一种圆柱锂离子电池盖板组件的制作方法
1.本实用新型属于动力电池领域,尤其是涉及一种圆柱锂离子电池盖板组件。
背景技术:
2.伴随新能源汽车技术的发展与进步,对锂离子电池的能量密度、循环寿命、安全性、可靠性提出了更高的要求。而圆柱电池在工艺成熟度、抑制负极膨胀方面的优势越来越明显,所以圆柱电池的尺寸需求也更加多样化和巨大化。圆柱形电池的正负极盖板组件则是圆柱电池的重要组成部分,在电池的密封性、安全性、正负极输出等方面起到了重要作用。现阶段的圆柱形电池正负极盖板组件通常用纯金属材料作为支撑,尤以铝合金居多,并辅以相应的塑料件进行绝缘保护,使正负极极耳能够正常输出。
3.如专利cn 209389070 u所述,目前常用的圆柱形锂离子电池正负极盖板通常为纯金属材料,在盖板的两侧安装相应的绝缘材料对盖板和正负极极耳绝缘,并在固定铆钉处安装密封垫圈,保证整个电池壳体的密封性。现有的正负极盖板组件结构复杂、零件种类繁多、装配难度大。极耳与盖板之间仅有一个尺寸较小的绝缘片,绝缘防护区域较小,组成电池系统后,整体的绝缘耐压等级较低,短路风险相对较高。
4.现有正负极极耳尺寸较小,过流能力较低,对于大容量的锂离子电池,现有结构无法满足过流的性能,温升较高,超过安全使用范围,高温导致整车限功率甚至引发热失控等严重问题,对财产及人身安全造成危害。
5.现有结构的防爆阀都设置在了金属盖板上,通过冲压工艺,使盖板局部强度变弱,一旦电池发生热失控,需要靠电池内部产生气体,气压达到一定程度时才能冲破盖板上的爆破区域。并且金属盖板上的防爆区域较小,泄压口单一,且处于盖板边缘,排气路径唯一,容易堵塞。随着热失控反应程度的加剧,泄压口较小,导致喷射出来的气体压力、温度都相对较高,对相邻的电池影响同样较大,极易引发热扩散,造成更大的损失。
技术实现要素:
6.有鉴于此,本实用新型旨在提出一种圆柱锂离子电池盖板组件,通过优化零件结构,减少组装零件数量;优化材质结构,提高绝缘耐压等级和热失控时防爆阀开启的安全性。
7.为达到上述目的,本实用新型的技术方案是这样实现的:
8.一种圆柱锂离子电池盖板组件,包括极耳本体、盖板、堵头、连接片本体和铆钉,
9.盖板上表面设有极耳安装台,盖板与极耳安装台形成一体结构,极耳安装台设有若干极耳贯穿孔,极耳本体设置在极耳安装台上部,极耳本体上设有若干极耳通孔,
10.盖板上表面一侧设有防爆区,防爆区内设有注液孔,堵头与注液孔间隙配合,盖板底部设有连接片本体,连接片本体一端设有若干连接片通孔,若干极耳贯穿孔、若干极耳通孔、若干连接片通孔和铆钉的数量相等,且一一对应,每个铆钉从下至上依次穿过每个连接片通孔、每个极耳贯穿孔和每个极耳通孔,实现极耳本体、盖板和连接片本体之间的固定连
接。
11.进一步的,盖板包括一号金属圈和一号塑料件,一号金属圈和一号塑料件注塑成型,一号金属圈外圈设有与电池的圆柱壳体相配合的一号外台阶,且一号外台阶与圆柱壳体通过激光焊接,一号金属圈内圈设有一号内台阶,一号塑料件顶部边缘处设有一号环形凹槽,一号台阶与一号环形凹槽相互配合,一号金属圈的材质为铝合金,一号塑料件的材质为改性塑料,改性塑料为聚苯醚、聚丙乙烯、玻纤共混改性。
12.进一步的,极耳安装台包括矩形防护凸壁,矩形防护凸壁与盖板形成极耳安装台,极耳本体与矩形防护凸壁相契合,且极耳本体安装至矩形防护凸壁内,矩形防护凸壁的顶部所在水平线高于一号金属圈的顶部所在水平线,且矩形防护凸壁的顶部所在水平线低于极耳本体的顶部所在水平线;防爆区设置在矩形防护凸壁一侧,防爆区呈圆形凹槽状,注液孔设置在防爆区底部中心处。
13.进一步的,盖板包括二号金属圈和二号塑料件,二号金属圈和二号塑料件注塑成型,二号金属圈外圈设有与电池的圆柱壳体相配合的二号外台阶,且二号外台阶与圆柱壳体通过激光焊接,二号金属圈内圈设有二号内台阶,二号塑料件顶部边缘处设有二号环形凹槽,二号台阶与二号环形凹槽相互配合,二号金属圈的材质为铝合金,二号塑料件的材质为改性塑料,改性塑料为聚苯醚、聚丙乙烯、玻纤共混改性。
