固体氧化物型燃料电池用电解质片及固体氧化物型燃料电池用单体电池的制作方法
1.本发明涉及固体氧化物型燃料电池用电解质片和固体氧化物型燃料电池用单体电池。
背景技术:
2.固体氧化物型燃料电池(sofc)为通过燃料极:h2+o
2-→
h2o+2e-、空气极:(1/2)o2+2e-→o2-的反应从而提取电能的装置。固体氧化物型燃料电池可以重叠多个单体电池,作为层叠结构而使用,该单体电池是在由陶瓷板状体形成的固体氧化物型燃料电池用电解质片上设置了燃料极和空气极而成的。
3.对于固体氧化物型燃料电池用电解质片,从增大电极与气体的接触面积而提高固体氧化物型燃料电池的发电效率的观点出发,有时使其表面粗糙化。
4.例如,专利文献1中公开了一种陶瓷板状体的制造方法,其中,使用包含球状的树脂粉末的树脂浆料,在未烧结板状体的表面上层叠树脂片或树脂层后进行压接,在未烧结板状体的表面形成凹部。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开2018-199598号公报
技术实现要素:
8.专利文献1记载的陶瓷板状体的制造方法中,可以得到平滑性高的陶瓷板状体。即,球状的树脂粉末难以埋入未烧结板状体的表面,因此,即使凹部的数量多,深度仍小,其结果是,存在固体氧化物型燃料电池的发电效率难以提高的风险。
9.另外,固体氧化物型燃料电池可以重叠多个单体电池而作为层叠结构而使用,该单体电池是在由陶瓷板状体形成的电解质片上设置了燃料极和空气极而成的。因此,这样的层叠结构中,如果电解质片的凹部的深度过大,则荷重在凸部集中,产生破损,即,存在电解质片的强度降低的风险。
10.本发明正是为了解决上述问题而成的,其目的在于提供一种强度高、能提高固体氧化物型燃料电池的发电效率的固体氧化物型燃料电池用电解质片。进而,本发明的目的还在于提供一种具有上述固体氧化物型燃料电池用电解质片的固体氧化物型燃料电池用单体电池。
11.本发明的固体氧化物型燃料电池用电解质片的特征在于,在一侧主面和另一侧主面分散存在有凹部,上述凹部的算术平均深度为0.25μm~4.0μm,上述凹部的个数密度为100万个/cm2~1亿个/cm2。
12.本发明的固体氧化物型燃料电池用单体电池的特征在于,具备:燃料极、空气极、以及配置在上述燃料极与上述空气极之间的本发明的固体氧化物型燃料电池用电解质片。
13.根据本发明,可以提供一种强度高、能提高固体氧化物型燃料电池的发电效率的固体氧化物型燃料电池用电解质片。进而,根据本发明,还可以提供一种具有上述固体氧化物型燃料电池用电解质片的固体氧化物型燃料电池用单体电池。
附图说明
14.图1为表示本发明的固体氧化物型燃料电池用电解质片的一个例子的平面示意图。
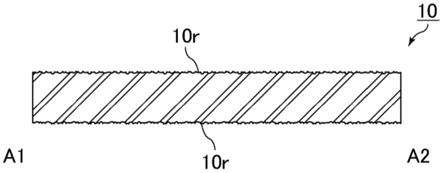
15.图2为表示图1中的线a1-a2所对应的部分的剖面示意图。
16.图3为表示制作陶瓷生片(green sheet)的工序的一个例子的平面示意图。
17.图4为表示制作陶瓷生片的工序的一个例子的平面示意图。
18.图5为表示制作陶瓷生片的工序的一个例子的平面示意图。
19.图6为表示制作未烧结板状体的工序的一个例子的剖面示意图。
20.图7为表示设置树脂层的工序的一个例子的剖面示意图。
21.图8为表示制作未烧结体的工序的一个例子的剖面示意图。
22.图9为表示制作陶瓷板状体的工序的一个例子的剖面示意图。
23.图10为表示本发明的固体氧化物型燃料电池用单体电池的一个例子的剖面示意图。
具体实施方式
24.以下,对本发明的固体氧化物型燃料电池用电解质片(以下也称为电解质片)和本发明的固体氧化物型燃料电池用单体电池(以下也称为单体电池)进行说明。应予说明,本发明不限于以下的构成,在不脱离本发明的要旨的范围内,可以适当改变。另外,组合多个以下所记载的各本发明的优选构成的方案,也属于本发明。
25.以下所示的图例为示意图,其尺寸、纵横比的比例尺等有时会与实际的产品不同。
