电池单体、电池以及用电装置的制作方法
1.本技术涉及电池技术领域,并且更具体地,涉及一种电池单体、电池以及用电装置。
背景技术:
2.可再充电电池,可以称为二次电池,是指在电池放电后可通过充电的方式使活性物质激活而继续使用的电池。可再充电电池广泛用于电子设备,例如手机、笔记本电脑、电瓶车、电动汽车、电动飞机、电动轮船、电动玩具汽车、电动玩具轮船、电动玩具飞机和电动工具等等。
3.可再充电电池可以包括镉镍电池、氢镍电池、锂离子电池和二次碱性锌锰电池等。
4.目前,汽车使用较多的电池一般是锂离子电池,锂离子电池作为一种可再充电电池,具有体积小、能量密度高、功率密度高、循环使用次数多和存储时间长等优点。
5.可再充电电池包括电极组件和电解质溶液,电极组件包括正极极片、负极极片和位于正极极片和负极极片之间的隔离膜。正极极片也可以称为阴极极片,正极极片的两个表面均具有正极活性物质层,例如,正极活性物质层的正极活性物质可为锰酸锂、钴酸锂、磷酸铁锂或者镍钴锰酸锂;负极极片也可以称为阳极极片,负极极片的两个表面均具有负极活性物质层,例如,负极活性物质层的负极活性物质可以是石墨或硅。
6.析锂是锂电池一种常见的异常现象,会影响锂离子的充电效率以及能量密度,析锂严重时还可以形成锂结晶,而锂结晶可以刺穿隔离膜从而导致内短路热失控,严重危害电池的安全。
7.因此,如何降低或避免析锂,提高电池安全,成为业内的一个难题。
技术实现要素:
8.本技术提供了一种电池单体、电池以及用电装置,能够降低析锂风险,增强电池的安全性。
9.第一方面,本技术实施例提供了一种电池单体,包括:电极组件,包括至少一个第一极片和至少一个第二极片,第一极片的至少部分和第二极片层叠设置;壳体,具有开口和用于容纳电极组件的容纳腔,壳体包括第一侧板;盖板,用于封闭开口并垂直于第一侧板;电极端子,设置于盖板并电连接于电极组件;支撑构件,至少部分设置于第一侧板和电极组件之间,支撑构件用于支撑电极组件,以使第一极片面向第一侧板的端部与第一侧板在第一方向上的间距大于预定值,第一方向为垂直于第一侧板的方向。
10.在本技术实施例的电池单体中,支撑构件能够支撑电极组件,在电池单体震动时降低电极组件的晃动幅度,减小第一侧板对电极组件施加的作用力,降低极耳撕裂的风险。另外,通过设置支撑构件,使第一极片面向第一侧板的端部与第一侧板在第一方向上的间距大于预定值,进而减小传递到第一极片的端部的作用力,降低第一极片的活性物质脱落的风险,减少析锂。
11.在一些实施例中,壳体还包括垂直于第一侧板和盖板的第二侧板,第一侧板和第二侧板之间具有过渡板,过渡板的内表面为圆弧面。预定值定义为h,过渡板的内表面的半径定义为r,预定值h和半径r满足:h≥0.8r。此时,本技术能减小过渡板的可能挤压第一极片的区域的面积,降低过渡板对第一极片施加的作用力,减小活性物质脱落的风险。
12.在一些实施例中,预定值h和半径r满足:r≤h≤2r。
13.在一些实施例中,第二侧板的面积大于第一侧板的面积。在电极组件挤压第二侧板时,电极组件的受力面积较大,且受到的反作用力比较均匀,所以在受到来自第二侧板的作用力时,极片的活性物质不易掉落。
14.在一些实施例中,电池单体还包括设置于盖板的面向电极组件的一侧的第一绝缘构件,第一绝缘构件将盖板和电极组件隔开。支撑构件与第一绝缘构件沿第二方向间隔设置,第二方向为垂直于盖板的方向。这样能够避免第一绝缘构件干涉支撑构件。
15.在一些实施例中,第一侧板为两个且分别位于电极组件沿第一方向的两侧,电极组件和各第一侧板之间均设置有支撑构件。各支撑构件能够在电池单体震动时减小对应第一侧板对电极组件施加的作用力,降低活性物质脱落的风险。
16.在一些实施例中,电极组件包括面向第一侧板的第一表面,支撑构件位于第一表面和第一侧板之间。
17.在一些实施例中,第一表面沿第二方向的两个边缘分别超出支撑构件沿第二方向的两个边缘,第一表面沿第三方向的两个边缘分别超出支撑构件沿第三方向的两个边缘,第二方向为垂直于盖板的方向,第三方向垂直于第一方向和第二方向。
18.在一些实施例中,电池单体还包括用于将电极组件和壳体隔开的第二绝缘构件,第二绝缘构件包括第一绝缘部,第一绝缘部设置于第一侧板和第一表面之间。第一绝缘部既能将第一侧板和电极组件绝缘隔开,还能够与支撑构件配合以支撑电极组件。
19.在一些实施例中,支撑构件设置于第一绝缘部和第一表面之间。在将电极组件放入壳体的工艺中,第一绝缘部能够保护支撑构件并引导支撑构件入壳,避免支撑构件被壳体划伤。
20.在一些实施例中,电池单体还包括粘接构件,粘接构件用于将支撑构件连接于电极组件。粘接构件将支撑构件固定到电极组件,这样能够在电池单体震动时,减少或避免支撑构件和电极组件的相对移动,降低支撑构件在壳体内偏离设定位置的风险。
21.在一些实施例中,电极组件包括面向第一侧板的第一表面以及连接于第一表面的第二表面,第二表面垂直于第一侧板和盖板。粘接构件包括第一粘接部和第二粘接部,第一粘接部粘接于支撑构件的远离第一表面的表面,第二粘接部连接于第一粘接部并粘接于第二表面。粘接构件能够从外侧包覆第一表面和第二表面的连接处的至少部分,并将该连接处与过渡板间隔开,进而减小极片受到的作用力,降低活性物质脱落的风险。
