加工装置的制作方法
1.本发明涉及在对在正面侧形成有规定的图案的被加工物的正面侧进行保持的状态下对被加工物的背面侧进行加工的加工装置。
背景技术:
2.用于移动电话、个人计算机等电子设备的半导体器件芯片例如通过对由硅等半导体材料形成的圆盘状的晶片(被加工物)进行加工来制造。在被加工物的正面侧设定有多条分割预定线,在由多条分割预定线划分出的各区域中形成有ic(integrated circuit:集成电路)、lsi(large scale integration:大规模集成电路)、mems(micro electro mechanical systems:微机电系统)等器件。
3.为了从被加工物制造器件芯片,例如在通过对被加工物的背面侧进行磨削而使被加工物薄化至规定的厚度之后,沿着各分割预定线对被加工物进行切削,从而将被加工物分割成器件单位来制造器件芯片。
4.在对被加工物进行切削的切削工序中,使用切削装置,该切削装置具有在主轴的一端安装有切削刀具的切削单元和对被加工物进行吸引而保持的保持工作台。在通常的切削工序中,首先,使被加工物的正面侧朝上,利用保持工作台对被加工物的背面侧进行吸引而保持。
5.在保持着背面侧之后,利用设置于保持工作台的上方的照相机对被加工物的正面侧进行拍摄,从而进行对准。在对准中,使用如下的照相机:该照相机具有用于利用可见光对被摄体进行拍摄的ccd(charge
‑
coupled device:电荷耦合器件)图像传感器或cmos(complementary metal
‑
oxide
‑
semiconductor:互补金属氧化物半导体)图像传感器等拍摄元件。
6.根据利用该照相机对形成有对准标记等的被加工物的正面侧进行拍摄的结果,进行被加工物的位置校正等对准。在对准后,利用切削刀具沿着各分割预定线对被加工物进行切削。
7.但是,近年来,伴随着器件的多样化,有时从被加工物的背面侧对被加工物进行切削(例如,参照专利文献1)。在该情况下,由于被加工物的正面侧朝下配置并被保持工作台保持,因此即使利用设置于保持工作台的上方的上述照相机对被加工物的背面侧进行拍摄,也无法拍摄对准标记等。
8.因此,开发了如下的切削装置:该切削装置具有由对于可见光透明的材料形成的保持工作台和配置于保持工作台的下方的可见光用的照相机(例如,参照专利文献2)。如果使用该切削装置,则能够在利用保持工作台保持着被加工物的正面侧的状态下从保持工作台的下方拍摄被加工物的正面侧。因此,即使在使被加工物的背面侧朝上并利用保持工作台保持着被加工物的正面侧的情况下,也能够进行对准。
9.专利文献1:日本特开2006
‑
140341号公报
10.专利文献2:日本特开2010
‑
87141号公报
11.但是,即使在使用在保持工作台的下方配置有上述照相机的切削装置的情况下,有时也无法确认形成于被加工物的切削槽是否沿着分割预定线形成。
12.例如,在形成有使被加工物从被加工物的背面侧被局部地去除到未到达被加工物的正面的规定的深度的切削槽(即,半切槽)的情况下,作业者无法确认切削槽是否沿着设定于正面侧的分割预定线形成。
技术实现要素:
13.本发明是鉴于上述问题而完成的,其目的在于,提供作业者能够确认形成于被加工物的背面侧的槽是否沿着设定于被加工物的正面侧的分割预定线形成的加工装置。
14.根据本发明的一个方式,提供加工装置,其中,该加工装置具有:板状的保持工作台,其包含一个面和位于与该一个面相反的一侧的另一个面,并且该保持工作台具有由透明材料从该一个面形成到该另一个面的规定的区域;加工单元,其在正面侧具有规定的图案的被加工物的该正面侧被该保持工作台的该一个面保持并且该被加工物的背面侧向上方露出的状态下对该被加工物进行加工;第1拍摄单元,其在该保持工作台的上方以与该一个面对置的方式设置;第2拍摄单元,其在该保持工作台的下方以与该另一个面对置的方式设置;显示单元,其显示由该第1拍摄单元和该第2拍摄单元中的至少任意一个拍摄单元取得的图像;以及控制部,其包含存储部,该存储部存储通过利用该第2拍摄单元对该正面侧被该保持工作台的该一个面保持的该被加工物进行拍摄而取得的该正面侧的图像所包含的该规定的图案的位置信息,该控制部使在该被加工物的厚度方向上与该被加工物的该背面侧的第1区域对应的该正面侧的第2区域所包含的该规定的图案与该第1区域的图像重叠而显示在该显示单元上。
15.优选的是,该显示单元所显示的该第1区域的图像包含表示由该加工单元形成的加工槽的区域,该控制部使该第2区域中的该规定的图案显示在包含表示该加工槽的区域的该第1区域的图像上。
