电子芯片封装结构的制作方法
1.本实用新型涉及芯片封装技术领域,具体涉及一种电子芯片封装结构。
背景技术:
2.目前电子芯片一般采用模塑封装工艺来作封装。模塑封装可以确保成品后电子器件的机械强度、气密性和电连接性能。一颗或者多颗电子芯片通过模塑封装形成电子器件。
3.模塑封装工艺的不断发展,产生了众多技术工艺的分支。其中包括bga封装工艺和lga封装工艺。这2种封装工艺都是将芯片的引脚通过基板电路引到模塑封装后形成电子器件的底部接触点上。bga封装工艺的目的是为了焊接这些接触点,所以在接触点上增加了锡球;而lga封装工艺的目的是为了将这些接触点与接插件的触点接触导通。为了获得优良的机械强度和电连接性能,越来越多的电子产品也采用了类似bga和lga的封装工艺来制造。只是在外观尺寸和接触点的位置布局上跟传统的bga和lga有些差别,工艺本质几乎完全一致。
4.这类模塑封装工艺的具体工艺步骤如下:
5.1.选用一种具有高的玻璃转化温度(一般要求约为175~230℃)、高的尺寸稳定性和低的吸潮性,具有较好的电气性能和高可靠性的基板材料。在此基板上形成导电线路。
6.2.将一颗或者多颗芯片绑定或者倒装封或者smt工艺贴片到前述基板上。多个基板共用一个大尺寸基板拼板,以提高生产效率。如图1所示。
7.3.将此基板拼板放入注塑磨具内,注入塑封料。一般选用环氧树脂混合物作塑封料。如图2所示。
8.4.等附着在基板拼板上的塑封料固化了后,按照设计尺寸规格来切割形成最终的电子器件或电子产品。
9.为了满足上述工艺的要求,造成生产成本比较昂贵。原因如下:
10.1.为了使得各部件都能达到适合的性能指标,选用的材料就比较昂贵。为了得到较高的玻璃转化温度、高的尺寸稳定性和低的吸潮性的基板,就得选用bt树脂料或者陶瓷来生产基板。使得基板成本非常昂贵。
11.2.而注入塑封料的工艺要求使得基板整面都要作为注入塑封料的底层面。加大了基板的消耗。以tf卡和物联网卡为例,它们的最小必要基板面积分别只是接触点区域的面积。但是因为模塑封装工艺,整个底面都用了基板。
12.3.电子芯片模塑封装工艺的注塑封装耗时很长。如果电子产品或者器件的面积较大,会导致基板拼板形成的效率基本被抵消。
13.4.对于非矩形外观成品的切割,目前需要将激光切割与水刀切割等工序都用上才能完成,效率非常低。
14.上述原因中,尤其是基板的成本占了整个生产成本的一大半。
技术实现要素:
15.本实用新型的目的就是针对现有技术的缺陷,提供一种电子芯片封装结构,有效降低整个工序的生产成本。
16.本实用新型采用的技术方案是:一种电子芯片封装结构,其特征在于包括成品载体、基板和芯片;成品载体上设置有槽,芯片固定于基板上;基板带有芯片的一面面向于槽内;芯片设置于槽内;基板和成品载体通过粘胶实现固定连接和封装;基板的正面与背面均设置有线路且两面线路电连接,其中基板的正面设置有金属触点,芯片固定于基板的背面;所述芯片的引脚与金属触点对应电连接。
17.上述技术方案中,成品载体包括用二片结构尺寸大小相同的片状的材料,第一片材料上开设有至少一通孔,其中,所述通孔的形状和尺寸与芯片相配合;两片材料之间涂覆粘胶,两片材料由上至下同轴叠加放置,其中通孔和第二片材料的表面配合形成槽;所述槽的形状和尺寸大于芯片的尺寸和形状相配合;槽的深度大于对应芯片的厚度;两片材料通过加温度和压力压合成整体以形成成品载体。
18.上述技术方案中,所述第一片绝缘高温材料上开设有多个通孔,所述通孔并排并列分布;相邻通孔中心之间的间距大于基板尺寸。
19.上述技术方案中,所述成品载体由一片片状的材料构成;所述片状的材料采用钻孔、铣槽切削或者蚀刻的方式设置有至少一个槽,所述槽的形状和尺寸大于芯片的尺寸和形状相配合;槽的深度大于对应芯片的厚度。
20.上述技术方案中,所述片状的材料开设有多个槽,所述槽并排并列分布;相邻通孔中心之间的间距大于基板尺寸。