14.进一步的,极耳安装台包括一号矩形凸台,一号矩形凸台与盖板形成极耳安装台,一号矩形凸台顶部所在的水平线高于二号金属圈顶部所在的水平线;防爆区呈环形凹槽状,注液孔设置在防爆区底部,且注液孔设置在矩形凸台一侧。
15.进一步的,盖板包括三号金属圈和三号塑料件,三号金属圈和三号塑料件注塑成型,三号金属圈外圈设有与电池的圆柱壳体相配合的三号外台阶,且三号外台阶与圆柱壳体通过激光焊接,三号金属圈内圈设有三号内台阶,三号塑料件顶部边缘处设有三号环形凹槽,三号台阶与三号环形凹槽相互配合,三号金属圈的材质为铝合金,三号塑料件的材质为改性塑料,改性塑料为聚苯醚、聚丙乙烯、玻纤共混改性。
16.进一步的,极耳安装台包括二号矩形凸台,二号矩形凸台与盖板形成极耳安装台,二号矩形凸台顶部所在的水平线高于二号金属圈顶部所在的水平线;防爆区呈圆形凹槽状,注液孔设置在防爆区底部中心,且注液孔设置在矩形凸台一侧。
17.进一步的,堵头的材质液位改性塑料,且堵头通过速干环氧胶与注液孔配合。
18.进一步的,每个铆钉与盖板之间均设有一个密封圈。
19.相对于现有技术,本实用新型所述的一种圆柱锂离子电池盖板组件具有以下优势:
20.(1)本实用新型所述的一种圆柱锂离子电池盖板组件,盖板上装配零部件的种类和数量更少,组装更简化,减轻盖板重量,降低生产成本。
21.(2)本实用新型所述的一种圆柱锂离子电池盖板组件,使电池整体的绝缘耐压等级更高。
22.(3)本实用新型所述的一种圆柱锂离子电池盖板组件,电池热失控后,防爆阀可以更早打开,防爆阀均匀分布在盖板上,泄压口面积更大,喷射出的气体压力更低,电池系统整体安全性得到提升。
附图说明
23.构成本实用新型的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
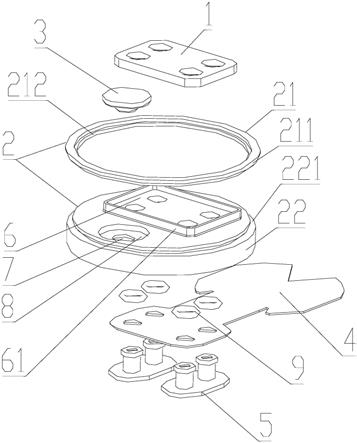
24.图1为本实用新型实施例所述的一种圆柱锂离子电池盖板组件第一实施例示意图;
25.图2为本实用新型实施例所述的一种圆柱锂离子电池盖板组件第二实施例示意图;
26.图3为本实用新型实施例所述的一种圆柱锂离子电池盖板组件第三实施例示意图。
27.附图标记说明:
28.1、极耳本体;2、盖板;21、一号金属圈;211、一号外台阶;212、一号内台阶;22、一号塑料件;221、一号环形凹槽;23、二号金属圈;231、二号外台阶;232、二号内台阶;24、二号塑料件;241、二号环形凹槽;25、三号金属圈;251、三号外台阶;252、三号内台阶;26、三号塑料件;261、三号环形凹槽;3、堵头;4、连接片本体;5、铆钉;6、极耳安装台;61、矩形防护凸壁;62、一号矩形凸台;63、二号矩形凸台;7、注液孔;8、防爆区;9、密封圈。
具体实施方式
29.需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征可以相互组合。
30.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。
31.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本实用新型中的具体含义。
32.下面将参考附图并结合实施例来详细说明本实用新型。
33.实施例一:
34.一种圆柱锂离子电池盖板2组件,如图1所示,包括极耳本体1、盖板2、堵头3、连接片本体4和铆钉5,极耳本体1的材质为铝,铝材质可以降低材料成本及组件重量,
35.盖板2上表面设有极耳安装台6,盖板2与极耳安装台6形成一体结构,极耳安装台6设有若干极耳贯穿孔,极耳本体1设置在极耳安装台6上部,极耳本体1上设有若干极耳通
孔,
