伸缩弹簧的两端分别与第二移动杆的底端和第三滑槽的内部底端相固定。
[0035]
进一步的,所述第二移动杆的底端分别设有喷洒支撑杆和传动室,喷洒支撑杆的顶端与第二移动杆的底端铰链连接,传动室的外部顶端与第二移动杆的底端相固定,传动室的底部与外界相通,喷洒支撑杆的底端安装有喷洒头,传动室的外部一侧壁上固定有第四电机,第四电机的输出端固定有第二螺纹杆,第二螺纹杆穿过传动室且与传动室转动连接,第二螺纹杆的外侧套接有第二螺纹套,第二螺纹套与第二螺纹杆螺纹连接,第二螺纹套的顶部固定有第三滑块,传动室的内部顶端开设有第四滑槽,第三滑块与第四滑槽滑动连接,第三滑块与喷洒支撑杆之间连接有第二连接杆,第二连接杆的两端分别与第三滑块与喷洒支撑杆铰链连接。
[0036]
进一步的,所述喷洒头的内部顶端固定有第二伸缩气缸,第二伸缩气缸的输出端固定有活塞,活塞与喷洒头的内部侧壁紧密贴合,喷洒头的底部开设有若干均匀分布的喷洒孔。
[0037]
本发明的有益效果:
[0038]
本发明通过夹紧机构的设置,使板栅在进行涂覆时能够被很好的固定,避免因板栅活动而产生涂覆不均匀的现象发生,先将板栅放置在两个夹紧板之间,启动第二电机,驱动第一直齿轮转动,第一直齿轮带动第二直齿轮转动,第二直齿轮带动半螺纹杆转动,通过半螺纹杆和移动夹紧台的螺纹配合,带动移动夹紧台在第一滑槽的内部向固定夹紧台的方
向滑动,使移动夹紧台和固定夹紧台相互靠近,方便对板栅的夹紧。
[0039]
通过夹紧室的设置使板栅在被夹紧的时候保持张力,避免板栅被高强度压力挤压而发生损坏。启动第三电机,驱动第一螺纹杆转动,通过第一螺纹杆与第一螺纹套的螺纹配合,带动第一滑块在第二滑槽内滑动,从而带动两个第一螺纹套相互靠近,通过第一连接杆与第一滑块和第一移动杆的铰链连接,带动第一移动杆向远离第一连接杆的方向移动,从而推动两个夹紧室相互靠近,从而带动两个夹紧板相互靠近,对板栅进行夹紧固定,当夹紧板对板栅进行夹紧时,会推动夹紧杆在夹紧室内滑动,从而推动第二滑块在夹紧室内滑动,进而挤压第一伸缩弹簧。
[0040]
通过启动第一伸缩气缸,带动第二移动杆在滑杆上滑动,从而带动喷洒头进行竖直方向上的移动,以调节喷洒头与板栅之间的距离,方便涂覆的操作步骤;当调节完高度之后,将铅膏放入喷洒头的内部,启动第二伸缩气缸,驱动活塞在喷洒头内滑动,从而对铅膏进行推挤并从喷洒孔喷洒至板栅上;
[0041]
通过启动第四电机,驱动第二螺纹杆转动,通过第二螺纹杆与第二螺纹套的螺纹配合,带动第三滑块在第四滑槽内滑动,从而带动第二螺纹套在水平方向上滑动,通过第二连接杆分别与第二螺纹套和喷洒支撑杆之间的铰链连接,从而带动喷洒支撑杆进行摆动,从而调节喷洒头的角度,对板栅的各个角度进行喷洒,提高涂覆的效率;同时,启动第一电机,驱动第一皮带轮转动,第一皮带轮通过传动皮带带动第二皮带轮转动,第二皮带轮带动转动杆转动,从而带动夹紧底座的转动,进而带动板栅的转动,使板栅得到全方位的涂覆,进一步提高涂覆效率。
附图说明
[0042]
下面结合附图和具体实施例对本发明作进一步详细描述。
[0043]
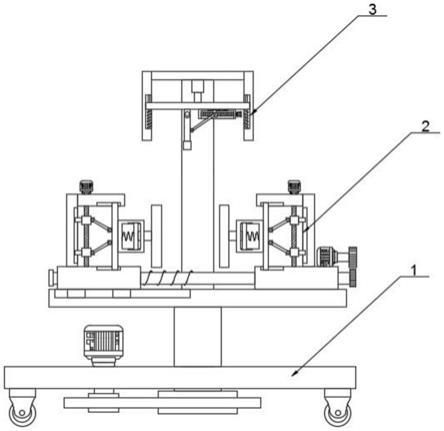
图1是本发明的整体结构示意图;
[0044]
图2是本发明支撑板的结构示意图;
[0045]
图3是本发明夹紧机构的结构示意图;
[0046]
图4是本发明夹紧组件的结构示意图;
[0047]
图5是本发明涂覆机构的结构示意图;
[0048]
图6是本发明涂覆机构的侧视图;
[0049]
图7是本发明喷洒头的结构示意图。
[0050]