26.[固体氧化物型燃料电池用电解质片]
[0027]
对于本发明的固体氧化物型燃料电池用电解质片的一个例子,以下进行说明。图1为表示本发明的固体氧化物型燃料电池用电解质片的一个例子的平面示意图。图2为表示图1中的线a1-a2所对应的部分的剖面示意图。
[0028]
图1和图2所示的固体氧化物型燃料电池用电解质片10由陶瓷板状体形成。
[0029]
陶瓷板状体例如包含氧化钪稳定氧化锆、氧化钇稳定氧化锆等固体电解质的烧结体。
[0030]
从厚度方向(图2中的上下方向)而使之为平面视图时,电解质片10为图1所示的正方形。
[0031]
从厚度方向观察的平面视图中,虽然没有图示,但是,电解质片10优选为在在角部有圆角的大致矩形,更优选为在角部有圆角的大致正方形。该情况下,可以对所有角部赋予圆角,也可以对一部分角部赋予圆角。
[0032]
电解质片10中,虽未图示,但优选设置有贯通厚度方向的贯通孔。贯通孔在固体氧化物型燃料电池中,作为气体的流路而发挥功能。
[0033]
贯通孔的数量可以仅为1,也可以是2以上。
[0034]
从厚度方向观察的平面视图中,贯通孔可以是圆形,也可以是除此以外的形状。
[0035]
贯通孔的位置没有特别限定。
[0036]
电解质片10的厚度优选为200μm以下,更优选为130μm以下。另外,电解质片10的厚度优选为30μm以上,更优选为50μm以上。
[0037]
电解质片10的厚度可以按如下方式而确定。首先,对于从电解质片10的周缘端起靠内侧5mm的区域的任意的9处的厚度,使用三丰株式会社制的u字形钢板千分尺“pmu-mx”而测定。然后,将由9处的厚度的测定值而算出的平均值确定为电解质片10的厚度。
[0038]
如图2所示那样,在电解质片10的一侧主面和另一侧主面上分散存在有凹部10r。
[0039]
凹部10r的算术平均深度为0.25μm~4.0μm。凹部10r的算术平均深度在电解质片10的一侧主面和另一侧主面的至少一者中为0.25μm~4.0μm即可,优选在电解质片10的一侧主面和另一侧主面中分别为0.25μm~4.0μm。在凹部10r的算术平均深度比0.25μm更小的情况下,固体氧化物型燃料电池的发电效率会降低。在凹部10r的算术平均深度大于4.0μm的情况下,电解质片10的强度会降低。凹部10r的算术平均深度优选为1μm~3μm。
[0040]
凹部10r的算术平均深度是利用bruker japan co.,ltd.制的“dimension icon”的扫描型探针显微镜(afm模式),作为电解质片10的一侧主面和另一侧主面的至少一者中的中央区域的表面粗糙度而测定的。作为测定条件,测定视野设为30μm
×
30μm,扫描速度设为24μm/s,周波数设为0.4hz。
[0041]
凹部10r的个数密度为100万个/cm2~1亿个/cm2。凹部10r的个数密度在电解质片10的一侧主面和另一侧主面的至少一者中为100万个/cm2~1亿个/cm2即可,优选在电解质片10的一侧主面和另一侧主面中分别为100万个/cm2~1亿个/cm2。在凹部10r的个数密度低于100万个/cm2的情况下,固体氧化物型燃料电池的发电效率会降低。在凹部10r的个数密度高于1亿个/cm2的情况下,深度小的凹部10r增加,电解质片10的表面积变小,因此,固体氧化物型燃料电池的发电效率会降低。凹部10r的个数密度优选为100万个/cm2~2000万个/cm2,更优选为100万个/cm2~1000万个/cm2。
[0042]
凹部10r的个数密度可以按如下方式而确定。首先,如上所述,在测定凹部10r的算术平均深度时,基于在测定视野(30μm
×
30μm)内产生明暗差处,测定30μm角中的凹部10r的个数。然后,将基于该测定结果而算出的1cm见方中的凹部10r的个数确定为凹部10r的个数密度。
[0043]
电解质片10中,凹部10r的算术平均深度和凹部10r的个数密度为上述范围,因此强度高、可以提高固体氧化物型燃料电池的发电效率。