21.上述技术方案中,所述多个基板并排并列分布,相邻的两个基板的边缘固定电连接,多个基板设置于同一平面内相互配合形成基板拼版;基板拼版与成品载体相互配合形成产品拼版,所述产品拼版通过激光、镂、铣或冲压的分割方式形成一个单独的最终产品;所述最终产品仅包括一个基板、至少一个芯片、至少一个槽和一个成品载体。
22.上述技术方案中,所述芯片包括一颗或多颗粒,通过倒装封或者smt工艺贴片到基板上。
23.所述芯片如果是通过异向导电胶倒装到基板上,芯片管脚设置有金属凸球;所述芯片如果是通过smt工艺贴片到基板上,则芯片通过csp或者wlcsp工艺设置有锡球。
24.上述技术方案中,所述粘胶可采用热固化胶、热熔胶、ab胶或厌氧胶;采用在高温下不失去粘性的粘胶将带有芯片的基板粘接到所述成品载体的槽里。
25.所述粘胶涂覆在基板上带有芯片的一面以及基板四周边缘,有效保证基板和载体的安装稳定性。
26.上述技术方案中,所述成品载体选用金属、玻璃、陶瓷、环氧树脂玻纤板、高tg料、fr1、fr2、fr3、fr4、cem1、cem2等;所述金属材料选用熔点高于300℃,热膨胀系数较低的金属;采用切削或者蚀刻方法得到所需尺寸规格的成品载体和槽;金属材料对其做导电绝缘处理;所述陶瓷材料可通过注塑烧结工艺实现所需尺寸规格的成品载体和槽;所述环氧树脂玻纤板、高tg料、fr1、fr2、fr3、fr4、cem1、cem2等可通过钻孔、铣槽切削、冲压或者蚀刻实现所需尺寸规格的成品载体和槽。
27.上述技术方案中,所述基板采用环氧树脂玻纤板、高tg料、fr1、fr2、fr3、fr4、
cem1、cem2等。以上材料是常用电路板材料,其中玻纤板最为普遍,成本最低;高tg料在温度变化时尺寸稳定性要好于玻纤板。无论基板通过倒装封或者smt工艺结合芯片,环氧树脂玻纤板、高tg料都能够承受工艺所需的温度,各材料成分的热膨胀系数也是基本相同的。基板也可使用传统工艺的bt料或者特种陶瓷,只是这样的话成本降低的不明显。
28.本发明采用的材料都是耐高温、温度变化下尺寸稳定性好的材料;采用了密闭措施防止湿气直接接触到芯片晶粒,有效起到防水作用,并且不会导致产品的尺寸被迫扩大。本发明基板材料的选型不需非常苛刻,一般可过回流焊的基板材料均可满足。基板可选用电路板行业常规的环氧树脂玻纤板或者高tg料即可满足需要。本发明产生载体的工序、载体与基板的粘接工序可以实现大规模化批量生产,生产方法非常简单。所以本发明可以有效降低封装的成本。成品载体若采用环氧树脂玻纤板或者高tg料生产的产品机械强度好,又有一定的韧性,而且和基板1的材料成分接近,两者之间的粘合力强,两者的热膨胀系数基本一致,高低温变化后不宜变形,成本低。成品载体若部分或全部采用合金铝片或者钢片,成本会有提升,但具备更佳的产品机械强度和韧性,而且不用担心与基板之间的热膨胀系数差异过大。
附图说明
29.图1是现有技术结构示意图
30.图2是现有技术封装示意图
31.图3是本发明结构示意图
32.图4是本发明成品载体示意图
33.图5是本发明芯片和基板连接示意图
34.图6是本发明基板封装示意图
35.图7/8是本发明的过程示意图
36.其中,1-基板,2-芯片,3-注塑模具,4-成品载体,5-槽,6-基板金属触点,7-基板线路,8-热固化胶膜,9-通孔,10-最终产品,11-拼版,91-第一片材料,92-第二片材料。
具体实施方式
37.下面结合附图和具体实施例对本实用新型作进一步的详细说明,便于清楚地了解本实用新型,但它们不对本实用新型构成限定。
38.如图1所示,本实用新型提供了一种封装物联网卡的具体实施例。但不限于物联网卡(mp2卡),同样的产品也可用于生产tf卡等其他原本使用模塑封装工艺的产品。
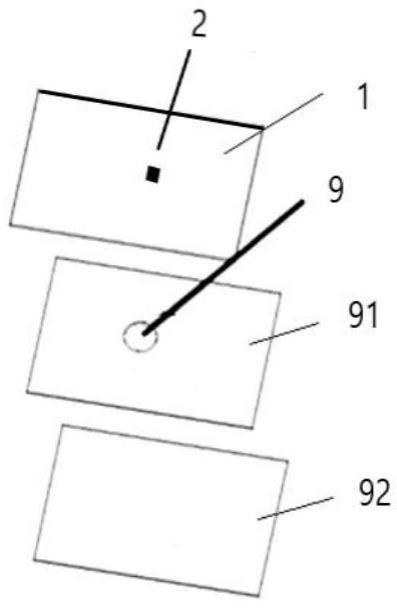