22.在一些实施例中,粘接构件为非连续的多个,多个粘接构件沿第二方向间隔设置,第二方向为垂直于盖板的方向。多个粘接构件可以提高支撑构件和电极组件之间的连接强度。
23.第二方面,本技术实施例还提供了一种电池,其包括箱体和至少一个第一方面的电池单体,电池单体收容于箱体内。
24.在一些实施例中,在电池单体中,第一侧板位于电极组件沿竖直方向的下侧。
25.第三方面,本技术实施例还提供了一种用电装置,用电装置用于接收从第二方面的电池提供的电能。
附图说明
26.为了更清楚地说明本技术实施例的技术方案,下面将对本技术实施例中所需要使用的附图作简单地介绍,显而易见地,下面所描述的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据附图获得其他的附图。
27.图1为本技术一个实施例的车辆的结构示意图;
28.图2为本技术一个实施例的电池的结构示意图;
29.图3为本技术一个实施例的电池模块的结构示意图;
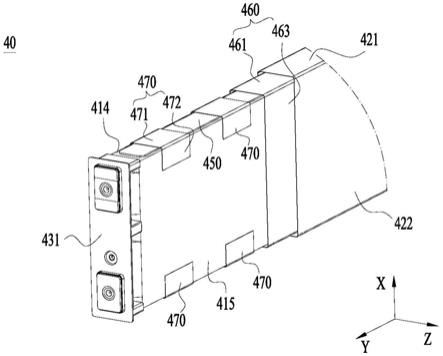
30.图4为本技术一个实施例的电池单体的结构示意图;
31.图5为图4所示的电池单体的侧视示意图;
32.图6为图5所示的电池单体沿线a
‑
a作出的剖视示意图;
33.图7为本技术一个实施例的电极组件的剖视示意图;
34.图8为本技术另一个实施例的电极组件的剖视示意图;
35.图9为本技术一个实施例的电极组件的局部结构示意图;
36.图10为本技术一个实施例的电池单体的结构示意图;
37.图11为图10所示的电池单体沿线b
‑
b作出的剖视示意图;
38.图12为图11所示的电池单体在圆框c处的放大图;
39.图13为图6所示的电池单体在圆框d处的放大示意图;
40.图14为图6所示的电池单体在圆框e处的放大示意图;
41.图15为本技术一个实施例的电池单体的分解示意图;
42.图16为本技术一个实施例的电池单体的第二绝缘构件的结构示意图;
43.图17为本技术一个实施例的电池单体的第二绝缘构件在展开状态下的示意图;
44.图18为本技术一个实施例的电池单体的制造方法的示意性流程图;
45.图19为本技术一个实施例的电池单体的制造系统的示意性框图。
46.在附图中,附图并未按照实际的比例绘制。
具体实施方式
47.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
48.除非另有定义,本技术所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同;本技术中在申请的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术;本技术的说明书和权利要求书及上述附图说明中的术语“包括”和“具有”以及它们的任何变形,意图在于覆盖不排他的包含。本技术的说明书和权利要求书或上述附图中的术语“第一”、“第二”等是用于区别不同对象,而不
是用于描述特定顺序或主次关系。
49.在本技术中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本技术所描述的实施例可以与其它实施例相结合。
50.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“附接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
51.本技术中术语“和/或”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。另外,本技术中字符“/”,一般表示前后关联对象是一种“或”的关系。
52.本技术中出现的“多个”指的是两个以上(包括两个),同理,“多组”指的是两组以上(包括两组),“多片”指的是两片以上(包括两片)。
53.本技术中术语“平行”不仅包括绝对平行的情况,也包括了工程上常规认知的大致平行的情况;同时,“垂直”也不仅包括绝对垂直的情况,还包括工程上常规认知的大致垂直的情况。
54.本技术中,电池单体可以包括锂离子二次电池、锂离子一次电池、锂硫电池、钠锂离子电池、钠离子电池或镁离子电池等,本技术实施例对此并不限定。电池单体可呈圆柱体、扁平体、长方体或其它形状等,本技术实施例对此也不限定。
55.本技术的实施例所提到的电池是指包括一个或多个电池单体以提供更高的电压和容量的单一的物理模块。例如,本技术中所提到的电池可以包括电池模块或电池包等。电池一般包括用于封装一个或多个电池单体的箱体。箱体可以避免液体或其他异物影响电池单体的充电或放电。