[0044]
[固体氧化物型燃料电池用电解质片的制造方法]
[0045]
本发明的固体氧化物型燃料电池用电解质片例如可以按以下的方法制造。
[0046]
<制作陶瓷生片的工序>
[0047]
图3、图4和图5为表示制作陶瓷生片的工序的一个例子的平面示意图。
[0048]
首先,适当调和陶瓷材料粉末、粘结剂、增塑剂、分散剂、有机溶剂等,制备陶瓷浆料。然后,将得到的陶瓷浆料涂敷在载体膜的一侧主面上,从而制作图3所示的陶瓷生带(green tape)1t。
[0049]
作为陶瓷生带1t的制作方法,优选使用带成型法,特别优选使用刮刀法或压延法。图3中,将使用带成型法的情况下的铸造方向表示为x,与铸造方向垂直的方向表示为y。
[0050]
作为陶瓷材料粉末,例如可以使用氧化钪稳定氧化锆粉末、氧化钇稳定氧化锆粉末等固体电解质粉末。
[0051]
陶瓷浆料优选含有增塑剂。通过使陶瓷浆料含有增塑剂,从而陶瓷浆料会变软,之后得到的未烧结板状体也会变软。
[0052]
接下来,通过已知的手法对陶瓷生带1t进行冲裁,使之成为图4所示那样规定的大小,从载体膜剥离,从而制作图5所示的陶瓷生片1g。对于陶瓷生带1t的冲裁和载体膜的剥离,其顺序没有影响。
[0053]
<制作未烧结板状体的工序>
[0054]
图6为表示制作未烧结板状体的工序的一个例子的剖面示意图。
[0055]
如图6所示那样,通过将2张陶瓷生片1g层叠、压接,从而制作未烧结板状体1s。
[0056]
制作未烧结板状体1s时的陶瓷生片1g的张数可以如图6所示那样为2张,也可以是3张以上。这样的多个陶瓷生片1g可以压接,也可以不压接而简单地层叠。在由多个陶瓷生片1g制作未烧结板状体1s的情况下,可以适当且容易地控制之后得到的陶瓷板状体的厚度。
[0057]
应予说明,也可以由1张陶瓷生片1g来制作未烧结板状体1s。该情况下,省略图6所示的工序。
[0058]
<设置树脂层的工序>
[0059]
图7为表示设置树脂层的工序的一个例子的剖面示意图。
[0060]
首先,适当调和树脂粉末2b、粘结剂、分散剂、有机溶剂等,制备树脂浆料。然后,如图7所示那样,将得到的树脂浆料涂敷在未烧结板状体1s的一侧主面(图7中为上面)和另一侧主面(图7中为下面)这两侧主面上,从而在未烧结板状体1s的一侧主面和另一侧主面这两侧主面上设置树脂层2e。
[0061]
作为树脂粉末2b,优选使用对于制备树脂浆料时的有机溶剂为难溶性的树脂材料。树脂粉末对于有机溶剂为难溶性是指,在将树脂粉末0.1g与有机溶剂100g在室温(25℃)下混合24小时的情况下,目视有溶解残留。制备树脂浆料时的有机溶剂例如为选自甲苯、乙醇、异丙醇、乙酸丁酯、乙酸乙酯、松油醇和水中的至少1种(单体或混合物)。该情况下,作为树脂粉末2b的材料,例如可以使用交联丙烯酸树脂。
[0062]
树脂粉末2b优选为图7所示的球状。在树脂粉末2b为球状的情况下,其中值粒径d
50
优选大于0.5μm且小于10μm。
[0063]
在树脂粉末2b为球状的情况下,其中值粒径d
50
可以如下确定:利用激光衍射式粒度分布测定装置来测定树脂粉末2b的粒度分布,将其以相对于粒径刻度的积分%表示,作为其中积分值为50%的粒径而确定。应予说明,树脂粉末2b的形状包含制造工序中产生的应变等,中值粒径d
50
表示等效圆直径。
[0064]
在设置树脂层2e时,也可以代替涂敷树脂浆料而配置树脂片。树脂片可以通过将适当调和树脂粉末2b、粘结剂、分散剂、有机溶剂等而制备的树脂浆料涂敷在载体膜的一侧主面上而得到。
[0065]
树脂层2e的厚度优选为3μm~30μm。在树脂层2e的厚度为上述范围的情况下,后述制作陶瓷板状体的工序中的树脂层2e的烧尽所必需的热能变小,因此,可以缩短煅烧时间。
[0066]
<制作未烧结体的工序>
[0067]
图8为表示制作未烧结体的工序的一个例子的剖面示意图。
[0068]
