一种电池箱体及电池包的制作方法
1.本实用新型涉及储能器件技术领域,特别涉及一种电池箱体及电池包。
背景技术:
2.随着新能源电动汽车的发展,动力电池作为新能源汽车的核心动力器件,其安全性直接影响着整车的安全性,纯电动汽车的动力电池系统多布置在车身底板下方,电池箱体作为动力电池的载体,对电池模组的安全和防护起着关键的作用。
3.目前,电池箱体之间的各个面板的连接强度较差,导致电池箱体的整体密封性较差。
技术实现要素:
4.本实用新型公开了一种电池箱体及电池包,用于提高电池箱体的整体连接强度,从而保证了密封性和电池箱体的安全可靠性。
5.为达到上述目的,本实用新型提供以下技术方案:
6.第一方面,本实用新型提供一种电池箱体包括:
7.底板,形成有液冷管道;
8.包围所述底板的前端板、后端板和两个侧板;
9.其中,所述底板与所述前端板、所述底板与所述后端板、以及所述底板与两个所述侧板分别焊接形成第一焊接部;
10.所述前端板与两个所述侧板、所述后端板与两个所述侧板分别焊接形成第二焊接部;
11.所述第一焊接部为搅拌摩擦焊焊缝;
12.所述第二焊接部为非搅拌摩擦焊焊缝。
13.本实用新型提供的电池箱体,至少具有以下有益效果:在形成有液冷管道的底板的四周,包围设置有前端板、后端板和两个侧板,其中,在底板与前端板、底板与后端板、以及底板与两个侧板分别焊接形成第一焊接部,这里第一焊接部为搅拌摩擦焊,从而提高了电池箱体的整体连接强度和密封性,使得电池箱体的安全可靠性增强。在前端板与两个侧板、后端板与两个侧板分别焊接形成第二焊接部,这里第二焊接部为非搅拌摩擦焊焊缝,通过第二焊接部使用非搅拌摩擦焊,能够将前端板与两个侧板、后端板与两个侧板之间角落部位完全焊上,从而提高了电池箱体的整体连接强度,使得电池箱体的安全可靠性增强。
14.第二方面,本实用新型提供了一种电池包,包括:第一方面任一项所述的电池箱体,以及位于所述电池箱体内的电池模组。
15.本实用新型提供的电池包具有上述电池箱体的全部优点。
附图说明
16.图1为本实用新型实施例提供的一种电池箱体的立体结构示意图;
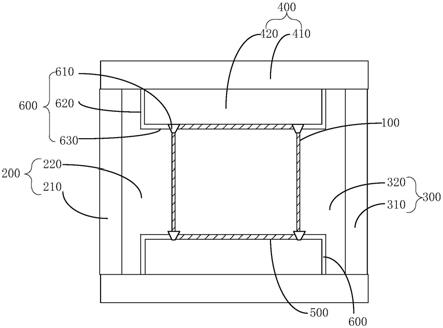
17.图2为本实用新型实施例提供的第一焊接部和第二焊接部的位置示意图;
18.图3为本实用新型实施例提供的第一焊接段的结构示意图;
19.图4为本实用新型实施例提供的前端板的侧视图;
20.图5为本实用新型实施例提供的后端板的侧视图;
21.图6为本实用新型实施例提供的侧板的侧视图;
22.图7为本实用新型实施例提供的第二焊接部的一种结构示意图;
23.图8为本实用新型实施例提供的第二焊接部的另一种结构示意图;
24.图9为本实用新型实施例提供的第二焊接部的侧视图。
25.图标:100
‑
底板;200
‑
前端板;210
‑
第一垂直面;220
‑
第一折面;300
‑
后端板;310
‑
第二垂直面;320
‑
第二折面;400
‑
侧板;410
‑
第三垂直面;420
‑
第三折面;500
‑
第一焊接部;600
‑
第二焊接部;610
‑
第一焊接段;620
‑
第二焊接段;630
‑
第二焊接段;640
‑
第一坡面;650
‑
第二坡面;700
‑
第一缺口;710
‑
第一斜面;720
‑
第二斜面。
具体实施方式
26.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
27.如图1所示,本实用新型实施例提供了一种电池箱体,具有容纳电池模组的容纳腔,包括:形成有液冷管道的底板100和包围底板100的前端板200、后端板300和两个侧板400。
28.如图2所示,其中,底板100与前端板200、底板100与后端板300、以及底板100与两个侧板400分别焊接形成第一焊接部500;