56.电池单体包括电极组件和电解液,电极组件由正极极片、负极极片和隔离膜组成。电池单体主要依靠金属离子在正极极片和负极极片之间移动来工作。正极极片包括正极集流体和正极活性物质层,正极活性物质层涂覆于正极集流体的表面,未涂敷正极活性物质层的集流体凸出于已涂覆正极活性物质层的集流体,未涂敷正极活性物质层的集流体作为正极极耳。以锂离子电池为例,正极集流体的材料可以为铝,正极活性物质可以为钴酸锂、磷酸铁锂、三元锂或锰酸锂等。负极极片包括负极集流体和负极活性物质层,负极活性物质层涂覆于负极集流体的表面,未涂敷负极活性物质层的集流体凸出于已涂覆负极活性物质层的集流体,未涂敷负极活性物质层的集流体作为负极极耳。负极集流体的材料可以为铜,负极活性物质可以为碳或硅等。为了保证通过大电流而不发生熔断,正极极耳的数量为多个且层叠在一起,负极极耳的数量为多个且层叠在一起。隔离膜具有大量贯通的微孔,能够保证电解质离子自由通过,对锂离子有很好的穿透性。隔离膜的材质可以为pp或pe等。此外,电极组件可以是卷绕式结构,也可以是叠片式结构,本技术实施例并不限于此。电池技术的发展要同时考虑多方面的设计因素,例如,能量密度、循环寿命、放电容量、充放电倍率等性能参数,另外,还需要考虑电池的安全性。
57.锂离子电池在充电时,锂离子从正极极片脱嵌并嵌入负极极片,但是可能会发生
一些异常情况,例如,负极嵌锂空间不足、锂离子嵌入负极阻力太大或锂离子过快的从正极脱嵌,脱嵌的锂离子无法等量的嵌入负极极片的负极活性物质层,无法嵌入负极极片的锂离子只能在负极表面得电子,从而形成银白色的金属锂单质,这就是析锂现象。析锂不仅使锂离子电池性能下降,循环寿命大幅缩短,还限制了锂离子电池的快充容量。除此之外,锂离子电池发生析锂时,析出来的锂金属非常活泼,在较低的温度下便可以与电解液发生反应,造成电池自产热起始温度(tonset)降低和自产热速率增大,严重危害电池的安全。再者,析锂严重时,脱嵌的锂离子可以在负极极片表面形成锂结晶,而锂结晶容易刺破隔离膜,造成相邻的正极极片和负极极片具有短路的风险。
58.发明人在研发过程中发现,电极组件受到震动或挤压时,会导致正极极片的活性物质或负极极片的活性物质脱落,称之为掉粉现象。由于活性物质的脱落,尤其是负极极片上活性物质的脱落,可能导致该负极极片的负极活性物质层的嵌锂位少于其相邻的正极极片的正极活性物质层能够提供的锂离子数量,因此,锂电池在充电时,容易发生析锂现象。
59.鉴于此,本技术的实施例提供了一种技术方案,在电池单体中设置支撑构件,以减少活性物质的脱落,降低析锂风险,提高电池的安全性。
60.本技术实施例描述的技术方案均适用于各种使用电池的装置,例如,手机、便携式设备、笔记本电脑、电瓶车、电动玩具、电动工具、电动车辆、船舶和航天器等,例如,航天器包括飞机、火箭、航天飞机和宇宙飞船等。
61.应理解,本技术实施例描述的技术方案不仅仅局限适用于上述所描述的设备,还可以适用于所有使用电池的设备,但为描述简洁,下述实施例均以电动车辆为例进行说明。
62.例如,如图1所示,为本技术一个实施例的一种车辆1的结构示意图,车辆1可以为燃油汽车、燃气汽车或新能源汽车,新能源汽车可以是纯电动汽车、混合动力汽车或增程式汽车等。车辆1的内部可以设置电池10、控制器20以及马达30,控制器20用来控制电池10为马达30的供电。例如,在车辆1的底部或车头或车尾可以设置电池10。电池10可以用于车辆1的供电,例如,电池10可以作为车辆1的操作电源,用于车辆1的电路系统,例如,用于车辆1的启动、导航和运行时的工作用电需求。在本技术的另一实施例中,电池10不仅仅可以作为车辆1的操作电源,还可以作为车辆1的驱动电源,替代或部分地替代燃油或天然气为车辆1提供驱动动力。
63.为了满足不同的使用电力需求,电池10可以包括多个电池单体,其中,多个电池单体之间可以串联或并联或混联,混联是指串联和并联的混合。电池10也可以称为电池包。可选地,多个电池单体可以先串联或并联或混联组成电池模块,多个电池模块再串联或并联或混联组成电池10。也就是说,多个电池单体可以直接组成电池10,也可以先组成电池模块,电池模块再组成电池10。
64.例如,如图2所示,为本技术一个实施例的一种电池10的结构示意图,电池10可以包括多个电池单体40。电池10还可以包括箱体(或称罩体),箱体内部为中空结构,多个电池单体40容纳于箱体内。如图2所示,箱体可以包括两部分,这里分别称为第一部分111和第二部分112,第一部分111和第二部分112扣合在一起。第一部分111和第二部分112的形状可以根据多个电池单体40组合的形状而定,第一部分111和第二部分112可以均具有一个开口。例如,第一部分111和第二部分112均可以为中空长方体且各自只有一个面为开口面,第一部分111的开口和第二部分112的开口相对设置,并且第一部分111和第二部分112相互扣合
形成具有封闭腔室的箱体。多个电池单体40相互并联或串联或混联组合后置于第一部分111和第二部分112扣合后形成的箱体内。
65.可选地,电池10还可以包括其他结构,在此不再一一赘述。例如,该电池10还可以包括汇流部件,汇流部件用于实现多个电池单体40之间的电连接,例如并联或串联或混联。具体地,汇流部件可通过连接电池单体40的电极端子实现电池单体40之间的电连接。进一步地,汇流部件可通过焊接固定于电池单体40的电极端子。多个电池单体40的电能可进一步通过导电机构穿过箱体而引出。可选地,导电机构也可属于汇流部件。