16.另外,优选的是,在该显示单元上显示该第2区域的图像,该第1区域的图像包含表示由该加工单元形成的加工槽的区域,该控制部使该第1区域的图像的至少表示该加工槽的区域显示在该第2区域的图像上。
17.另外,优选的是,该控制部在使x轴方向和y轴方向的朝向在该第1区域的图像和该第2区域的图像中为相同的状态下使该第1区域的图像和该第2区域的图像重叠而显示在该显示单元上。
18.另外,优选的是,该加工单元是安装有切削刀具的切削单元或照射激光束的激光照射单元。
19.本发明的一个方式的加工装置的保持工作台具有由透明材料从一个面形成到另一个面的规定的区域。在保持工作台的上方以与保持工作台的一个面对置的方式设置有第1拍摄单元,在保持工作台的下方以与保持工作台的另一个面对置的方式设置有第2拍摄单元。
20.控制部包含存储部,在该存储部中存储有通过利用第2拍摄单元对正面侧被保持工作台的一个面保持的被加工物进行拍摄而取得的正面侧的图像所包含的规定的图案的位置信息。
21.此外,控制部使在被加工物的厚度方向上与被加工物的背面侧的第1区域对应的正面侧的第2区域所包含的规定的图案与第1区域的图像重叠而显示在显示单元上。因此,作业者能够确认形成于被加工物的槽是否沿着分割预定线形成。
附图说明
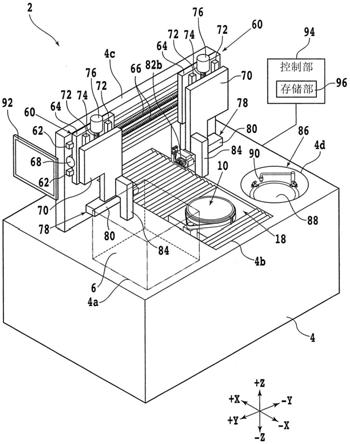
22.图1是切削装置的立体图。
23.图2是被加工物单元的立体图。
24.图3是保持工作台等的立体图。
25.图4是保持工作台等的局部剖面侧视图。
26.图5是图4的区域a的放大图。
27.图6是z轴移动机构等的放大立体图。
28.图7是示出切削步骤的图。
29.图8是示出背面显示步骤的图。
30.图9的(a)是第1区域的图像的一例,图9的(b)是第2区域的图像的一例。
31.图10是在背面显示步骤中显示的图像的一例。
32.图11是在背面显示步骤中显示的图像的另一例。
33.图12是激光加工装置的立体图。
34.标号说明
35.2:切削装置(加工装置);4:基台;4a、4b、4d:开口;4c:支承构造;6:盒;10:保持工作台;11:被加工物;11a:正面;11b:背面;11c:槽(加工槽);12:保持部件;12a:一个面;12b:另一个面;12c1:第1吸引路;12c2:第2吸引路;12c3:交点;12d:开口部;12e:外周吸引路;12f:吸引路;13:分割预定线;14:吸引源;15:器件;16:框体;16a:开口部;16b:滑轮部;17:带;18:x轴移动工作台;18a:底板;18b:侧板;18c:顶板;18d:空间;19:框架;20:x轴导轨;20a:x轴线性标尺;21:被加工物单元;22:x轴滚珠丝杠;24:x轴脉冲电动机;26:x轴移动机构;28:传送带;30:旋转驱动源;30a:滑轮;32:y轴移动机构;34:y轴导轨;36:y轴移动工作台;38:y轴滚珠丝杠;40:y轴脉冲电动机;42:z轴移动机构;42a:支承构造;44:z轴导轨;46:z轴移动板;48:z轴滚珠丝杠;50:z轴脉冲电动机;52:支承臂;54:下方拍摄单元(第2拍摄单元);56:低倍率照相机;56a:照明装置;58:高倍率照相机;58a:照明装置;60:加工单元移动机构;62:y轴导轨;64:y轴移动板;66:y轴滚珠丝杠;68:y轴脉冲电动机;70:z轴移动板;72:z轴导轨;74:z轴滚珠丝杠;76:z轴脉冲电动机;78:切削单元(加工单元);80:主轴壳体;82a:主轴;82b:切削刀具;84:上方拍摄单元(第1拍摄单元);86:清洗单元;88:清洗工作台;90:喷嘴;92:触摸面板(显示单元);94:控制部;96:存储部;98:标记;100:电路;102、102a:图像;104:激光加工装置(加工装置);106:静止基台;108:y轴移动工作台;110:y轴导轨;110a:y轴标尺;112:y轴滚珠丝杠;114:y轴脉冲电动机;116:y轴移动机构;118:柱;120:外壳;122:激光照射单元(加工单元);124:照射头;a:区域;b、c、d:角部。
具体实施方式
36.参照附图对本发明的一个方式的实施方式进行说明。图1是第1实施方式的切削装置2的立体图。另外,在图1中,用功能框图示出结构要素的一部分。另外,在以下的说明中使
用的x轴方向(加工进给方向)、y轴方向(分度进给方向)以及z轴方向(铅垂方向、切入进给方向)相互垂直。