图中,1、支撑板;101、转动杆;102、第一电机;103、第一皮带轮;104、第二皮带轮;105、传动皮带;106、万向轮;107、第三支撑杆;2、夹紧机构;201、夹紧底座;202、固定夹紧台;203、第一滑槽;204、移动夹紧台;205、第二电机;206、第一直齿轮;207、半螺纹杆;208、第二直齿轮;209、第一支撑杆;210、第二支撑杆;211、第三电机;212、第一螺纹杆;213、第一螺纹套;214、第一滑块;215、第二滑槽;216、第一移动杆;217、第一连接杆;218、夹紧室;219、第二滑块;220、第一伸缩弹簧;221、夹紧杆;222、夹紧板;3、涂覆机构;301、第四支撑杆;302、第五支撑杆;303、第六支撑杆;304、第一伸缩气缸;305、第二移动杆;306、第三滑槽;307、滑杆;308、第二伸缩弹簧;309、喷洒支撑杆;310、传动室;311、喷洒头;312、第四电机;313、第二螺纹杆;314、第二螺纹套;315、第三滑块;316、第四滑槽;317、第二连接杆;318、第二伸缩气缸;319、活塞;320、喷洒孔。
具体实施方式
[0051]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
[0052]
实施例1
[0053]
一种铅酸蓄电池极板的生产工艺,该铅酸蓄电池极板包括如下重量份的原料:铅锑合金50份、电解铅30份、硫酸50份和添加剂5份;
[0054]
该铅酸蓄电池极板的生产工艺包括如下步骤:
[0055]
s1、板栅的制造,具体步骤如下:
[0056]
s11、将铅锑合金切碎放入铅锅中,在温度为200℃的条件下,将铅锑合金熔化得到熔融铅锑合金;
[0057]
s12、将熔融铅锑合金注入板栅模型中进行重力浇注,浇注完成后对板栅进行冷却、去毛刺;
[0058]
s2、铅膏的制备,具体步骤如下:
[0059]
s21、将电解铅用铅粉机通过氧化筛选得到铅粉;
[0060]
s22、将制成的铅粉和浓度为37%的硫酸及添加剂混合得到铅膏;
[0061]
s3、涂覆,将铅膏通过涂覆装置涂覆在板栅上,得到预制板栅;
[0062]
s4、压实,将预制板栅放在压实辊下进行压实得到预制极板;
[0063]
s5、固化干燥,将预制极板放在固化炉中,在温度为210℃的条件下,时间为20min,以红外线加热的方式进行固化干燥,即得铅酸蓄电池极板。
[0064]
进一步的,所述添加剂的制备步骤如下:
[0065]
步骤一、准备如下重量份的原料:纳米碳材料40份、硝酸50份、去离子水80份、氢氧化钠溶液60份和分散剂6份;
[0066]
步骤二、制备预处理的纳米碳材料:将纳米碳材料浸没于浓度为70%的硝酸中,于40℃的温度条件下超声处理3h,过滤后相继用去离子水、氢氧化钠溶液、去离子水洗涤至ph呈中性,即得预处理的纳米碳材料;
[0067]
步骤三、将纳米碳材料加入去离子水中,并添加分散剂搅拌均匀后,经过超声分散即得添加剂;
[0068]
所述分散剂为十二烷基硫酸钠。
[0069]
实施例2
[0070]
一种铅酸蓄电池极板的生产工艺,该铅酸蓄电池极板包括如下重量份的原料:铅锑合金80份、电解铅35份、硫酸60份和添加剂6份;
[0071]
该铅酸蓄电池极板的生产工艺包括如下步骤:
[0072]
s1、板栅的制造,具体步骤如下:
[0073]
s11、将铅锑合金切碎放入铅锅中,在温度为220℃的条件下,将铅锑合金熔化得到熔融铅锑合金;
[0074]
s12、将熔融铅锑合金注入板栅模型中进行重力浇注,浇注完成后对板栅进行冷却、去毛刺;
[0075]
s2、铅膏的制备,具体步骤如下:
[0076]
s21、将电解铅用铅粉机通过氧化筛选得到铅粉;