66.根据不同的电力需求,电池单体40的数量可以设置为任意数值。多个电池单体40可通过串联、并联或混联的方式连接以实现较大的容量或功率。由于每个电池10中包括的电池单体40的数量可能较多,为了便于安装,可以将电池单体40分组设置,每组电池单体40组成电池模块。电池模块中包括的电池单体40的数量不限,可以根据需求设置。例如,图3为电池模块的一个示例。电池10可以包括多个电池模块,这些电池模块可通过串联、并联或混联的方式进行连接。
67.图4为本技术一个实施例的一种电池单体40的结构示意图;图5为图4所示的电池单体40的侧视示意图;图6为图5所示的电池单体40沿线a
‑
a作出的剖视示意图。
68.如图4至图6所示,本技术实施例的电池单体40包括电极组件410、壳体420和端盖组件430,壳体420具有容纳腔和开口,电极组件410容纳于容纳腔中。在一些示例中,当壳体420为中空的长方体或正方体时,壳体420的其中一个平面为开口面,即该平面不具有壁体而使得壳体420内外相通。端盖组件430包括盖板431,盖板431覆盖开口并且与壳体420连接,进而封闭壳体420的开口,使电极组件410放置在封闭的腔体内。壳体420内填充有电解质,例如电解液。
69.该端盖组件430还可以包括两个电极端子432,两个电极端子432可以设置在盖板431上。盖板431通常是平板形状,两个电极端子432固定在盖板431的平板面上,两个电极端子432分别为正电极端子和负电极端子432。每个电极端子432各对应设置一个连接构件440,或者也可以称为集流构件,其位于盖板431与电极组件410之间,用于将电极组件410和电极端子432实现电连接。
70.每个电极组件410具有第一极耳410a和第二极耳410b。第一极耳410a和第二极耳410b的极性相反。例如,当第一极耳410a为正极极耳时,第二极耳410b为负极极耳。一个或多个电极组件410的第一极耳410a通过一个连接构件440与一个电极端子432连接,一个或多个电极组件410的第二极耳410b通过另一个连接构件440与另一个电极端子432连接。例如,正电极端子通过一个连接构件440与正极极耳连接,负电极端子通过另一个连接构件440与负极极耳连接。
71.在该电池单体40中,根据实际使用需求,电极组件410可设置为单个,或多个。例如,在图示的实施例中,电池单体40内设置有一个电极组件410。
72.在一些实施例中,该端盖组件430还可以包括第一绝缘构件433,第一绝缘构件433设置于盖板431的面向电极组件410的一侧,第一绝缘构件433能够将盖板431与连接构件440隔开、将盖板431与电极组件410隔开,以降低短路风险。第一绝缘构件433的材质可为塑胶,例如,第一绝缘构件433的材质为聚丙烯。
73.在一些实施例中,壳体420大体为中空的长方体。具体地,壳体420包括彼此面对的
两个第一侧板421和彼此面对的两个第二侧板422,第一侧板421连接于第二侧板422并用于限定容纳腔和开口。第一侧板421和第二侧板422为平板状且彼此垂直。两个第一侧板421彼此平行设置,两个第二侧板422彼此平行设置。
74.盖板431连接于第一侧板421和第二侧板422,以封闭壳体420的开口。例如,盖板431可焊接于第一侧板421和第二侧板422。在电池单体40中,盖板431垂直于第一侧板421和第二侧板422。
75.两个第一侧板421分别位于电极组件410沿第一方向x的两侧,其中,第一方向x为垂直于第一侧板421的方向。第一方向x平行于第一侧板421的厚度方向。可选地,第一侧板421大体为矩形平板。盖板431位于电极组件410沿第二方向y的一侧,其中,第二方向y为垂直于盖板431的方向。第二方向y平行于盖板431的厚度方向。可选地,盖板431大体为矩形板。两个第二侧板422分别位于电极组件410沿第三方向z的两侧,其中,第三方向z为垂直于第二侧板422的方向。第三方向z平行于第二侧板422的厚度方向。可选地,第二侧板422大体为矩形平板。在一些示例中,第一侧板421的厚度等于第二侧板422的厚度。
76.在一些实施例中,壳体420还包括设置于电极组件410的背离盖板431的一侧的底板423,即底板423和盖板431分别位于电极组件410沿第二方向y的两侧。底板423垂直于第一侧板421和第二侧板422。底板423大体为矩形平板。在一些示例中,底板423、第一侧板421以及第二侧板422一体成型;在另一些示例中,底板423也可通过焊接等方式连接于第一侧板421和第二侧板422。
77.在一些实施例中,电池单体40沿第二方向y的尺寸大于电池单体40沿第一方向x的尺寸和电池单体40沿第三方向z的尺寸。车辆1为电池10在竖直方向上预留的空间有限,因此,为了减小电池10在竖直方向上的高度,可以使第二方向y平行于水平方向,这样能够减小电池10在竖直方向上最大尺寸。
78.在一些实施例中,电池单体40沿第一方向x的尺寸大于电池单体40沿第三方向z的尺寸。可选地,在电池10中,可以使电池单体40侧向放置。电池单体40侧向放置时,第一方向x平行于竖直方向。