36.盖板2上表面设有防爆区8,防爆区8内设有注液孔7,堵头3与注液孔7间隙配合,盖板2底部设有连接片本体4,连接片本体4一端设有若干连接片通孔,若干极耳贯穿孔、若干极耳通孔、若干连接片通孔和铆钉5的数量相等,且一一对应,每个铆钉5从下至上依次穿过每个连接片通孔、每个极耳贯穿孔和每个极耳通孔,实现极耳本体1、盖板2和连接片本体4之间的固定连接;
37.连接片本体4的正极材质为铝,负极材质为铜;正极连接片连接电池内部正极片,负极连接片连接电池内部负极极片;连接片本体4上设有4个连接片通孔;与正极连接片对应的铆钉5为正极铆钉5,与负极连接片对应的为负极铆钉5,铆钉5与连接片预先通过超风波焊接在一起,最后通过旋铆工艺与极耳本体1装配紧固;
38.盖板2包括一号金属圈21和一号塑料件22,一号金属圈21和一号塑料件22注塑成型,一号金属圈21外圈设有与电池的圆柱壳体相配合的一号外台阶211,且一号外台阶211与圆柱壳体通过激光焊接,一号金属圈21内圈设有一号内台阶212,一号塑料件22顶部边缘处设有一号环形凹槽221,一号内台阶212与一号环形凹槽221相互配合,一号金属圈21的材质为铝合金,一号塑料件22的材质为改性塑料,改性塑料为聚苯醚、聚丙乙烯、玻纤共混改性,改性塑料具有较低的收缩率,约0.2%
‑
0.7%,保证零部件结构形状;其抗拉强度大于80mpa,保证零件具有较好的耐冲击性能;同时本改性材料耐电解液等有机溶剂,长时间使用材质性能不衰退,保证了电池的长寿命;还具有优异的电气绝缘性能,其表面电阻率>1017ω
·
cm,保证了电气安全;本改性材料的热变形温度120℃
‑
140℃,同时满足ul90
‑
v0的阻燃等级,可以在热失控早期打开防爆阀,随着热失控加剧,产气量增加时,整个一号塑料件22融化,增加排气通道。
39.极耳安装台6包括矩形防护凸壁61,矩形防护凸壁61与盖板2形成极耳安装台6,极耳本体1与矩形防护凸壁61相契合,且极耳本体1安装至矩形防护凸壁61内,矩形防护凸壁61的顶部所在水平线高于一号金属圈21的顶部所在水平线,且矩形防护凸壁61的顶部所在水平线低于极耳本体1的顶部所在水平线,不影响极耳本体1上表面的焊接;防爆区8设置在矩形防护凸壁61一侧,防爆区8呈圆形凹槽状,注液孔7设置在防爆区8底部中心处。
40.堵头3的材质也为改性塑料,且堵头3通过速干环氧胶与注液孔7配合,保证密封性,每个铆钉5与盖板2之间均设有一个密封圈9,密封圈9的材质为氟橡胶,耐高温、耐油、耐化学药品的腐蚀。
41.实施例二:
42.一种圆柱锂离子电池盖板2组件,如图2所示,包括极耳本体1、盖板2、堵头3、连接片本体4和铆钉5,
43.盖板2上表面设有极耳安装台6,盖板2与极耳安装台6形成一体结构,极耳安装台6设有若干极耳贯穿孔,极耳本体1设置在极耳安装台6上部,极耳本体1上设有若干极耳通孔,
44.盖板2上表面设有防爆区8,防爆区8内设有注液孔7,堵头3与注液孔7间隙配合,盖板2底部设有连接片本体4,连接片本体4一端设有若干连接片通孔,若干极耳贯穿孔、若干极耳通孔、若干连接片通孔和铆钉5的数量相等,且一一对应,每个铆钉5从下至上依次穿过每个连接片通孔、每个极耳贯穿孔和每个极耳通孔,实现极耳本体1、盖板2和连接片本体4
之间的固定连接;
45.连接片本体4的正极材质为铝,负极材质为铜;正极连接片连接电池内部正极片,负极连接片连接电池内部负极极片;连接片本体4上设有2个连接片通孔;与正极连接片对应的铆钉5为正极铆钉5,与负极连接片对应的为负极铆钉5,铆钉5与连接片预先通过超风波焊接在一起,最后通过旋铆工艺与极耳本体1装配紧固;
46.盖板2包括二号金属圈23和二号塑料件24,二号金属圈23和二号塑料件24注塑成型,二号金属圈23外圈设有与电池的圆柱壳体相配合的二号外台阶231,且二号外台阶231与圆柱壳体通过激光焊接,二号金属圈23内圈设有二号内台阶232,二号塑料件24顶部边缘处设有二号环形凹槽241,二号内台阶232与二号环形凹槽241相互配合,二号金属圈23的材质为铝合金,二号塑料件24的材质为改性塑料,改性塑料为聚苯醚、聚丙乙烯、玻纤共混改性,改性塑料具有较低的收缩率,约0.2%