37.切削装置(加工装置)2具有对各结构要素进行支承的基台4。在基台4的前方(+y方向)的角部形成有开口4a,在该开口4a内设置有盒升降机(未图示)。在盒升降机的上表面载置有用于收纳多个被加工物11(参照图2)的盒6。
38.在图1中,为了便于说明,仅示出盒6的轮廓。被加工物11例如是由硅等半导体材料构成的圆盘状的晶片。但是,被加工物11的材质、形状、构造、大小等没有限制。例如,也可以将由其他半导体、陶瓷、树脂、金属等材料构成的基板等用作被加工物11。
39.如图2所示,被加工物11的正面11a侧被相互交叉的多条分割预定线(间隔道)13划分成多个区域。在正面11a侧的各区域中形成有ic(integrated circuit:集成电路)等器件15和对准标记(图9的(b)的标记98)等。但是,器件15的种类、数量、形状、构造、大小、配置等也没有限制。也可以不在被加工物11上形成器件15。
40.在被加工物11的正面11a侧粘贴有直径比被加工物11大的带(划片带)17。带17由使可见光透过的透明材料形成。带17例如具有基材层和粘接层(糊层)的层叠构造。
41.基材层例如由聚烯烃(po)等形成。粘接层例如由紫外线(uv)固化型的丙烯酸树脂等粘接性树脂形成。该带17的粘接层侧被粘贴于正面11a侧。
42.在带17的外周部分粘贴并固定有由金属形成的环状的框架19。这样,被加工物11以借助带17而被框架19支承的被加工物单元21的状态收纳在盒6中。图2是被加工物单元21的立体图。
43.如图1所示,在开口4a的后方(
‑
y方向)形成有在x轴方向上较长的开口4b。在开口4b中配置有保持工作台(卡盘工作台)10。在保持工作台10的外周部设置有圆环状的框架吸引板(未图示),该框架吸引板沿着圆周方向离散地形成有吸引口。
44.这里,参照图3至图5对保持工作台10等进行更详细的说明。图3是保持工作台10等的立体图,图4是保持工作台10等的局部剖面侧视图。但是,在图4中,为了方便,省略了阴影。图5是图4的区域a的放大图。在图5中,用功能框图示出结构要素的一部分。
45.保持工作台10具有圆盘状(板状)的保持部件12。保持部件12包含大致平坦的一个面12a和位于与该一个面12a相反的一侧的另一个面12b(参照图5)。保持部件12由钠玻璃、硅硼酸玻璃、石英玻璃等使可见光透过的透明材料形成。
46.在保持部件12的内部形成有多个流路。在本实施方式的保持部件12的内部,在从z轴方向观察保持部件12的情况下,以横穿圆盘的中心轴线的方式形成有直线状的第1吸引路12c1。另外,在xy平面方向上以与第1吸引路12c1垂直的方式形成有直线状的第2吸引路12c2。
47.第1吸引路12c1和第2吸引路12c2在位于圆盘的中心轴线的交点12c3处相交,并相互连接。在一个面12a的外周部以在圆周方向上相互分离的方式形成有多个开口部12d。各开口部12d形成有从一个面12a起未到达另一个面12b的规定的深度。
48.在第1吸引路12c1的两端部和第2吸引路12c2的两端部分别形成有开口部12d。各开口部12d通过形成于保持部件12的外周部的规定的深度的外周吸引路12e而在圆周方向上连接。
49.在开口部12d的外周侧形成有沿保持部件12的径向延伸的吸引路12f,在吸引路
12f上连接有喷射器等吸引源14(参照图5)。当使吸引源14进行动作而产生负压时,在开口部12d产生负压。因此,一个面12a作为吸引并保持被加工物单元21(被加工物11)的保持面而发挥功能。
50.但是,在第1吸引路12c1、第2吸引路12c2、开口部12d、外周吸引路12e、吸引路12f等保持部件12的流路中,入射的光的一部分被散射或反射。因此,在从一个面12a或另一个面12b观察的情况下,存在保持部件12的流路对于可见光具有透光性但不完全透明的情况或不透明的情况。
51.但是,保持部件12的除了流路以外的规定的区域从一个面12a至另一个面12b是透明的。具体而言,被第1吸引路12c1和第2吸引路12c2分割成四部分并且在保持部件12的径向上位于比外周吸引路12e靠内侧的位置的区域从一个面12a至另一个面12b是透明的。
52.在保持部件12的外周设置有由不锈钢等金属材料形成的圆筒状的框体16。在框体16的上部形成有开口部16a(参照图5),保持部件12以封闭该开口部16a的方式配置。