79.图7为本技术一个实施例的一种电极组件410的剖视示意图;图8为本技术另一个实施例的一种电极组件410的剖视示意图;图9为本技术一个实施例的一种电极组件410的局部结构示意图。
80.本技术实施例的电极组件410包括至少一个第一极片411和至少一个第二极片412,第一极片411的极性和第二极片412的极性相反。例如,当第一极片411为负极极片时,第二极片412为正极极片;当第一极片411为正极极片时,第二极片412为负极极片。电极组件410还包括隔离膜413,隔离膜413将第一极片411和第二极片412隔开。
81.第一极片411的至少部分和第二极片412层叠设置,层叠的方向平行于第二极片412的厚度方向。本技术实施例的电极组件410为叠片式结构,其包括多个层叠设置的第二极片412。各第二极片412大体为平板状且彼此分离。相邻的第二极片412之间,至少设置有第一极片411的一部分。
82.在一些实施例中,如图7所示,电极组件410包括多个第一极片411和多个第二极片412,多个第一极片411和多个第二极片412交替层叠。第一极片411和第二极片412的层叠方向平行于第一极片411的厚度方向和第二极片412的厚度方向。在一些示例中,第一极片411
和第二极片412均为矩形的平板且彼此平行设置。
83.在电池单体40中,第一极片411和第二极片412垂直于盖板431。在一些示例中,第一极片411和第二极片412的层叠方向平行于第三方向z,即第一极片411和第二极片412平行于第一方向x和第二方向y。
84.电极组件410包括沿彼此面对的两个第一表面414和沿彼此面对的两个第二表面415。第一表面414和第二表面415为电极组件410外露的表面。各第一表面414沿第三方向z的两端分别连接于两个第二表面415。在一些示例中,两个第一表面414沿第一方向x彼此面对,两个第二表面415沿第三方向z彼此面对。
85.在一些示例中,电极组件410的最外侧为隔离膜413,所以第一表面414和第二表面415为隔离膜413的外露的表面。具体地,隔离膜413为两个,各隔离膜413往复折弯为多层且包括多个隔离层和多个折弯层,各折弯层连接相邻的两个隔离层。各隔离层将相邻的第一极片411和第二极片412隔开。电极组件410沿第三方向z的两端为两个隔离层,这两个隔离层的外表面即为两个第二表面415。第一表面414包括多个折弯层的外露的表面。虽然折弯层的外表面为圆弧面,但是,折弯层的半径较小,第一表面414可近似为平面。也就是说,电极组件410近似为长方体。
86.在另一些示例中,电极组件410中的隔离膜413也可以省略,而为了实现绝缘,可以在第一极片411的表面或第二极片412的表面形成绝缘层。可选地,电极组件410沿第三方向z的两端为第一极片411,第一极片411的外露的表面即为第二表面415。第一极片411沿第一方向x的端部超出第二极片412,多个第一极片411的端部层叠在一起并近似形成第一表面414。
87.在另一些实施例中,如图8所示,电极组件410包括至少一个第一极片411和多个第二极片412。第一极片411包括多个层叠设置的第一层叠段411a和多个折弯段411b,各折弯段411b连接相邻的两个第一层叠段411a。各第二极片412设置于相邻的两个第一层叠段411a之间。第一层叠段411a为平板状且大体平行于第二极片412,折弯段411b至少部分折弯。在一些示例中,第一层叠段411a和第二极片412沿第三方向z交替层叠,折弯段411b位于第二极片412沿第一方向x的一侧。电极组件410近似为长方体。
88.如图9所示,电极组件410还包括两个第三表面416,各第三表面416连接于第一表面414和第二表面415。在一些示例中,两个第三表面416沿第二方向y彼此面对,即在电池单体40中,一个第三表面416面向盖板431,另一个第三表面416面向底板423。在第二方向y上,隔离膜413的两个端部超过第一极片411和第二极片412,所以隔离膜413的两个端部近似形成两个面,即为两个第三表面416。可选地,第一极耳410a和第二极耳410b从一个第三表面416延伸出。
89.图10为本技术一个实施例的一种电池单体40的结构示意图;图11为图10所示的电池单体40沿线b
‑
b作出的剖视示意图;图12为图11所示的电池单体40在圆框c处的放大图。
90.发明人进一步发现,当在使用的过程中震动时,电极组件会在壳体内晃动,所以会引发电极组件挤压壳体的风险。当电极组件挤压壳体时,会导致极片上的活性物质脱落,进而引发析锂的风险。同时,电极组件晃动时,还容易引发极耳撕裂的风险。
91.有鉴于此,如图10至图12所示,本技术提供的电池单体40还包括支撑构件450,至少部分设置于第一侧板421和电极组件410之间,支撑构件450用于支撑电极组件410,以使
第一极片411面向第一侧板421的端部与第一侧板421在第一方向x上的间距大于预定值,第一方向x为垂直于第一侧板421的方向。