39.本实施例1选用0.2mm厚的片状材料91,在其上面冲好槽5的一个通孔9(圆形)和定位孔、排气孔。
40.选用0.35mm厚的片状材料92,用钻床或模具在上面开设好定位孔、排气孔。
41.选用0.025mm厚的热固化胶/膜,用钻床或模具在上面开设好与材料91相同位置的通孔9(圆形)和定位孔、排气孔。
42.根据定位孔将开好孔的热固化胶/膜粘贴在材料92的正面。
43.将第一片材料91置于最上面,第二片材料92的正面与材料91接触,将上述二片材料按设定为位置对齐、叠加在一起并稍加温度和压力,使这二片材料初步成为一片整体(热
固化胶/膜未完全固化)。材料91、材料92二者合为半成品载体4;材料91的通孔与第二片材料92的上表面配合形成槽5;所述槽5的尺寸与深度稍大于芯片2的尺寸与厚度。而材料91、材料92以及基板1没有明确尺寸的差距限定,取决于各部件之间热膨胀系数差别,以及生产形成的公差。所述槽5用于提供芯片2在成品载体4上的安装空间,芯片2的安装位置位于槽5内。
44.基板1上面带有印制电路。基板1的一个平面上带有至少5个金属触点6,用于与应用设备的卡座触点连接;将物联网卡所需芯片2颗粒倒装封或者smt工艺贴片到基板1的另一个平面上,这一面同时带有至少5个基板线路7,用于跟物联网卡芯片2连接。基板1双面各个金属触点6分别与基板线路7的导电线路对应一一连通,最后连接到芯片2的引脚。基板1的材料没有特别要求,只要能够过回流焊就可以了。图5所示基板1的金属触点6连通到线路7,再连接到芯片2。
45.根据定位孔将热固化胶膜8粘贴到带有芯片2的基板1上。热固化胶膜8贴到基板1上带有芯片2的那一面,基板1的四周边缘都贴上热固化胶膜8。如图6所示。
46.将基板1带有芯片2的这一面面向于成品载体4上槽5所在面,基板1上的芯片2刚好落入载体槽内。基板1叠加对好成品载体4后,用层压机进行加热、加压一段时间(180℃,预热排气10s,然后30kg/cm3,持续300s),层压完成后将二者的结合体放到加热炉中持续180℃加热超过60min。
47.上述分别粘贴到材料92正面和基板芯片面的热固化胶膜也可以粘贴在材料91的正面和反面。
48.批量生产中,一般是多个基板的拼版与成品载体的拼版压合在一起,形成最终的一个大拼版11。成品载体的拼版则是由材料91、材料92的拼版压合而成。使用激光、镂、铣或冲压等方式最终将多个产品拼在一起的拼版11分割成一个个的最终产品10。
49.发明效果:
50.1.采用上述方法制造的物联网卡,扩大了基板1材料的选择范围,工序可规模化生产,极大的降低了生产成本。
51.2.采用2层材料层压工艺制作的成品载体(如图7所示)的工艺和pcb板厂的生产多层电路板的工艺类似,所以一般的pcb板厂无需增加特定设备就能实现大批量生产;采用拼版模式,而且基板1贴到载体4上正式层压,可以很大提高生产效率。
52.本实施例2选用一种厚度为0.6mm左右的环氧树脂玻纤板作为成品载体4。
53.制作时首先对环氧树脂玻纤板作铣槽加工。在环氧树脂玻纤板的其中一个平面上铣槽5,并在平面四周作切割。得到如图4所示的物联网卡载体半成品,所述槽5的尺寸与深度稍大于芯片2的尺寸与厚度。槽5的深度要低于超过成品载体4的厚度0.6mm。成品载体4与基板1没有明确尺寸的差距限定,取决于各部件之间热膨胀系数差别,以及生产形成的公差。所述槽5用于提供芯片2在成品载体4上的安装空间,芯片2设置于槽5内。
54.基板1上面带有印制电路。基板1的一个平面上带有至少5个金属触点6,用于与应用设备的卡座触点连接;将物联网卡所需芯片2颗粒倒装封或者smt工艺贴片到基板1的另一个平面上,这一面同时带有至少5个基板线路7,用于跟物联网卡芯片2连接。基板1双面各个金属触点6分别与基板线路7的导电线路对应一一连通,最后连接到芯片2的引脚。基板1的材料没有特别要求,只要能够过回流焊就可以了。图5所示基板1的金属触点6连通到线路