[0077]
s22、将制成的铅粉和浓度为38%的硫酸及添加剂混合得到铅膏;
[0078]
s3、涂覆,将铅膏通过涂覆装置涂覆在板栅上,得到预制板栅;
[0079]
s4、压实,将预制板栅放在压实辊下进行压实得到预制极板;
[0080]
s5、固化干燥,将预制极板放在固化炉中,在温度为225℃的条件下,时间为25min,以红外线加热的方式进行固化干燥,即得铅酸蓄电池极板。
[0081]
进一步的,所述添加剂的制备步骤如下:
[0082]
步骤一、准备如下重量份的原料:纳米碳材料45份、硝酸65份、去离子水90份、氢氧化钠溶液65份和分散剂8份;
[0083]
步骤二、制备预处理的纳米碳材料:将纳米碳材料浸没于浓度为70%的硝酸中,于45℃的温度条件下超声处理4h,过滤后相继用去离子水、氢氧化钠溶液、去离子水洗涤至ph呈中性,即得预处理的纳米碳材料;
[0084]
步骤三、将纳米碳材料加入去离子水中,并添加分散剂搅拌均匀后,经过超声分散即得添加剂;
[0085]
所述分散剂为十二烷基硫酸钠。
[0086]
实施例3
[0087]
一种铅酸蓄电池极板的生产工艺,该铅酸蓄电池极板包括如下重量份的原料:铅锑合金100份、电解铅40份、硫酸70份和添加剂8份;
[0088]
该铅酸蓄电池极板的生产工艺包括如下步骤:
[0089]
s1、板栅的制造,具体步骤如下:
[0090]
s11、将铅锑合金切碎放入铅锅中,在温度为240℃的条件下,将铅锑合金熔化得到熔融铅锑合金;
[0091]
s12、将熔融铅锑合金注入板栅模型中进行重力浇注,浇注完成后对板栅进行冷却、去毛刺;
[0092]
s2、铅膏的制备,具体步骤如下:
[0093]
s21、将电解铅用铅粉机通过氧化筛选得到铅粉;
[0094]
s22、将制成的铅粉和浓度为39%的硫酸及添加剂混合得到铅膏;
[0095]
s3、涂覆,将铅膏通过涂覆装置涂覆在板栅上,得到预制板栅;
[0096]
s4、压实,将预制板栅放在压实辊下进行压实得到预制极板;
[0097]
s5、固化干燥,将预制极板放在固化炉中,在温度为240℃的条件下,时间为30min,以红外线加热的方式进行固化干燥,即得铅酸蓄电池极板。
[0098]
进一步的,所述添加剂的制备步骤如下:
[0099]
步骤一、准备如下重量份的原料:纳米碳材料50份、硝酸80份、去离子水100份、氢氧化钠溶液70份和分散剂10份;
[0100]
步骤二、制备预处理的纳米碳材料:将纳米碳材料浸没于浓度为70%的硝酸中,于50℃的温度条件下超声处理5h,过滤后相继用去离子水、氢氧化钠溶液、去离子水洗涤至ph呈中性,即得预处理的纳米碳材料;
[0101]
步骤三、将纳米碳材料加入去离子水中,并添加分散剂搅拌均匀后,经过超声分散
即得添加剂;
[0102]
所述分散剂为十二烷基硫酸钠。
[0103]
请参阅图1-7,上述实施例所述涂覆装置,包括支撑板1,支撑板1的上表面中心处设有转动杆101,转动杆101的底端穿过支撑板1且与支撑板1转动连接,支撑板1的上表面固定有第一电机102,第一电机102的输出端穿过支撑板1且与支撑板1转动连接,第一电机102的输出端固定有第一皮带轮103,转动杆101的底端固定有第二皮带轮104,第一皮带轮103与第二皮带轮104之间安装有传动皮带105,支撑板1的下表面安装有四个万向轮106,万向轮106分布于支撑板1的下表面四个角处;
[0104]