92.支撑构件450在第一方向x上将电极组件410和第一侧板421间隔开。在一些示例中,在第一方向x上,支撑构件450整体位于电极组件410和第一侧板421之间。支撑构件450可以直接与电极组件410接触并支撑电极组件410,也可以通过其它构件间接地支撑电极组件410。第一极片411面向第一侧板421的端部与第一侧板421在第一方向x上的间距即为第一极片411和第一侧板421在第一方向x上的最小间距。预定值根据设计需求的不同而不同。该预定值可能需要综合考虑壳体420的形状尺寸和电极组件410的形状尺寸。
93.在本技术实施例的电池单体40中,支撑构件450能够支撑电极组件410,在电池单体40震动时降低电极组件410的晃动幅度,减小第一侧板421对电极组件410施加的作用力,降低极耳撕裂的风险。另外,通过设置支撑构件450,使第一极片411面向第一侧板421的端部与第一侧板421在第一方向x上的间距大于预定值,进而减小传递到第一极片411的端部的作用力,降低第一极片411的活性物质脱落的风险,减少析锂。
94.在一些实施例中,支撑构件450还能够使第二极片412面向第一侧板421的端部与第一侧板421在第一方向x上的间距大于预定值,进而电池单体40震动时减小传递到第二极片412的端部的作用力,降低第二极片412的活性物质脱落的风险,减少析锂。
95.在一些实施例中,第一侧板421和第二侧板422之间具有过渡板424,过渡板424的内表面为圆弧面。过渡板424为壳体420在成型过程中形成的圆角。通过设置过渡板424,可以去除壳体420的尖角,减小应力集中,提高壳体420的强度。第一侧板421的面向电极组件410的内表面为平面且与过渡板424的内表面相切,第二侧板422的面向电极组件410的内表面为平面且与过渡板424的内表面相切。过渡板424连接于第一侧板421沿第三方向z的端部。过渡板424为四个,各过渡板424连接一个第一侧板421和一个第二侧板422。
96.发明人进一步发现,当电池单体侧向放置时,一个第一侧板位于电极组件沿竖直方向的下侧。电极组件在重力的作用下可能会挤压过渡板的内表面,而由于过渡板的内表面为圆弧面,所以在震动冲击的工况下,过渡板的内表面容易挤压极片,从而导致极片的活性物质脱落。
97.有鉴于此,在一些实施例中,预定值定义为h,过渡板424的内表面的半径定义为r,预定值h和半径r满足:h≥0.8r。此时,本技术能减小过渡板424的可能挤压第一极片411的区域的面积,降低过渡板424对第一极片411施加的作用力,减小活性物质脱落的风险。
98.h的值越大,第一极片411的端部受到过渡板424的挤压力越小,同时电极组件410的尺寸也会越小。综合考虑第一极片411受到的挤压力和电池单体40的容量,在一些实施例中,预定值h和半径r满足:r≤h≤2r。
99.r的值越小,过渡板424越容易出现应力集中,壳体420的强度越低;r的值越大,h的值也越大,电极组件410的尺寸越小,电池单体40的容量越低。综合考虑壳体420的强度和电池单体40的容量,在一些实施例中,半径r的值为0.5mm
‑
2mm。
100.第二侧板422的面积大于第一侧板421的面积。第一侧板421和第二侧板422平行于第二方向y,且两者在第二方向y上的尺寸相等。第一侧板421沿第三方向z的尺寸小于第二侧板422沿第一方向x的尺寸。第二极片412大体平行于第二侧板422,即多个第二极片412的层叠方向垂直于第二侧板422。
101.在充放电的过程中,电极组件410会出现膨胀。具体地,第一极片411和第二极片412在自身厚度方向上的膨胀最大,这样导致电极组件410在第三方向z上膨胀量最大。膨胀后的电极组件410会紧压第二侧板422,所以在第三方向z上,电极组件410不易出现晃动;另外,电极组件410的第二表面415大体为平面,在电极组件410挤压第二侧板422时,电极组件410的受力面积较大,且受到的反作用力比较均匀,所以在受到来自第二侧板422的作用力时,极片的活性物质不易掉落。
102.电极组件410和各第一侧板421之间均设置有支撑构件450。具体地,在一些示例中,支撑构件450为两个,一个支撑构件450位于电极组件410和一个第一侧板421之间,另一个支撑构件450位于电极组件410和另一个第一侧板421之间。各支撑构件450能够在电池单体40震动时减小对应第一侧板421对电极组件410施加的作用力,降低活性物质脱落的风险。
103.在电池单体40侧向放置的电池10中,电池单体40的两个第一侧板421均可能朝下放置,而无论电池单体40的哪一个第一侧板421朝下放置,支撑构件450都能够从下侧支撑电极组件410。
104.图13为图6所示的电池单体40在圆框d处的放大示意图。如图13所示,在一些实施例中,第一绝缘构件433的面向电极组件410的表面贴合于电极组件410的第三表面416,以在第二方向y上限制电极组件410的晃动。
105.在一些实施例中,支撑构件450与第一绝缘构件433沿第二方向y间隔设置。在第二方向y上,支撑构件450与第一绝缘构件433间隔设定距离,以避免两者彼此干涉。在将电池单体40侧向放置时,支撑构件450可能在电极组件410的作用下向下移动,在移动地过程中,第一绝缘构件433不会干涉支撑构件450。
