金属护套垂直自动辊压连续缩径轧机的制作方法
1.本发明属于电缆设备技术领域,具体地说,涉及一种金属护套垂直自动辊压连续缩径轧机。
背景技术:
2.火灾是指在时间和空间上失去控制的燃烧所造成的灾害。在各种灾害中,火灾是最经常、最普遍地威胁公众安全和社会发展的主要灾害之一。
3.随着社会的不断发展,在社会财富日益增多的同时,导致发生火灾的危险性也在增多,火灾的危害性也越来越大。据统计,我国70年代火灾年平均损失不到2 .5亿元,80年代火灾年平均损失不到3 .2 亿元。进入90年代,特别是1993年以来,火灾造成的直接财产损失上升到年均十几亿元。特别是在历史性建筑物、超高层、宾馆、商场、医院、机场、电视台、通讯枢纽工程、舰船、剧场、古建筑、地铁、人防工程、人流密集的公共场所、电路着火时常发生,如前不久法国巴黎圣母院大火可能就是因为线路问题导致火灾。
4.矿物质绝缘bttz防火电缆是国际上较早发明的防火电缆,是国际公认的优质性能防火电缆,也是目前我国有国家标准认证的防火电缆,性能稳定防火等级高,在大型医院、机场、地铁、车站、高校、商场超市、商务中心、高层建筑、军事工程等人流密集型场所及国防领域广泛应用。矿物质绝缘bttz防火电缆在250℃时可连续长时间运行,1000℃极限状态下也可作30min的短时间运行且载流量大特性能给高层用户预留逃生时间。
5.矿物质绝缘bttz防火电缆是一种外层采用无缝金属管护套、中间充填氧化镁晶体粉作绝缘材料,导体一般是单股或多股金属棒组成,在现有技术中,生产此电缆的设备一般都是将具有一定尺寸的无缝金属管套在导体上,然后在导体周围填充氧化镁晶体,由于原材料无缝金属管不能弯曲,所以采用现有技术的设备不能够生产长距离的电缆,不能够按照用户进行定制。除次外,现有设备在垂直方向设置压辊轮较多,导致整个设备安装高度较高,导致换模、维修及操作麻烦,为此,如何降低设备的安装高度也是本发明需要解决的问题。
技术实现要素:
6.本发明的目的是克服现有技术的不足而提供一种设计更为合理的金属护套垂直自动辊压连续缩径轧机。
7.为解决上述技术问题,本发明采取如下技术方案:
8.金属护套垂直自动辊压连续缩径轧机,包括机架,设在所述机架前端是金属杆放料装置、金属带放料装置和灌粉装置,所述金属杆放料装置由金属杆放料架和导线轮构成,所述金属带放料装置由金属带放料架、储带架和切带装置构成,所述灌粉装置由粉仓和输粉管连接构成;设在所述机架中端的是第一校直装置、定芯模具、漏斗装置、灌粉导杆、全电控自动对中裁剪装置、成型模具、金属带焊接成型系统和垂直轧辊装置,所述第一校直装置由多组相互压合的第一校直轮构成,所述灌粉导杆的上端设在所述漏斗装置的底部,其下
端穿过所述全电控自动对中裁剪装置和成型模具并设在所述金属带焊接成型系统位置,所述定芯模具为中间设有小孔的模具,所述灌粉导杆为中空结构的圆柱体,所述全电控自动对中裁剪装置由定位装置和切刀装置构成,所述成型模具为设有喇叭口的模具,所述金属带焊接成型系统包括氩弧焊机,所述垂直轧辊装置由垂直方向排列分布的4
‑
8组压辊轮构成;设在机架后端的是转向装置、第二校直装置、第一加热装置、第一冷却装置、水平轧辊装置、第二加热装置、第二冷却装置、涡流测试仪、激光测径仪、牵引装置和圈式收线装置,所述水平轧辊装置由水平方向排列分布的6
‑
16组压辊轮构成;还包括电控系统,所述电控系统包括plc。
9.与现有技术相比,本发明的有益效果为:
10.本发明金属护套垂直自动辊压连续缩径轧机,可以实现金属带连续纵包焊接,矿物绝缘氧化镁粉材料连续灌装,电缆生产可以连续不间断,克服了原有的场地限制,长度限制,工艺限制,技术限制等,能生产长距离大截面bttz防火电缆。本发明将垂直轧辊装置设置为4
‑
8组压辊轮,能够有效的降低设备在垂直方向的安装高度,能实现简易化操作和维修。
附图说明
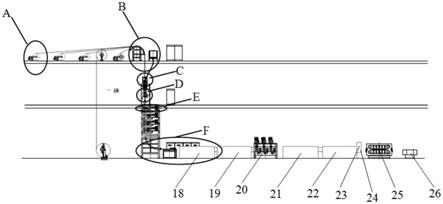
11.图1为本发明主视结构示意图;
12.图2为本发明a处局部放大结构示意图;
13.图3为本发明b处局部放大结构示意图;
14.图4为本发明c处局部放大结构示意图;
15.图5为本发明d处局部放大结构示意图;
16.图6为本发明e处局部放大结构示意图;
17.图7为本发明f处局部放大结构示意图;
18.图8为本发明a向结构示意图。
具体实施方式
19.参见附图1
‑
8所示,金属护套垂直自动辊压连续缩径轧机,包括机架,包括:设在所述机架前端(详见附图1
‑
4)是金属杆放料装置、金属带放料装置和灌粉装置,所述金属杆放料装置由金属杆放料架1和导线轮2构成,所述金属带放料装置由金属带放料架3、储带架4和切带装置5构成,所述灌粉装置由粉仓6和输粉管7连接构成。