转动杆101的上方设有夹紧机构2,夹紧机构2包括夹紧底座201,转动杆101的顶端与夹紧底座201的下表面中心处相固定,夹紧底座201的上表面一侧固定有固定夹紧台202,夹紧底座201的上表面另一侧开设有第一滑槽203,第一滑槽203的内部设有移动夹紧台204,移动夹紧台204的底端与第一滑槽203滑动连接,固定夹紧台202的上表面一侧固定有第二电机205,第二电机205的输出端固定有第一直齿轮206,固定夹紧台202的侧壁贯穿有半螺纹杆207,半螺纹杆207的一端固定有第二直齿轮208,第二直齿轮208与第一直齿轮206相互啮合,半螺纹杆207的另一端穿过移动夹紧台204且与移动夹紧台204螺纹连接,半螺纹杆207与固定夹紧台202转动连接;
[0105]
支撑板1的上表面固定有第三支撑杆107,第三支撑杆107位于夹紧底座201的一侧,第三支撑杆107的顶端设有涂覆机构3,涂覆机构3包括第四支撑杆301,第四支撑杆301的一端与第三支撑杆107的顶端相固定,第四支撑杆301的另一端水平固定有第五支撑杆302,第五支撑杆302的两端固定有对称分布的第六支撑杆303,第五支撑杆302的底端中心处固定有第一伸缩气缸304,第一伸缩气缸304的输出端固定有第二移动杆305。
[0106]
所述固定夹紧台202和移动夹紧台204的上方均设有对称分布的夹紧组件,夹紧组件包括第一支撑杆209,两个第一支撑杆209的底端分别与固定夹紧台202和移动夹紧台204的上表面相固定,第一支撑杆209的一侧顶端固定有第二支撑杆210,第二支撑杆210的顶端固定有第三电机211,第三电机211的输出端固定有第一螺纹杆212,第一螺纹杆212的底端穿过第二支撑杆210且与第二支撑杆210转动连接,第一螺纹杆212上套接有两个对称分布的第一螺纹套213,第一螺纹套213与第一螺纹杆212螺纹连接,第一螺纹套213的一侧固定有第一滑块214,第一支撑杆209靠近第一螺纹杆212的一侧开设有第二滑槽215,第一滑块214与第二滑槽215滑动连接,第二支撑杆210分别与固定夹紧台202和移动夹紧台204之间设有第一移动杆216,第一移动杆216的顶端与第二支撑杆210的底端滑动连接,两个第一移动杆216的底端分别与固定夹紧台202和移动夹紧台204的上表面滑动连接,第一滑块214与第一移动杆216之间连接有第一连接杆217,第一连接杆217的两端分别与第一滑块214和第一移动杆216铰链连接。
[0107]
所述第一移动杆216远离第一螺纹杆212的一侧固定有夹紧室218,夹紧室218的内部设有第二滑块219,第二滑块219的上下两端分别与夹紧室218的内部顶端和底端滑动连接,第二滑块219的一侧固定有第一伸缩弹簧220,第一伸缩弹簧220远离第二滑块219的一端与夹紧室218的内部侧壁相固定,第二滑块219的另一侧固定有夹紧杆221,夹紧杆221远离第二滑块219的一端穿过夹紧室218且与夹紧室218滑动连接,夹紧杆221远离第二滑块219的一端固定有夹紧板222。
[0108]
两个第六支撑杆303相互靠近的一侧开设有第三滑槽306,第三滑槽306的内部固定有滑杆307,第二移动杆305的两端与滑杆307滑动连接,滑杆307的外侧套接有第二伸缩弹簧308,第二伸缩弹簧308的两端分别与第二移动杆305的底端和第三滑槽306的内部底端相固定。
[0109]
所述第二移动杆305的底端分别设有喷洒支撑杆309和传动室310,喷洒支撑杆309的顶端与第二移动杆305的底端铰链连接,传动室310的外部顶端与第二移动杆305的底端相固定,传动室310的底部与外界相通,喷洒支撑杆309的底端安装有喷洒头311,传动室310的外部一侧壁上固定有第四电机312,第四电机312的输出端固定有第二螺纹杆313,第二螺纹杆313穿过传动室310且与传动室310转动连接,第二螺纹杆313的外侧套接有第二螺纹套314,第二螺纹套314与第二螺纹杆313螺纹连接,第二螺纹套314的顶部固定有第三滑块315,传动室310的内部顶端开设有第四滑槽316,第三滑块315与第四滑槽316滑动连接,第三滑块315与喷洒支撑杆309之间连接有第二连接杆317,第二连接杆317的两端分别与第三滑块315与喷洒支撑杆309铰链连接。