106.图14为图6所示的电池单体40在圆框e处的放大示意图。如图14所示,在一些实施例中,支撑构件450与底板423沿第二方向y间隔设置。在第二方向y上,支撑构件450与底板423间隔设定距离,以避免两者彼此干涉。
107.图15为本技术一个实施例的一种电池单体40的分解示意图。如图15所示,在一些实施例中,支撑构件450位于第一表面414和第一侧板421之间。可选地,支撑构件450为平板状且平行于第一侧板421。平板状的支撑构件450能够使电极组件410和支撑构件450之间的作用力更为均匀。
108.在一些实施例中,第一表面414沿第二方向y的两个边缘分别超出支撑构件450沿第二方向y的两个边缘。第一表面414沿第二方向y的尺寸大于支撑构件450沿第二方向y的尺寸。这样,在第二方向y上,支撑构件450的靠近第一绝缘构件433的边缘与第一绝缘构件433间隔一定距离,支撑构件450的靠近底板423的边缘与底板423间隔一定距离。
109.为了充分利用壳体420的内部空间,保证电极组件410的容量,第一表面414沿第三方向z的尺寸通常大于第一侧板421沿第三方向z的尺寸。而为了避免过渡板424干涉支撑构件450,支撑构件450沿第三方向z的尺寸通常小于或等于第一侧板421沿第三方向z的尺寸。也就是说,第一表面414沿第三方向z的尺寸大于支撑构件450沿第三方向z的尺寸。在一些实施例中,第一表面414沿第三方向z的两个边缘分别超出支撑构件450沿第三方向z的两个边缘。
110.在一些实施例中,电池单体40还包括用于将电极组件410和壳体420隔开的第二绝
缘构件460。第二绝缘构件460能够降低电极组件410与壳体420导通的风险。第二绝缘构件460的材质可为聚丙烯。
111.具体地,在一些示例中,第二绝缘构件460包括第一绝缘部461,第一绝缘部461设置于第一侧板421和第一表面414之间。第一绝缘部461既能将第一侧板421和电极组件410绝缘隔开,还能够与支撑构件450配合以支撑电极组件410。第一绝缘部461的位置可以根据需求设定,在一些示例中,第一绝缘部461可以位于第一表面414和支撑构件450之间,在另一些示例中,第一绝缘部461也可以位于支撑构件450和第一侧板421之间。第二绝缘构件460从外侧包覆电极组件410,其还可以包括其它部分。第二绝缘构件460的具体结构在后面详细描述。
112.在一些实施例中,电池单体40还包括粘接构件470,粘接构件470用于将支撑构件450连接于电极组件410。粘接构件470将支撑构件450固定到电极组件410,这样能够在电池单体40震动时,减少或避免支撑构件450和电极组件410的相对移动,降低支撑构件450在壳体420内偏离设定位置的风险。另外,在将电极组件410放置到壳体420内的工序中,支撑构件450能够随着电极组件410进入壳体420内,从而简化电池单体40的装配工艺。在一些示例中,粘接构件470为胶带。在另一些示例中,也可以在支撑构件450的表面涂覆胶体,然后将支撑构件450粘接到第一表面414上,胶体固化后形成粘接构件470。
113.在一些实施例中,第二表面415连接于第一表面414且垂直于第一侧板421和盖板431。粘接构件470包括第一粘接部471和第二粘接部472,第一粘接部471粘接于支撑构件450的远离第一表面414的表面,第二粘接部472连接于第一粘接部471并粘接于第二表面415。第一粘接部471还能够起到支撑电极组件410的作用。
114.第一表面414和第二表面415的连接处最容易受到过渡板424的作用力,所以靠近该连接处的极片更容易产生活性物质脱落。粘接构件470能够从外侧包覆该连接处的至少部分,并将该连接处与过渡板424间隔开,进而减小极片受到的作用力,降低活性物质脱落的风险。
115.在一些实施例中,粘接构件470的第二粘接部472为两个且分别连接于第一粘接部471沿第三方向z的两端。两个第二粘接部472分别粘接于两个第二表面415。粘接构件470弯折为u形。
116.在一些实施例中,粘接构件470为非连续的多个,多个粘接构件470沿第二方向y间隔设置。支撑构件450在第二方向y上具有较大的尺寸,多个粘接构件470可以提高支撑构件450和电极组件410之间的连接强度。粘接构件470之间的间隙可以用于容纳电解液。
117.在一些实施例中,支撑构件450设置于第一绝缘部461和第一表面414之间。在装配电池单体40时,可先通过粘接构件470将支撑构件450固定到电极组件410上,然后再在电极组件410和支撑构件450的外侧包覆第二绝缘构件460。在将电极组件410放入壳体420的工艺中,第二绝缘构件460能够保护支撑构件450并引导支撑构件450入壳,避免支撑构件450被壳体420划伤。
118.图16为本技术一个实施例的一种电池单体40的第二绝缘构件460的结构示意图;图17为本技术一个实施例的一种电池单体40的第二绝缘构件460在展开状态下的示意图。