如图8所示那样,通过使树脂层2e对设置在一侧主面和另一侧主面这两侧主面上的未烧结板状体1s加压,从而制作未烧结体10g。
[0069]
通过使树脂层2e对设置在一侧主面和另一侧主面这两侧主面上的未烧结板状体1s加压,从而可以将树脂层2e挤压在未烧结板状体1s的一侧主面和另一侧主面上。其结果是,形成来自树脂粉末2b的形状的凹部大量分散在未烧结板状体1s的一侧主面和另一侧主面上。形成未烧结板状体1s的凹部的个数密度可以通过树脂粉末2b的大小(例如中值粒径d
50
)而控制。
[0070]
在使树脂层2e对设置在一侧主面和另一侧主面这两侧主面上的未烧结板状体1s加压时,通过提高加热温度,从而可以使未烧结板状体1s变软。如果未烧结板状体1s变软,则树脂层2e中的树脂粉末2b容易被埋入未烧结板状体1s的一侧主面和另一侧主面。其结果是,形成在未烧结板状体1s的一侧主面和另一侧主面上分散存在有较深的凹部。从这样的的观点出发,对未烧结板状体1s加压时的加热温度优选为70℃以上,更优选为80℃以上。另外,对未烧结板状体1s加压时的加热温度优选为90℃以下。
[0071]
另外,如上所述,即便使制作构成未烧结板状体1s的陶瓷生片1g时的陶瓷浆料含有增塑剂,未烧结板状体1s仍会变软,因此,其结果是形成在未烧结板状体1s的一侧主面和另一侧主面上分散存在有较深的凹部。从这样的的观点出发,陶瓷浆料中的增塑剂的含有量优选为2重量%以上。另外,陶瓷浆料中的增塑剂的含有量优选为6重量%以下。
[0072]
对于形成未烧结板状体1s的凹部的算术平均深度,至少为树脂粉末2b的大小(例如中值粒径d
50
),也可以通过上述那样的对未烧结板状体1s加压时的加热温度、制作陶瓷生片1g时的陶瓷浆料中的增塑剂的含有量等而控制。
[0073]
<在未烧结体上形成贯通孔的工序>
[0074]
虽未图示,但未烧结体10g可以形成贯通层叠方向的贯通孔。
[0075]
贯通孔优选通过钻头而形成。该情况下,钻头从未烧结体10g的一侧主面朝向另一侧主面进行,由此,未烧结体10g可以形成贯通层叠方向的贯通孔。利用钻头的加工条件没有特别限定。
[0076]
贯通孔的数量可以仅为1,也可以是2以上。
[0077]
应予说明,也可以不形成贯通孔。该情况下,省略本工序。
[0078]
<制作陶瓷板状体的工序>
[0079]
图9为表示制作陶瓷板状体的工序的一个例子的剖面示意图。
[0080]
通过煅烧未烧结体10g,从而如图9所示那样,使树脂层2e烧尽,并且使未烧结板状体1s烧结,制作陶瓷板状体10p。应予说明,在未烧结体10g形成贯通孔形成的情况下,陶瓷板状体10p中,可以设置有贯通厚度方向的贯通孔。
[0081]
煅烧未烧结体10g时,优选进行脱脂处理和烧结处理。
[0082]
根据以上,可以制作在一侧主面和另一侧主面上分散存在有凹部的陶瓷板状体10p。上述电解质片的制造方法中,控制了树脂层2e中的树脂粉末2b的大小(例如中值粒径d
50
)、对未烧结板状体1s加压时的加热温度、制作陶瓷生片1g时的陶瓷浆料中的增塑剂的含有量等,因此,陶瓷板状体10p中,凹部的算术平均深度为0.25μm~4.0μm,凹部的个数密度为100万个/cm2~1亿个/cm2。即,根据上述电解质片的制造方法,可以得到由陶瓷板状体10p
形成的本发明的固体氧化物型燃料电池用电解质片(例如图1和图2中的电解质片10)。
[0083]
[固体氧化物型燃料电池用单体电池]
[0084]
对于本发明的固体氧化物型燃料电池用单体电池的一个例子,以下进行说明。图10为表示本发明的固体氧化物型燃料电池用单体电池的一个例子的剖面示意图。
[0085]
如图10所示那样,固体氧化物型燃料电池用单体电池100具有燃料极110、空气极120和电解质片130。电解质片130配置在燃料极110与空气极120之间。
[0086]
作为燃料极110,可以使用公知的固体氧化物型燃料电池用的燃料极。
[0087]