29.前端板200与两个侧板400、后端板300与两个侧板400分别焊接形成第二焊接部600;
30.第一焊接部500为搅拌摩擦焊;
31.第二焊接部600为非搅拌摩擦焊。
32.作为一种示例,在形成有液冷管道的底板100的四周,包围设置有前端板200、后端板300和两个侧板400,其中,在底板100与前端板200、底板100与后端板300、以及底板100与两个侧板400分别焊接形成第一焊接部500,这里第一焊接部500为搅拌摩擦焊,从而提高了电池箱体的整体连接强度和密封性,使得电池箱体的安全可靠性增强。在前端板200与两个侧板400、后端板300与两个侧板400分别焊接形成第二焊接部600,这里第二焊接部600为非搅拌摩擦焊焊缝,通过第二焊接部使用非搅拌摩擦焊,能够将前端板200与两个侧板400、后端板300与两个侧板400之间完全焊上,从而提高了电池箱体的整体连接强度,使得电池箱体的安全可靠性增强。
33.可选地,第二焊接部为cmt焊缝和/或tig焊缝。
34.作为一种示例,为了保证第二焊接部600的连接强度,则在第二焊接部600采用cmt和/或tig焊,采用这种方式,能够将前端板200与两个侧板400、后端板300与两个侧板400之间完全焊上,在焊接时输入的热量较低,对底板100内的液冷管道与前端板200或后端板300
的接口有良好的保护作用。
35.如图2所示,第二焊接部600包括第一焊接段610,第一焊接段610与第一焊接部500相连。
36.作为一种示例,通过第一焊接段610将底板100与侧板200以及前端板200三者固定连接,或是将底板100与侧板200以及后端板200三者固定连接,从而提高了电池箱体的整体连接强度,使得电池箱体的安全可靠性增强。
37.如图3所示,底板包括:四个角,四个角中的任意相邻的两个角与前端板和/或后端板的接触区域形成有第一缺口700,第一焊接段形成于第一缺口700内。
38.作为一种示例,第二焊接部600包括:第一焊接段610;
39.第一焊接段610包括:分别形成在底板100的第一斜面710、形成在前端板200和/或后端板300的第二斜面720;其中,第一斜面710、第二斜面720所成夹角的开口方向朝向容纳腔;
40.作为一种示例,在使用cmt和/或tig焊进行焊接时,更方便将焊条伸入第一缺口700中,在底板100上形成的第一斜面710,可以理解为将底板100的一个角切去形成;同样在前端板200和/或后端板300的第二斜面720,可以理解为将前端板200和/或后端板300的一个角切去形成,而第一斜面710、第二斜面720所成夹角的开口方向朝向容纳腔。
41.由于底板100包括四个角,则在四个角中的任意相邻的两个角与前端板200和/或后端板300的接触区域形成有第一缺口700,这样在使用cmt和/或tig焊进行焊接时,更方便将焊条伸入第一缺口700中,并将底板100与侧板200以及前端板200三者焊接,或是将底板100与侧板200以及后端板200三者固焊接。
42.可选地,如图4所示,前端板200包括:第一垂直面210,第一垂直面210与底板100垂直;
43.第一折面220,第一折面220与第一垂直面210垂直;
44.如图5所示,后端板300包括:第二垂直面310,第二垂直面310与底板100垂直;
45.第二折面320,第二折面320与第二垂直面310垂直;
46.如图6所示,侧板400包括:第三垂直面410,第三垂直面410与底板100垂直;
47.第三折面420,第三折面420与第三垂直面410垂直;
48.第一折面220具有第二缺口,第二缺口与第三折面420配合,且第一折面220与第三折面420沿第二缺口形状焊接形成第二焊接部600;和/或,第二折面320具有第二缺口,第二缺口与第三折面420配合,且第二折面320与第三折面420沿第二缺口形状焊接形成第二焊接部600。