119.如图16和图17所示,在一些实施例中,第二绝缘构件460还包括第二绝缘部462和两个第三绝缘部463,第二绝缘部462位于电极组件410沿第二方向y背离盖板431的一侧并
连接于第三绝缘部463,两个第三绝缘部463分别设置于电极组件410沿第三方向z的两侧。第二绝缘部462位于电极组件410和底板423之间,以将电极组件410和底板423隔开。一个第三绝缘部463位于一个第二表面415和一个第二侧板422之间,另一个第三绝缘部463位于另一个第二表面415和另一个第二侧板422之间;两个第三绝缘部463将两个第二侧板422和电极组件410隔开。第三绝缘部463为平板状且平行于第二侧板422,第二绝缘部462从第三绝缘部463沿第二方向y的端部延伸并相对于第三绝缘部463折弯。
120.电极组件410沿第一方向x的两侧均设置有连接于第三绝缘部463的第一绝缘部461。具体地,一个第一侧板421和一个第一表面414之间至少设置有一个第一绝缘部461,另一个第一侧板421和另一个第一表面414之间至少设置有一个第一绝缘部461。在一些实施例中,至少一个第一绝缘部461连接两个第三绝缘部463。
121.在一些实施例中,第二绝缘部462为两个且分别连接于两个第三绝缘部463,且两个第二绝缘部462在第二方向y上至少部分重叠。在一些示例中,底板423焊接于第一侧板421和第二侧板422并形成焊印,层叠设置的两个第二绝缘部462可以将电极组件410和焊印隔开,降低焊印刺破隔离膜413的风险。在一些示例中,两个第二绝缘部462熔接在一起。
122.在一些实施例中,电极组件410沿第一方向x的一侧设置有两个第一绝缘部461,两个第一绝缘部461分别连接于两个第三绝缘部463并且在第一方向x上至少部分重叠。这两个第一绝缘部461位于一个第一表面414和一个第一侧板421之间,且能够在第一方向x上支撑电极组件410。在一些示例中,这两个第一绝缘部461熔接在一起。
123.第二绝缘构件460可由一个平板状的绝缘片弯折而成。绝缘片在第一绝缘部461和第三绝缘部463的连接处设有通孔、在第二绝缘部462和第三绝缘部463的连接处设有通孔。通过设置通孔,可以引导绝缘片折弯。另外,电解液还可以穿过通过,提高电极组件410的浸润性。弯折成型后,第一绝缘部461和第三绝缘部463环绕在第一绝缘构件433的外侧,并通过熔接固定到第一绝缘构件433。
124.图18为本技术一个实施例的一种电池单体的制造方法的示意性流程图。如图18所示,该制造方法包括:
125.s510,提供电极组件,电极组件包括至少一个第一极片和至少一个第二极片,第一极片的至少部分和第二极片层叠设置;
126.s520,提供端盖组件,端盖组件包括盖板和设置于盖板的电极端子,连接电极组件和电极端子;
127.s530,提供支撑构件,并将支撑构件连接到电极组件;
128.s540,提供壳体,壳体具有开口和用于容纳电极组件的容纳腔,壳体包括第一侧板;
129.s550,将电极组件以及连接于电极组件的支撑构件放置到容纳腔内,然后连接盖板和壳体,以使盖板封闭开口并垂直于第一侧板,并且,支撑构件至少部分设置于第一侧板和电极组件之间,支撑构件用于支撑电极组件,以使第一极片面向第一侧板的端部与第一侧板在第一方向上的间距大于预定值,第一方向为垂直于第一侧板的方向。
130.通过本实施例制造方法制造出的电池单体的相关结构,可以参考前述图1
‑
17对应的实施例描述的电池单体的相关内容,在此不再赘述。
131.图19为本技术一个实施例的一种电池单体的制造系统的示意性框图。如图19所
示,该制造系统600包括第一提供装置610、第二提供装置620、第一组装装置630、第三提供装置640、第二组装装置650、第四提供装置660和第三组装装置670。第一提供装置610用于提供电极组件,电极组件包括至少一个第一极片和至少一个第二极片,第一极片的至少部分和第二极片层叠设置。第二提供装置620用于提供端盖组件,端盖组件包括盖板和设置于盖板的电极端子。第一组装装置630用于连接电极组件和电极端子。第三提供装置640用于提供支撑构件。第二组装装置650用于将支撑构件连接到电极组件。第四提供装置660用于提供壳体,壳体具有开口和用于容纳电极组件的容纳腔,壳体包括第一侧板。第三组装装置670用于将电极组件以及连接于电极组件的支撑构件放置到容纳腔内,然后连接盖板和壳体,以使盖板封闭开口并垂直于第一侧板,其中,支撑构件至少部分设置于第一侧板和电极组件之间,支撑构件用于支撑电极组件,以使第一极片面向第一侧板的端部与第一侧板在第一方向上的间距大于预定值,第一方向为垂直于第一侧板的方向。
132.通过本实施例制造系统制造出的电池单体的相关结构,可以参考前述图1
‑
17对应的实施例描述的电池单体的相关内容,在此不再赘述。
133.最后应说明的是:以上实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,但这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1