53.如图3和图4所示,框体16被x轴移动工作台18支承。x轴移动工作台18包含从z轴方向观察的形状为长方形的底板18a。底板18a的前方(+y方向)的一端与从y轴方向观察的形状为长方形的侧板18b的下端连接。
54.侧板18b的上端与从z轴方向观察的形状为与底板18a相同的长方形的顶板18c的前方的一端连接。在底板18a与顶板18c之间形成有后方(
‑
y方向)的一端和x轴方向的两端开放的空间18d。
55.在底板18a的下方(
‑
z方向)以底板18a能够滑动的方式设置有与x轴方向大致平行的一对x轴导轨20。一对x轴导轨20固定于静止基台(未图示)的上表面。
56.在与x轴导轨20相邻的位置设置有在对x轴移动工作台18的x轴方向的位置进行检测时使用的x轴线性标尺20a。另外,在x轴移动工作台18的下表面侧设置有读取头(未图示)。
57.在x轴移动工作台18移动时,通过利用读取头检测x轴线性标尺20a的刻度,计算x轴移动工作台18的x轴方向的位置(坐标)和x轴方向的移动量。
58.在x轴移动工作台18的底板18a的下表面侧设置有螺母部(未图示),在该螺母部上以能够旋转的方式连结有与x轴导轨20大致平行的x轴滚珠丝杠22。
59.在x轴滚珠丝杠22的一端部连结有x轴脉冲电动机24。如果利用x轴脉冲电动机24使x轴滚珠丝杠22进行旋转,则x轴移动工作台18沿着x轴导轨20在x轴方向上移动。x轴导轨20、x轴滚珠丝杠22、x轴脉冲电动机24等构成使x轴移动工作台18移动的x轴移动机构26。
60.在x轴移动工作台18的顶板18c的上表面侧,框体16以能够绕与z轴方向大致平行的旋转轴线进行旋转的方式被支承于顶板18c。框体16包含圆筒状的侧面即滑轮部16b。在框体16被x轴移动工作台18支承的情况下,滑轮部16b位于比顶板18c靠上方的位置。
61.在x轴移动工作台18的侧板18b上设置有电动机等旋转驱动源30。在旋转驱动源30的旋转轴上设置有滑轮30a。在滑轮30a和滑轮部16b上挂有一个旋转环形带(传送带28)。
62.当使旋转驱动源30进行动作而使滑轮30a进行旋转时,通过经由传送带28传递的力,框体16绕与z轴方向大致平行的旋转轴进行旋转。通过对滑轮30a的旋转进行控制,能够使保持工作台10绕旋转轴线旋转任意的角度。
63.在x轴移动机构26的x轴方向的延长线上设置有y轴移动机构32。y轴移动机构32具
有与y轴方向大致平行的一对y轴导轨34。一对y轴导轨34固定于静止基台(未图示)的上表面。
64.在y轴导轨34上以能够滑动的方式安装有y轴移动工作台36。在y轴移动工作台36的下表面侧设置有螺母部(未图示),在该螺母部上以能够旋转的方式连结有与y轴导轨34大致平行的y轴滚珠丝杠38。
65.在y轴滚珠丝杠38的一端部连结有y轴脉冲电动机40。如果利用y轴脉冲电动机40使y轴滚珠丝杠38进行旋转,则y轴移动工作台36沿着y轴导轨34在y轴方向上移动。
66.在与y轴导轨34相邻的位置设置有在对y轴移动工作台36的y轴方向的位置进行检测时使用的y轴线性标尺(未图示)。另外,在y轴移动工作台36的下表面侧设置有读取头(未图示)。
67.在y轴移动工作台36移动时,通过利用读取头检测y轴线性标尺的刻度,计算y轴移动工作台36的y轴方向的位置(坐标)和y轴方向的移动量。
68.在y轴移动工作台36的上表面设置有z轴移动机构42。图6是z轴移动机构42等的放大立体图。z轴移动机构42具有固定于y轴移动工作台36的上表面的支承构造42a。
69.在支承构造42a的x轴移动工作台18侧的侧面固定有与z轴方向大致平行的一对z轴导轨44。在z轴导轨44上以能够滑动的方式安装有z轴移动板46。
70.在z轴移动板46的侧面的z轴导轨44侧设置有螺母部(未图示),在该螺母部上以能够旋转的方式连结有与z轴导轨44大致平行的z轴滚珠丝杠48。
71.在z轴滚珠丝杠48的一端部连结有z轴脉冲电动机50。如果利用z轴脉冲电动机50使z轴滚珠丝杠48进行旋转,则z轴移动板46沿着z轴导轨44在z轴方向上移动。
72.在与z轴导轨44相邻的位置设置有z轴线性标尺(未图示),在z轴移动板46的z轴导轨44侧设置有读取头(未图示)。在z轴移动板46移动时,通过利用读取头检测z轴线性标尺的刻度,计算z轴移动板46的z轴方向的位置(坐标)等。
73.在z轴移动板46上经由在x轴方向上较长的支承臂52而固定有下方拍摄单元(第2拍摄单元)54。本实施方式的下方拍摄单元54配置于比保持工作台10靠下方的位置,包含摄像镜头等以与保持部件12的另一个面12b对置的方式分别设置的低倍率照相机56和高倍率照相机58。
