一种电池模组加压夹具的制作方法
1.本实用新型涉及电池模组生产制造技术领域,尤其涉及一种电池模组加压夹具。
背景技术:
2.作为新能源汽车的核心部件,近年来动力电池包的生产受到了越来越多的关注。动力电池包主要由模组、电池管理系统以及其他电气机械装置组成,模组的尺寸显著影响电池包的内部空间及后续装配,因此在生产时要严格控制模组宽度。模组生产包括电池、端板、侧板和集成盖板的组装和焊接,其中,侧板与电芯侧边的贴合紧密度将直接影响模组宽度。现有的方案是通过结构胶将侧板和电芯粘结在一起,以控制尺寸。然而,该过程却存在一定的弊端,涂胶之后模组需要静置固化数小时,无法实现连续化作业,严重影响生产效率。固化过程中,无保压装置,不能保证侧板和电池之间紧密贴合,易导致模组宽度不良,影响后续电池包的装配。
技术实现要素:
3.基于背景技术中存在的技术问题,本实用新型提出了一种电池模组加压夹具。
4.本实用新型提出的一种电池模组加压夹具,包括连接板,连接板上间隔连接有多个u型支架,u型支架包括与连接板垂直连接的底板,底板两端分别垂直连接有第一侧板、第二侧板,第一侧板、第二侧板位于底板的同一侧,第一侧板、第二侧板内侧分别连接有第一缓冲垫、第二缓冲垫。
5.优选的,底板中部开设有楔形卡槽,连接板卡接在楔形卡槽内并且连接板的厚度与楔形卡槽的深度一致。
6.优选的,底板与第一侧板、第二侧板连接处均圆弧过渡。
7.优选的,第一缓冲垫通过螺栓与第一侧板连接。
8.优选的,第二缓冲垫通过螺栓与第二侧板连接。
9.优选的,第一缓冲垫远离连接板一端设有第一倒角。
10.优选的,第二缓冲垫远离连接板一端设有第二倒角。
11.本实用新型提出的一种电池模组加压夹具,结构简单,成本低廉,通过u型支架实现对模组侧板的约束固化,保证模组尺寸合格;同时,夹具固定在模组底部,不会影响模组顶部焊接和测试操作,因此无需静置等待,可持续流水化生产,有效提高生产效率。
附图说明
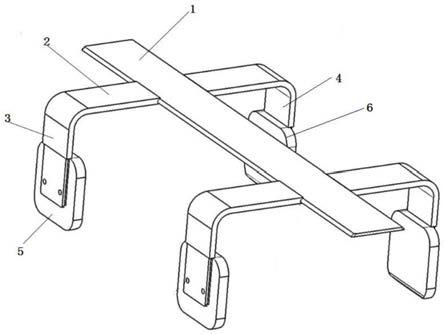
12.图1为本实用新型提出的一种电池模组加压夹具的结构示意图;
13.图2为本实用新型提出的一种电池模组加压夹具的侧视图;
14.图3为本实用新型提出的一种电池模组加压夹具的俯视图;
15.图4为本实用新型提出的一种电池模组加压夹具中底板的结构示意图;
16.图5为本实用新型提出的一种电池模组加压夹具的工作原理图。
具体实施方式
17.参照图1
‑
图5,本实用新型提出一种电池模组加压夹具,包括连接板1,连接板1上间隔连接有多个u型支架,u型支架包括与连接板1垂直连接的底板2,底板2两端分别垂直连接有第一侧板3、第二侧板4,底板2与第一侧板3、第二侧板4连接处均圆弧过渡。第一侧板3、第二侧板4位于底板2的同一侧,第一侧板3、第二侧板4内侧分别通过螺栓连接有第一缓冲垫5、第二缓冲垫6。
18.在具体实施例中,底板2中部开设有楔形卡槽7,连接板1卡接在楔形卡槽7内并且连接板1的厚度与楔形卡槽7的深度一致。
19.在具体实施例中,第一缓冲垫5远离连接板1一端设有第一倒角8,第二缓冲垫6远离连接板1一端设有第二倒角9。保证模组能够顺利嵌入u型支架所形成的约束空间。第一缓冲垫5、第二缓冲垫6可采用硅胶、橡胶等具有弹性的材质,以保证模组侧板放入夹具时不被划伤。
20.本实用新型连接板1长度与模组实际长度保持一致,可根据模组实际长度定制不同长度的连接板1。第一缓冲垫5、第二缓冲垫6之间的宽度略小于模组的实际宽度,从而保证模组在嵌入u型支架内能持续保持挤压状态。第一缓冲垫5、第二缓冲垫6顶部至连接板1的垂直距离不高于模组实际高度。连接板1与底板2处于同一个水平面,从而保证使用夹具后的模组在传送履带上可以平稳运输,模组a完成组装和测试后,可将夹具取下,并继续用于新的模组生产。
21.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1