7,再连接到芯片2。
55.将热固化胶膜8贴到带有芯片2的基板1上。热固化胶膜8贴到基板1上带有芯片2的那一面,基板1的四周边缘都贴上热固化胶膜8。如图6所示。
56.将基板1带有芯片2的这一面面向于成品载体4上槽5所在面,基板1上的芯片2刚好落入载体槽内。基板1叠加对好成品载体4后用层压机进行加热、加压一段时间(180℃,预热排气10s,然后30kg/cm3,持续300s),层压完成后将二者的结合体放到加热炉中持续180℃加热超过60min。
57.批量生产中,一般是多个基板的拼版与成品载体的拼版压合在一起,形成最终的一个大拼版11。使用激光、镂、铣或冲压等方式最终将多个产品拼在一起的拼版11分割成一个个的最终产品10。
58.发明效果:
59.1.采用上述方法制造的物联网卡,扩大了基板1材料的选择范围,工序可规模化生产,极大的降低了生产成本。
60.2.采用一层环氧树脂玻纤板或高tg料通过铣槽工艺制作的成品载体(图4)的工艺和pcb板厂的生产多层电路板的工艺类似,只是增加一个铣槽工序,但简化了原料的种类和成本。采用拼版模式,而且基板1贴到载体4上正式层压,可以很大提高生产效率。
61.本实施例3选用一种厚度为0.6mm左右,热膨胀系数较低、硬度较高的铝合金板材
‑‑‑
航空铝片作为成品载体4。
62.制作时首先对航空铝片作cnc加工。在航空铝片的其中一个平面上铣槽5,并在平面四周作切割。得到如图所示的物联网卡载体半成品,所述槽5的尺寸与深度稍大于芯片2的尺寸与厚度。槽5的深度要低于超过成品载体4的厚度0.6mm。成品载体4与基板1没有明确尺寸的差距限定,取决于各部件之间热膨胀系数差别,以及生产形成的公差。所述槽5用于提供芯片2在成品载体4上的安装空间,芯片2设置于槽5内。
63.然后物联网卡载体半成品外表面作阳极氧化处理,得到载体成品。经过阳极氧化处理后,载体表面就绝缘不再能导电了。而且经过阳极氧化处理后,载体表面的颜色可根据需要变成金色、银色、黑色等任意颜色。
64.基板1上面带有印制电路。基板1的一个平面上带有至少5个金属触点6,用于与应用设备的卡座触点连接;将物联网卡所需芯片2颗粒倒装封或者smt工艺贴片到基板1的另一个平面上,这一面同时带有至少5个基板线路7,用于跟物联网卡芯片2连接。基板1双面各个金属触点6分别与基板线路7的导电线路对应一一连通,最后连接到芯片2的引脚。基板1的材料没有特别要求,只要能够过回流焊就可以了。图5所示基板1的金属触点6连通到线路7,再连接到芯片2。
65.将热固化胶膜8贴到带有芯片2的基板1上。热固化胶膜8贴到基板1上带有芯片2的那一面,基板1的四周边缘都贴上热固化胶膜8。如图6所示。
66.将基板1带有芯片2的这一面面向于成品载体4上槽5所在面,基板1上的芯片2刚好落入载体槽内。基板1叠加对好成品载体4后用层压机进行加热、加压一段时间(180℃,预热排气10s,然后30kg/cm3,持续300s),层压完成后将二者的结合体放到加热炉中持续180℃加热超过60min。
67.批量生产中,一般是多个基板的拼版与成品载体的拼版压合在一起,形成最终的
一个大拼版11。使用激光、镂、铣或冲压等方式最终将多个产品拼在一起的拼版11分割成一个个的最终产品10。
68.发明效果:
69.1.采用上述方法制造的物联网卡,扩大了基板1材料的选择范围,工序可规模化生产,极大的降低了生产成本。
70.2.因为采用了铝合金作为载体,增强了产品机械强度,特别体现在产品的韧度增强了,也增加了散热能力。
71.3.金属的阳极氧化处理色彩可以丰富多彩,这样产品的颜色不再局限于模塑封装的黑色了。
72.本说明书未作详细描述的内容属于本领域专业技术人员公知的现有技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1