74.但是,下方拍摄单元54也可以不具有低倍率照相机56和高倍率照相机58这两个照相机。下方拍摄单元54也可以仅具有一个规定倍率的照相机。
75.低倍率照相机56和高倍率照相机58分别具有规定的光学系统以及ccd(charge
‑
coupled device:电荷耦合器件)图像传感器或cmos(complementary metal
‑
oxide
‑
semiconductor:互补金属氧化物半导体)图像传感器等拍摄元件。
76.在低倍率照相机56的侧方设置有向位于上方的被摄体(例如,被加工物11)照射可见光的照明装置56a。同样,在高倍率照相机58的侧方也设置有照明装置58a。
77.在利用下方拍摄单元54对被摄体进行拍摄的情况下,使x轴移动工作台18向y轴移动工作台36侧移动,将下方拍摄单元54配置于空间18d。由此,能够从下方拍摄配置于保持部件12的一个面12a侧的被加工物11。
78.接着,返回图1,对切削装置2的其他结构要素进行说明。在比x轴移动工作台18的顶板18c靠左方(+x方向)和右方(
‑
x方向)的位置以覆盖开口4b的方式安装有伸缩自如的波
纹状的防尘防滴罩。
79.在开口4b的上方以横跨开口4b的方式设置有门型的支承构造4c。在支承构造4c的侧面中的位于开口4a侧的一个侧面上设置有两个加工单元移动机构(分度进给单元、切入进给单元)60。
80.各加工单元移动机构60共有固定于支承构造4c的一个侧面且与y轴方向大致平行的一对y轴导轨62。在y轴导轨62上以能够相互独立地滑动的方式安装有两个y轴移动板64。
81.在y轴移动板64的位于支承构造4c侧的一个面上设置有螺母部(未图示),在该螺母部上以能够旋转的方式连结有与y轴导轨62大致平行的y轴滚珠丝杠66。另外,位于前方侧的y轴移动板64的螺母部和位于后方侧的y轴移动板64的螺母部分别与不同的y轴滚珠丝杠66连结。
82.在各y轴滚珠丝杠66的一端部连结有y轴脉冲电动机68。如果利用y轴脉冲电动机68使y轴滚珠丝杠66进行旋转,则y轴移动板64沿着y轴导轨62在y轴方向上移动。
83.在各y轴移动板64的位于与支承构造4c相反的一侧的另一个面上分别设置有与z轴方向大致平行的一对z轴导轨72。在z轴导轨72上以能够滑动的方式安装有z轴移动板70。
84.在z轴移动板70的位于支承构造4c侧的一个面上设置有螺母部(未图示),在该螺母部上以能够旋转的方式连结有与z轴导轨72平行的z轴滚珠丝杠74。
85.在z轴滚珠丝杠74的一端部连结有z轴脉冲电动机76。如果利用z轴脉冲电动机76使z轴滚珠丝杠74进行旋转,则z轴移动板70沿着z轴导轨72在z轴方向上移动。
86.在z轴移动板70的下部设置有切削单元(加工单元)78。切削单元78具有筒状的主轴壳体80。在主轴壳体80内以能够旋转的方式收纳有圆柱状的主轴82a(参照图7)的一部分。
87.在主轴82a的一端连结有使主轴82a进行旋转的伺服电动机等旋转驱动机构(未图示)。另外,在主轴82a的另一端安装有具有圆环状的切削刃的切削刀具82b。
88.在z轴移动板70的下部以与切削单元78相邻的方式连结有上方拍摄单元(第1拍摄单元)84。上方拍摄单元84位于保持工作台10的上方,摄像镜头等以与保持部件12的一个面12a对置的方式设置。上方拍摄单元84具有用于从上方拍摄被加工物11的规定的光学系统和ccd图像传感器或cmos图像传感器等拍摄元件。
89.在相对于开口4b处于与开口4a相反的一侧的位置设置有开口4d。在开口4d内设置有用于对切削后的被加工物11等进行清洗的清洗单元86。清洗单元86包含对被加工物11进行保持的清洗工作台88和以与清洗工作台88对置的方式配置有喷射口的喷嘴90。
90.在基台4上设置有未图示的外壳,在外壳的前方的侧面设置有兼作输入装置和显示装置的触摸面板(显示单元)92。在触摸面板92上显示下方拍摄单元54和上方拍摄单元84所拍摄的图像、加工条件、gui(graphical user interface:图形用户界面)的按钮等。
91.切削装置2具有控制部94。控制部94对吸引源14、x轴移动机构26、旋转驱动源30、y轴移动机构32、z轴移动机构42、下方拍摄单元54、加工单元移动机构60、上方拍摄单元84、切削单元78、触摸面板92等进行控制。