20.设在机架前端装置的工作原理:所述金属杆放料装置用于放置电缆金属芯,实现对电缆金属芯的供料;当电缆拥有多组金属芯时,可以使用多个金属杆放料装置进行供料;金属带放料装置包括金属带放料架3、储带架4和切带装置5,其作用是用于放置生产长距离大截面bttz防火电缆原材料金属带,当然如果防火电缆需要铝带或其他金属材质,都是一样使用,储带架4的设置就是为了储存一定的金属带用于不停机换料,切带装置5就是电机带动切刀将金属带切成符合生产规格宽度的金属带;灌粉装置的粉仓6内用于储存矿物绝缘氧化镁粉,由于输粉管7连接于所述粉仓6,在重力作用下矿物绝缘氧化镁粉会通过输粉管7输送,为确保粉仓6内的矿物绝缘氧化镁粉能顺利输送,本发明也不排除在粉仓6内增加搅拌叶轮或震动装置。设在所述机架中端的是(详见附图5
‑
6)第一校直装置、定芯模具8、漏
斗装置9、灌粉导杆10、全电控自动对中裁剪装置11、成型模具12、金属带焊接成型系统13和垂直轧辊装置14,所述第一校直装置4由多组相互压合的第一校直轮构成,所述灌粉导杆10的上端设在所述漏斗装置9的底部,其下端穿过所述全电控自动对中裁剪装置13和成型模具12并设在所述金属带焊接成型系统位置13,所述定芯模具8为中间设有小孔的模具,所述灌粉导杆10为中空结构的圆柱体,所述全电控自动对中裁剪装置11由定位装置和切刀装置构成,所述成型模具12为设有喇叭口的模具,所述金属带焊接成型系统13包括氩弧焊机,
21.所述垂直轧辊装置14由垂直方向排列分布的4
‑
8组压辊轮15构成,采用4
‑
8组压辊轮15在保证质量的情况下还能有效降低设备的安装高度,更有利于操作人员对设备的操作及维护。
22.设在所述机架中端装置的工作原理:
23.首先电缆金属芯继续通过所述第一校直装置进行校直,然后通过定芯模具8对位置的纠正,再通过漏斗装置9和灌粉导杆10内并延伸到底。
24.金属带首先通过全电控自动对中裁剪装置11进行裁切,然后通过成型模具12进行斡圆成型,由于灌粉导杆10的下端一致延伸到金属带焊接成型系统13位置,所以斡圆成型的金属带会包裹住灌粉导杆10,斡圆成型的金属带继续下移,并通过金属带焊接成型系统13位置进行封口焊接,斡圆成型的金属带封口位置也就是灌粉导杆10底端位置,此时,灌粉导杆10内的电缆金属芯及灌装在灌粉导杆10内的矿物绝缘氧化镁粉会脱离灌粉导杆10并进入金属带形成的圆管内,此时就完成了了bttz防火电缆的生产。为保证外径尺寸精度及内部灌装粉体均匀性,bttz防火电缆经过由多方向排列分布的4
‑
8组压辊轮15构成组垂直轧辊装置14进行对外径的轧辊。
25.设在机架后端的是(详见附图7
‑
8和附图1)转向装置16、第二校直装置17、第一加热装置18、第一冷却装置19、水平轧辊装置20、第二加热装置21、第二冷却装置22、涡流测试仪23、激光测径仪24、牵引装置25和圈式收线装置26;所述水平轧辊装置由水平方向排列分布的6
‑
16组压辊轮15构成,在水平方向的水平轧辊装置采用的压辊轮要多于在垂直轧辊装置采用的压辊轮,由于水平方向设备容易安装,通过这样设计能有效降低设备整体安装高度,给操作带来方便,还包括电控系统27,所述电控系统包括plc。
26.设在所述机架后端装置的工作原理:
27.成型的bttz防火电缆继续前进,通过设在后端的转向装置16和第二校直装置17将金属外壳转向和校直,所述转向装置16是由一个内部设有导轮的弧形管构成,金属外壳通过此装置,就会从垂直方向转为水平方向,通过转向装置16转向的金属外壳,再通过第二校直装置17进行校直整形,由于在校直整形中,金属外壳产生应力,为消除应力,本发明采用了第一加热装置18、第一冷却装置19,所述第一加热装置18包括加热管,通过加热管加热软化金属管和烧结灌装在金属管内的矿物绝缘氧化镁粉,第一冷却装置19为卧式冷却水槽对bttz防火电缆进行冷却,冷却后的bttz防火电缆再次通过水平压辊装置20、第二加热装置21和第二冷却装置22,保保障电缆在水平方向的精度要求,所述第二加热装置21与所述第一加热装置18一样都是由电加热管构成,所述第二冷却装置22与所述第一冷却装置19一样都是由卧式冷却水槽构成,涡流测试仪23和激光测径仪24都是常规的检测仪器,通过涡流测试仪23可以判断金属带焊接质量,通过激光测径仪24能够测量经过轧辊的金属管外径是否在规定的范围内,所述涡流测试仪23和激光测径仪24都是和电控系统的plc通讯连接的,
在此处如有焊接或外径不达标,plc会发出报警,所述牵引装置25为履带式牵引机,其结构就是通过呈上下分布的电机分别驱动与之相连的皮带夹持牵引使bttz防火电缆移动,生产的bttz防火电缆最终会缠绕到本发明圈式收线装置26上,所述圈式收线装置26由交流变频电机驱动收线盘转动构成。
28.以上所述,仅是对本发明的较佳实施例而已,并非是对本发明做其他形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是,凡是未脱离本发明方案内容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化与改型,仍属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1