作为空气极120,可以使用公知的固体氧化物型燃料电池用的空气极。
[0088]
作为电解质片130,可以使用本发明的固体氧化物型燃料电池用电解质片(例如图1和图2中的电解质片10)。因此,根据单体电池100,可以提高固体氧化物型燃料电池的发电效率。
[0089]
[固体氧化物型燃料电池用单体电池的制造方法]
[0090]
本发明的固体氧化物型燃料电池用单体电池例如可以按以下的方法制造。
[0091]
首先,制备燃料极用浆料和空气极用浆料。燃料极用浆料可以通过在燃料极的材料的粉体中适当添加粘结剂、分散剂、溶剂等而制备。空气极用浆料可以通过在空气极的材料的粉体中适当添加粘结剂、分散剂、溶剂等而制备。
[0092]
作为燃料极的材料,可以使用固体氧化物型燃料电池用的燃料极的公知的材料。
[0093]
作为空气极的材料,可以使用固体氧化物型燃料电池用的空气极的公知的材料。
[0094]
作为燃料极用浆料和空气极用浆料所包含的粘结剂、分散剂、溶剂等,可以使用固体氧化物型燃料电池用的燃料极和空气极的形成方法中公知的粘结剂、分散剂、溶剂等。
[0095]
接下来,分别以规定的厚度,将燃料极用浆料涂敷在电解质片的一侧主面上,将空气极用浆料涂敷在电解质片的另一侧主面上。然后,通过将这些涂膜干燥,从而形成燃料极用生坯层和空气极用生坯层。
[0096]
其后,通过将燃料极用生坯层和空气极用生坯层煅烧,从而形成燃料极和空气极。对于煅烧温度等煅烧条件,根据燃料极和空气极的材料的种类等适当决定即可。
[0097]
实施例
[0098]
以下,示出进一步具体地公开了本发明的固体氧化物型燃料电池用电解质片的实施例。应予说明,本发明并不仅限定于这些实施例。
[0099]
[实施例1]
[0100]
按以下的方法制造实施例1的电解质片。
[0101]
<制作陶瓷生片的工序>
[0102]
首先,以规定的比例调合氧化钪稳定氧化锆粉末、粘结剂、增塑剂、分散剂和有机溶剂。作为有机溶剂,使用甲苯和乙醇(重量比7:3)的混合物。然后,将得到的调合物与由部分稳定氧化锆形成的介质一起以1000转/分钟搅拌3小时,制备陶瓷浆料。陶瓷浆料中的增塑剂的含有量为4重量%。
[0103]
接下来,通过已知的手法,将得到的陶瓷浆料在由聚对苯二甲酸乙二醇酯形成的载体膜的一侧主面上进行带成型,制作陶瓷生带。
[0104]
其后,通过已知的手法,将陶瓷生带进行冲裁、从载体膜剥离,使之成为规定的大小,从而制作陶瓷生片。
[0105]
<制作未烧结板状体的工序>
[0106]
通过将2张陶瓷生片层叠、压接,从而制作未烧结板状体。
[0107]
<设置树脂层的工序>
[0108]
首先,以规定的比例调合树脂粉末、粘结剂、分散剂和有机溶剂。作为树脂粉末,使用由交联丙烯酸树脂形成的、中值粒径d
50
为1μm的球状的树脂粉末。作为有机溶剂,使用甲苯和乙醇(重量比7:3)的混合物。然后,将得到的调合物与由部分稳定氧化锆形成的介质一起以1000转/分钟搅拌3小时,制备树脂浆料。
[0109]
接下来,将得到的树脂浆料印刷在未烧结板状体的一侧主面和另一侧主面这两侧主面上,使之干燥,从而在未烧结板状体的一侧主面和另一侧主面这两侧主面上设置树脂层。
[0110]
<制作未烧结体的工序>
[0111]
通过使树脂层对设置在一侧主面和另一侧主面这两侧主面上的未烧结板状体加压,从而制作未烧结体。作为加压条件,将加热温度设为80℃,挤压力设为1500kgf/cm2。
[0112]
<制作陶瓷板状体的工序>
[0113]
将未烧结体如下所述地在煅烧炉中煅烧。首先,对于未烧结体,进行在400℃保持规定的时间的脱脂处理。然后,对于脱脂处理后的未烧结体,进行在1400℃保持5小时的烧结处理。如上所述,通过煅烧未烧结体,从而使树脂层烧尽,并且使未烧结板状体烧结,制作陶瓷板状体。得到的陶瓷板状体的厚度为90μm。
[0114]
根据以上,制造实施例1的电解质片(陶瓷板状体)。
[0115]
[实施例2]
[0116]