92.控制部94例如由计算机构成,该计算机包含cpu(central processing unit:中央处理单元)等处理装置、dram(dynamic random access memory:动态随机存取存储器)等主存储装置以及闪存、硬盘驱动器等辅助存储装置。根据存储在辅助存储装置中的软件使处
理装置等进行动作,由此实现控制部94的功能。
93.辅助存储装置的一部分作为存储部96而发挥功能。在存储部96中存储有进行图案匹配等图像处理的软件。例如,利用进行图像处理的软件,从下方拍摄单元54所拍摄的正面11a侧的图像中提取形成于正面11a侧的规定的图案。
94.规定的图案例如是分割预定线13、器件15、标记98以及电路100(参照图9的(b)等)的轮廓。另外,标记98有时也被称为对准标记、关键图案、目标图案等。
95.接着,使用图7至图10对被加工物11的加工方法进行说明。首先,以背面11b侧向上方露出的方式将被加工物单元21载置于保持工作台10的一个面12a(载置步骤s10)。
96.在载置步骤s10之后,使吸引源14进行动作,利用一个面12a隔着带17对被加工物11的正面11a侧进行保持,利用框架吸引板(未图示)对框架19进行保持(保持步骤s20)。在保持步骤s20之后,进行示教步骤s30。
97.在示教步骤s30中,例如,在使用下方拍摄单元54使正面11a侧显示在触摸面板92上的状态下,作业者搜索正面11a侧的标记98(参照图9的(b)等)。
98.在作业者发现了任意的标记98之后,利用下方拍摄单元54取得包含该标记98的正面11a侧的图像。标记98的形状、坐标等作为图案匹配的模板而被存储在存储部96中。另外,利用标记98和分割预定线13的坐标等计算出的标记98与分割预定线13的中心线之间的距离被存储在存储部96中。
99.此外,利用标记98的坐标等计算出的在y轴方向上相邻的两条分割预定线13之间的距离(间隔道间距)被存储在存储部96中。另外,所存储的各坐标是以上述交点12c3为原点的xy坐标。
100.在示教步骤s30之后,进行被加工物11的对准(对准步骤s40)。在对准步骤s40中,首先,在沿着x轴方向的一条分割预定线13上的相互分离的多个部位,使用下方拍摄单元54取得正面11a侧的图像。
101.然后,在多个部位处取得的正面11a侧的图像中,通过图案匹配等规定的处理,检测与作为模板存储的标记98相同的图案。根据与检测出的标记98相同的图案,确定分割预定线13绕保持部件12的中心轴线的θ方向的偏移。
102.然后,使旋转驱动源30进行动作,使传送带28旋转规定的量,从而校正保持部件12的θ方向的偏移。由此,将分割预定线13定位成与x轴方向大致平行。另外,在对准步骤s40中,也可以进行θ方向的校正以外的规定的处理、操作等。
103.在对准步骤s40之后,利用下方拍摄单元54对正面11a侧被保持工作台10保持的被加工物11的大致整个正面11a侧进行拍摄,从而取得正面11a侧的图像(图像取得步骤s50)。
104.在图像取得步骤s50中,一边利用x轴移动机构26、y轴移动机构32等调整保持工作台10和下方拍摄单元54的相对位置,一边对正面11a侧进行拍摄。但是,在图像取得步骤s50中,也可以不必对整个正面11a侧进行拍摄。
105.即,也可以仅取得形成有器件15的器件区域和包围器件区域的外周部的外周剩余区域中的整个器件区域的图像、或者仅取得器件区域中的包含标记98的区域的图像。如果限定拍摄区域,则能够缩短图像取得步骤s50所需的时间。
106.在图像取得步骤s50之后,首先,控制部94进行图像处理,检测所取得的图像的边缘。接着,控制部94通过图案匹配等规定的处理,计算由边缘规定的几何形状与预先登记的
几何形状的一致度,从而提取形成于正面11a侧的规定的图案。
107.提取出的规定的图案和该规定的图案的位置信息等被存储在存储部96中(存储步骤s60)。例如,在使用图9的(b)等所示的标记98作为规定的图案的情况下,标记98的形状和标记98的位于分割预定线13侧的角部b、c、d等的坐标被存储在存储部96中。
108.此时,相对于标记98预先确定了相对位置关系的分割预定线13、器件15以及电路100中的至少任意一个的坐标也被存储在存储部中。
109.正面11a侧的图像例如以与观察背面11b侧时(即,俯视观察被加工物11时)的x轴方向和y轴方向的朝向相同的状态在存储步骤s60中被存储在存储部96中。