[0110]
所述喷洒头311的内部顶端固定有第二伸缩气缸318,第二伸缩气缸318的输出端固定有活塞319,活塞319与喷洒头311的内部侧壁紧密贴合,喷洒头311的底部开设有若干均匀分布的喷洒孔320。
[0111]
涂覆装置的工作过程及原理:
[0112]
本发明在使用时,先将板栅放置在两个夹紧板222之间,启动第二电机205驱动第一直齿轮206转动,第一直齿轮206带动第二直齿轮208转动,第二直齿轮208带动半螺纹杆207转动,通过半螺纹杆207和移动夹紧台204的螺纹配合,带动移动夹紧台204在第一滑槽203的内部向固定夹紧台202的方向滑动,使移动夹紧台204和固定夹紧台202相互靠近,方便对板栅的夹紧。
[0113]
启动第三电机211,驱动第一螺纹杆212转动,通过第一螺纹杆212与第一螺纹套213的螺纹配合,带动第一滑块214在第二滑槽215内滑动,从而带动两个第一螺纹套213相互靠近,通过第一连接杆217与第一滑块214和第一移动杆216的铰链连接,带动第一移动杆216向远离第一连接杆217的方向移动,从而推动两个夹紧室218相互靠近,从而带动两个夹紧板222相互靠近,对板栅进行夹紧固定,当夹紧板222对板栅进行夹紧时,会推动夹紧杆221在夹紧室218内滑动,从而推动第二滑块219在夹紧室218内滑动,进而挤压第一伸缩弹簧220,通过夹紧室218的设置使板栅在被夹紧的时候保持张力,避免板栅被高强度压力挤压而发生损坏,通过夹紧机构2的设置,使板栅在进行涂覆时能够被很好的固定,避免因板栅活动而产生涂覆不均匀的现象。
[0114]
当板栅被夹紧时,启动第一伸缩气缸304,带动第二移动杆305在滑杆307上滑动,从而带动喷洒头311进行竖直方向上的移动,以调节喷洒头311与板栅之间的距离,方便涂覆的操作步骤;当调节完高度之后,将铅膏放入喷洒头311的内部,启动第二伸缩气缸318,驱动活塞319在喷洒头311内滑动,从而对铅膏进行推挤并从喷洒孔320喷洒至板栅上;
[0115]
启动第四电机312,驱动第二螺纹杆313转动,通过第二螺纹杆313与第二螺纹套314的螺纹配合,带动第三滑块315在第四滑槽316内滑动,从而带动第二螺纹套314在水平方向上滑动,通过第二连接杆317分别与第二螺纹套314和喷洒支撑杆309之间的铰链连接,从而带动喷洒支撑杆309进行摆动,从而调节喷洒头311的角度,对板栅的各个角度进行喷
洒,提高涂覆的效率;同时,启动第一电机102,驱动第一皮带轮103转动,第一皮带轮103通过传动皮带105带动第二皮带轮104转动,第二皮带轮104带动转动杆101转动,从而带动夹紧底座201的转动,进而带动板栅的转动,使板栅得到全方位的涂覆,进一步提高涂覆效率。
[0116]
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0117]
以上内容仅仅是对本发明结构所作的举例和说明,所述本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明的结构或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1