将树脂浆料中的树脂粉末的中值粒径d
50
变更为3μm,除此以外,与实施例1的电解质片同样地进行,制造实施例2的电解质片。
[0117]
[实施例3]
[0118]
将树脂浆料中的树脂粉末的中值粒径d
50
变更为5μm,除此以外,与实施例1的电解质片同样地进行,制造实施例3的电解质片。
[0119]
[实施例4]
[0120]
将树脂浆料中的树脂粉末的中值粒径d
50
变更为7μm,除此以外,与实施例1的电解质片同样地进行,制造实施例4的电解质片。
[0121]
[比较例1]
[0122]
变更下述条件,除此以外,与实施例1的电解质片同样地进行,制造比较例1的电解质片。
[0123]
·
不在陶瓷浆料中配合增塑剂。
[0124]
·
将树脂浆料中的树脂粉末的中值粒径d
50
设为0.3μm。
[0125]
·
将制作未烧结体的工序中的加压时的加热温度设为50℃。
[0126]
[比较例2]
[0127]
变更下述条件,除此以外,与实施例1的电解质片同样地进行,制造比较例2的电解质片。
[0128]
·
不在陶瓷浆料中配合增塑剂。
[0129]
·
将树脂浆料中的树脂粉末的中值粒径d
50
设为0.5μm。
[0130]
·
将制作未烧结体的工序中的加压时的加热温度设为50℃。
[0131]
[比较例3]
[0132]
将树脂浆料中的树脂粉末的中值粒径d
50
变更为10μm,除此以外,与实施例1的电解质片同样地进行,制造比较例3的电解质片。
[0133]
[评价]
[0134]
对于实施例1~4和比较例1~3的电解质片,进行以下的评价。
[0135]
对于实施例1~4和比较例1~3的电解质片,通过上述方法,测定凹部的算术平均深度与凹部的个数密度。结果如表1所示。
[0136]
对于实施例1~4和比较例1~3的电解质片,以岛津制作所制的精密万能试验机“ags-x”进行4点弯折试验,测定强度。具体来说,首先,将电解质片设置在中心,将下部的夹具以32.5mm的间隔进行设置,将上部的夹具以65mm的间隔进行设置。然后,使上部的夹具以5mm/分钟的速度下降,测定电解质片的强度。结果如表1所示。应予说明,判定基准如下所述。
[0137]
◎
:强度为200mpa以上。
[0138]
○
:强度为160mpa以上且小于200mpa。
[0139]
×
:强度小于160mpa。
[0140]
[表1]
[0141][0142]
如表1所示那样,实施例1~4的电解质片中,凹部的算术平均深度为0.25μm~4.0μm,凹部的个数密度为100万个/cm2~1亿个/cm2。因此,实施例1~4的电解质片的强度高。另外,实施例1~4的电解质片在组装到固体氧化物型燃料电池中时,电极与气体的接触面积变大,其结果是,可认为固体氧化物型燃料电池的发电效率提高。
[0143]
如表1所示那样,比较例1、2的电解质片虽然强度均高,但是凹部的算术平均深度小于0.25μm。因此,比较例1、2的电解质片在组装到固体氧化物型燃料电池中时,电极与气体的接触面积变小,其结果是,可认为固体氧化物型燃料电池的发电效率降低。
[0144]
如表1所示那样,比较例3的电解质片中,凹部的算术平均深度大于4.0μm,凹部的
个数密度低于100万个/cm2,因此强度低。
[0145]
符号说明
[0146]
1g陶瓷生片
[0147]
1s未烧结板状体
[0148]
1t陶瓷生带
[0149]
2b树脂粉末
[0150]
2e树脂层
[0151]
10、130固体氧化物型燃料电池用电解质片(电解质片)
[0152]
10g未烧结体
[0153]
10p陶瓷板状体
[0154]
10r凹部
[0155]
100固体氧化物型燃料电池用单体电池(单体电池)
[0156]
110燃料极
[0157]
120空气极
[0158]
x铸造方向
[0159]
y与铸造方向垂直的方向
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1