110.另外,为了使正面11a侧的图像的x轴方向和y轴方向的朝向与背面11b侧的图像的朝向相同,例如,控制部94只要对正面11a侧的图像实施规定的坐标转换(例如,使图像相对于x轴翻转的镜像转换)即可。规定的坐标转换例如通过存储在控制部94中的规定的软件来进行。
111.另外,也可以代替实施规定的坐标转换,而是经由在xz平面上相对于x轴倾斜45度的镜面对正面11a侧进行拍摄,从而对相对于x轴镜像转换后的正面11a侧的图像进行拍摄。
112.在下方拍摄单元54的摄像镜头(未图示)以与另一个面12b对置的方式设置的本实施方式中,在xz平面上相对于x轴倾斜45度的镜面例如设置于下方拍摄单元54的摄像镜头与拍摄元件(未图示)之间的规定的位置。也可以取而代之,该倾斜的镜面设置于以与另一个面12b对置的方式设置的罩玻璃(未图示)和光轴沿着x轴方向配置的拍摄镜头之间。
113.另外,在xz平面上相对于x轴倾斜45度的镜面也可以在相对于下方拍摄单元54的位置被固定的状态下设置于下方拍摄单元54的外部。在该情况下,下方拍摄单元54的摄像镜头的光轴以朝向该镜面的方式沿着x轴方向配置。
114.正面11a侧的任意的xy坐标位置能够以交点12c3为坐标系的原点而确定,背面11b侧的任意的xy坐标位置能够以交点12c3为坐标系的原点而确定。因此,能够确定与背面11b侧的第1区域对应的正面11a侧的第2区域。
115.在存储步骤s60之后,对被加工物11进行切削(切削步骤s70)。图7是示出切削步骤s70的图。在切削步骤s70中,首先,将高速旋转的切削刀具82b定位在分割预定线13的延长线上。此时,将切削刀具82b的下端定位于被加工物11的正面11a与背面11b之间。
116.然后,通过x轴移动机构26使保持工作台10和切削刀具82b沿着x轴方向相对地移动。由此,被加工物11在被加工物11的厚度方向上被切削刀具82b从背面11b侧局部地切削(加工)至未到达正面11a的规定的深度(即,半切割),沿着分割预定线13形成槽(加工槽)11c。
117.另外,切削步骤s70中的切削不限定于半切割。在切削步骤s70中,也可以以从背面11b到正面11a切断的方式对被加工物11进行切削(即,全切割)。
118.在沿着与x轴方向平行的一条分割预定线13对被加工物11进行切削之后,通过对切削单元78进行分度进给,将切削刀具82b定位在沿y轴方向相邻的分割预定线13的延长线上。然后,同样地沿着分割预定线13对被加工物11进行切削。
119.在切削了任意数量的分割预定线13之后,作业者使用上方拍摄单元84取得背面11b侧的图像,并显示在触摸面板92上(背面显示步骤s80)。
120.图8是示出背面显示步骤s80的图。在图8中,用功能框图示出控制部94等。另外,下
方拍摄单元54向x轴移动工作台18的空间18d外退避。
121.在本实施方式的背面显示步骤s80中,控制部94将在被加工物11的厚度方向上与背面11b侧的第1区域对应的正面11a侧的第2区域所包含的标记98等规定的图案与第1区域的图像重叠而显示在触摸面板92上。
122.图9的(a)是背面11b侧的第1区域的图像的一例。在图9的(a)中,用涂黑的区域示出表示形成于背面11b侧的槽11c的区域。图9的(b)是与背面11b侧的第1区域对应的正面11a侧的第2区域的图像的一例。
123.在图9的(b)中,示出了器件15、分割预定线13、标记98以及电路100的轮廓。另外,如上所述,图9的(b)所示的正面11a侧的第2区域的图像的x轴方向和y轴方向的朝向与被加工物11的背面11b侧的x轴方向和y轴方向的朝向相同。
124.控制部94从存储部96中读出与背面11b侧的第1区域对应的第2区域的图像,并使在背面11b侧的第1区域的图像上重叠了该第2区域的图像的规定的图案而成的图像102(参照图10)显示在触摸面板92上。由此,作业者能够确认形成于被加工物11的槽11c是否沿着分割预定线13形成。
125.在本实施方式中,显示在触摸面板92上的背面11b侧的图像是由上方拍摄单元84取得的背面11b侧的实时图像,但也可以是由上方拍摄单元84取得的背面11b侧的静止图像。
126.图10是在背面显示步骤s80中显示的图像的一例(图像102)。在图10中,用虚线示出器件15、分割预定线13、标记98以及电路100的轮廓。
127.在图10中,在图像102中重叠显示了所有器件15、分割预定线13、标记98以及电路100,但也可以选择性地显示任意一个(例如仅分割预定线13)。