49.作为一种示例,第一折面220和第二折面320均具有第二缺口,第三折面420与第二缺口配合,第二缺口的形状可以是矩形或者是多边不规则图形,只要是能够实现使得第二缺口与第三折面420的接触而形成的第二焊接部600的长度均可,这样的第二焊接部600的总体长度较第一折面220和第二折面320无缺口相比长度增加,从而保证了侧板400和前端板200、侧板400和后端板300的连接强度。
50.可选地,第一折面220和/或第二折面320与所述第三折面420配合形成的第二焊接部600包括第二焊接段620和第三焊接段630;
51.第二焊接段620与第三焊接段630相交,第二焊接段620的一端与第三焊接段630连
接,第二焊接段620的另一端与第一焊接段610连接。
52.作为一种示例,这样的连接方式,使得第二焊接部600的总体长度较第一折面220和第二折面320无缺口相比长度增加,并且第二焊接部600包括第二焊接段620和第三焊接段630,且两段相交。可选地,第二焊接部600为l型,这样的方式使得缺口结构更加整齐,在对第一折面220和第二折面320上形成缺口时,操作更加简单。
53.可选地,第二焊接段620沿前端板200和后端板300的排列方向延伸,和/或,第三焊接段630沿两个侧板400的排列方向延伸。
54.如图7所示,可选地,第一折面220与第三折面420形成的第二焊接部600为直线形;且第一折面220与第三折面420形成的第二焊接部600的延长线与第一折面220与底板100之间的第一焊接部500所成角度α中,开口方向朝向前端板200的角为钝角;和/或,
55.第二折面320与第三折面420形成的第二焊接部600为直线形,且第二折面320与第三折面420形成的第二焊接部600与第二折面320与底板100之间的第一焊接部600所成角度β中,开口方向朝向后端板300的角为钝角。
56.作为一种示例,第一折面220与第三折面420形成的第二焊接部600为直线型,且第二折面320与第三折面420形成的第二焊接部600为直线形,第二焊接部600的总体长度较第一折面220和第二折面320无缺口相比长度增加。
57.如图8所示,可选地,第一折面220与第三折面320形成的第二焊接部600为曲线形;和/或,
58.第二折面320与第三折面420形成的第二焊接部600为曲线形。
59.作为一种示例,第一折面220与第三折面420形成的第二焊接部600为曲线型,第二焊接部600的总体长度较第一折面220和第二折面320无缺口相比长度增加。
60.如图9所示,形成第二焊接部600的前端板200和/或后端板300具有第一坡面630、侧板400具有第二坡面640,第一坡面630与第一坡面630相对的第二坡面640所成夹角的开口朝向容纳腔。
61.作为一种示例,第一坡面630可以是平面或是弧面,具体以实际焊接需要的形状为准,可选地,第一坡面630与第二坡面640所成夹角为锐角、钝角或是圆弧,在此不做具体限制,只要是第二焊接部符合一般的焊缝结构均可。
62.可选地,第一焊接部500为矩形。
63.作为一种示例,第一焊接部500环绕底板100形成,用于将前端板200、后端板300和两个侧板400与底板100固定,沿底板100一圈形成的第一焊接部500,能够提高底板100与前端板200、后端板300和两个侧板400的连接强度,进而提高本实用新型实施例提供的电池箱体的安全性。
64.第二方面,本实用新型实施例提供的一种电池包,包括:第一方面任一项所述的电池箱体,以及位于所述电池箱体内的电池模组。
65.显然,本领域的技术人员可以对本实用新型实施例进行各种改动和变型而不脱离本实用新型的精神和范围。这样,倘若本实用新型的这些修改和变型属于本实用新型权利要求及其等同技术的范围之内,则本实用新型也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1