‑
0.7%,保证零部件结构形状;其抗拉强度大于80mpa,保证零件具有较好的耐冲击性能;同时本改性材料耐电解液等有机溶剂,长时间使用材质性能不衰退,保证了电池的长寿命;还具有优异的电气绝缘性能,其表面电阻率>1017ω
·
cm,保证了电气安全;本改性材料的热变形温度120℃
‑
140℃,同时满足ul90
‑
v0的阻燃等级,可以在热失控早期打开防爆阀,随着热失控加剧,产气量增加时,整个一号塑料件22融化,增加排气通道。
47.极耳安装台6包括一号矩形凸台62,一号矩形凸台62与盖板2形成极耳安装台6,一号矩形凸台62顶部所在的水平线高于二号金属圈23顶部所在的水平线;防爆区8呈环形凹槽状,注液孔7设置在防爆区8底部,且注液孔7设置在矩形凸台一侧。
48.堵头3的材质也为改性塑料,且堵头3通过速干环氧胶与注液孔7配合,保证密封性;每个铆钉5与盖板2之间均设有一个密封圈9,密封圈9的材质为氟橡胶,耐高温、耐油、耐化学药品的腐蚀。
49.实施例三:
50.一种圆柱锂离子电池盖板2组件,如图3所示,包括极耳本体1、盖板2、堵头3、连接片本体4和铆钉5,
51.盖板2上表面设有极耳安装台6,盖板2与极耳安装台6形成一体结构,极耳安装台6设有若干极耳贯穿孔,极耳本体1设置在极耳安装台6上部,极耳本体1上设有若干极耳通孔,
52.盖板2上表面设有防爆区8,防爆区8内设有注液孔7,堵头3与注液孔7间隙配合,盖板2底部设有连接片本体4,连接片本体4一端设有若干连接片通孔,若干极耳贯穿孔、若干极耳通孔、若干连接片通孔和铆钉5的数量相等,且一一对应,每个铆钉5从下至上依次穿过每个连接片通孔、每个极耳贯穿孔和每个极耳通孔,实现极耳本体1、盖板2和连接片本体4之间的固定连接;
53.连接片本体4的正极材质为铝,负极材质为铜;正极连接片连接电池内部正极片,负极连接片连接电池内部负极极片;连接片本体4上设有2个连接片通孔;与正极连接片对应的铆钉5为正极铆钉5,与负极连接片对应的为负极铆钉5,铆钉5与连接片预先通过超风波焊接在一起,最后通过旋铆工艺与极耳本体1装配紧固;
54.盖板2包括三号金属圈25和三号塑料件26,三号金属圈25和三号塑料件26注塑成型,三号金属圈25外圈设有与电池的圆柱壳体相配合的三号外台阶251,且三号外台阶251
与圆柱壳体通过激光焊接,三号金属圈25内圈设有三号内台阶252,三号塑料件26顶部边缘处设有三号环形凹槽261,三号内台阶252与三号环形凹槽261相互配合,三号金属圈25的材质为铝合金,三号塑料件26的材质为改性塑料,改性塑料为聚苯醚、聚丙乙烯、玻纤共混改性,改性塑料具有较低的收缩率,约0.2%
‑
0.7%,保证零部件结构形状;其抗拉强度大于80mpa,保证零件具有较好的耐冲击性能;同时本改性材料耐电解液等有机溶剂,长时间使用材质性能不衰退,保证了电池的长寿命;还具有优异的电气绝缘性能,其表面电阻率>1017ω
·
cm,保证了电气安全;本改性材料的热变形温度120℃
‑
140℃,同时满足ul90
‑
v0的阻燃等级,可以在热失控早期打开防爆阀,随着热失控加剧,产气量增加时,整个一号塑料件22融化,增加排气通道。
55.极耳安装台6包括二号矩形凸台63,二号矩形凸台63与盖板2形成极耳安装台6,二号矩形凸台63顶部所在的水平线高于二号金属圈23顶部所在的水平线;防爆区8呈圆形凹槽状,注液孔7设置在防爆区8底部中心,且注液孔7设置在矩形凸台一侧。
56.堵头3的材质也为改性塑料,且堵头3通过速干环氧胶与注液孔7配合,保证密封性。每个铆钉5与盖板2之间均设有一个密封圈9,密封圈9的材质为氟橡胶,耐高温、耐油、耐化学药品的腐蚀。
57.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1