128.另外,分割预定线13、标记98等的轮廓也可以在对正面11a侧的图像进行二值化处理之后以被加工成规定的粗细、规定的颜色、规定的亮度的状态显示在图像102上,以使分割预定线13、标记98等显眼。
129.另外,如图10所示,在图像102中仅显示了分割预定线13、标记98等的轮廓,但也可以不显示轮廓而显示分割预定线13、标记98等的图像。
130.在背面显示步骤s80之后,在没有沿着所有的分割预定线13对被加工物11进行切削的情况下,返回切削步骤s70,对被加工物11进行切削。也可以重复进行多次切削步骤s70和背面显示步骤s80。
131.在沿着与x轴方向平行的所有的分割预定线13对被加工物11进行切削之后,使旋转驱动源30进行动作,使保持工作台10旋转90度。然后,再次进行切削步骤s70。此时,也可以重复进行多次切削步骤s70和背面显示步骤s80。
132.另外,在背面显示步骤s80中,也可以在触摸面板92上显示将第1区域的图像的至少表示槽11c的区域与包含第2区域所包含的标记98等规定的图案的图像重叠起来而成的图像。图11是在背面显示步骤s80中显示的图像的另一例(图像102a)。在图11中,用虚线示出槽11c的轮廓。
133.在包含表示槽11c的区域的图像中,可以如图11所示仅显示槽11c的轮廓,也可以直接显示通过拍摄而得到的槽11c。总之,在第1区域的图像中,至少使用表示槽11c的区域。这样,即使在使触摸面板92显示图像102a的情况下,作业者也能够确认形成于被加工物11
的槽11c是否沿着分割预定线13形成。
134.接着,对第2实施方式进行说明。在第2实施方式中,代替切削装置2而使用激光加工装置(加工装置)104对被加工物11进行加工。但是,与第1实施方式同样地进行上述载置步骤s10至背面显示步骤s80。
135.图12是第2实施方式的激光加工装置104的立体图。另外,对与第1实施方式的切削装置2相同的结构要素标注相同的标号。以下,主要对与切削装置2的差异进行说明。
136.在激光加工装置104中,在静止基台106上固定有下方拍摄单元54。另外,x轴移动工作台18以xy平面所朝的方向旋转了90度的状态配置,以使下方拍摄单元54能够从与x轴移动工作台18的侧板18b相反的一侧的区域进入空间18d内。
137.激光加工装置104具有固定有一对x轴导轨20的y轴移动工作台108。y轴移动工作台108以能够滑动的方式安装在固定于静止基台106的上表面的一对y轴导轨110上。
138.另外,在与y轴导轨110相邻的位置设置有在对y轴移动工作台108的y轴方向的位置进行检测时使用的y轴标尺110a。在y轴移动工作台108的下表面侧设置有螺母部(未图示),在该螺母部上以能够旋转的方式连结有与y轴导轨110大致平行的y轴滚珠丝杠112。
139.在y轴滚珠丝杠112的一端部连结有y轴脉冲电动机114。如果利用y轴脉冲电动机114使y轴滚珠丝杠112进行旋转,则y轴移动工作台108沿着y轴导轨110在y轴方向上移动。y轴导轨110、y轴滚珠丝杠112、y轴脉冲电动机114等构成使y轴移动工作台108移动的y轴移动机构116。
140.在与下方拍摄单元54相邻的位置以从静止基台106的上表面向上方突出的方式设置有柱118。在柱118上设置有具有与x轴方向大致平行的长条部的外壳120。
141.在外壳120上设置有激光照射单元122的至少一部分。激光照射单元122具有用于生成具有供被加工物11吸收的波长或透过被加工物11的波长的激光束的激光振荡器(未图示)等。
142.在激光照射单元122的x轴方向的前端部设置有包含聚光器的照射头124。由激光照射单元122生成的规定波长的激光束经过规定的光学系统而从照射头124向下方照射。另外,在外壳120的前端部,在与照射头124相邻的位置设置有上方拍摄单元84。
143.在第2实施方式的背面显示步骤s80中,也能够在触摸面板92所显示的背面11b侧的第1区域的图像上重叠显示在图像取得步骤s50中取得的标记98等规定的图案。由此,作业者能够确认形成于被加工物11的槽11c是否沿着分割预定线13形成。
144.除此之外,上述实施方式的构造、方法等能够在不脱离本发明的目的的范围内进行适当变更来实施。例如,在第2实施方式中,也可以与第1实施方式同样地追加使z轴移动机构42沿y轴方向移动的y轴移动机构。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1