电芯模组、电芯总成及激光焊接工装的制作方法
本技术涉及电池以及电池的安装,具体地涉及一种电芯模组、电芯总成及激光焊接工装。
背景技术:
1、目前,对于软包电池,多个电芯的极耳之间通常使用汇流排电连接,从而实现多个电芯之间的电性连接。但是,为了满足载流的要求,汇流排的尺寸通常较大,这增加了电芯模组的体积,而且由于汇流排的制作工艺复杂,导致生产效率较低,而且增加了电芯的制作成本。
技术实现思路
1、本实用新型的目的是为了克服现有技术存在的因设置汇流排而造成的电芯模组体积较大,生产效率较低,而且电芯的制作成本较高的问题。
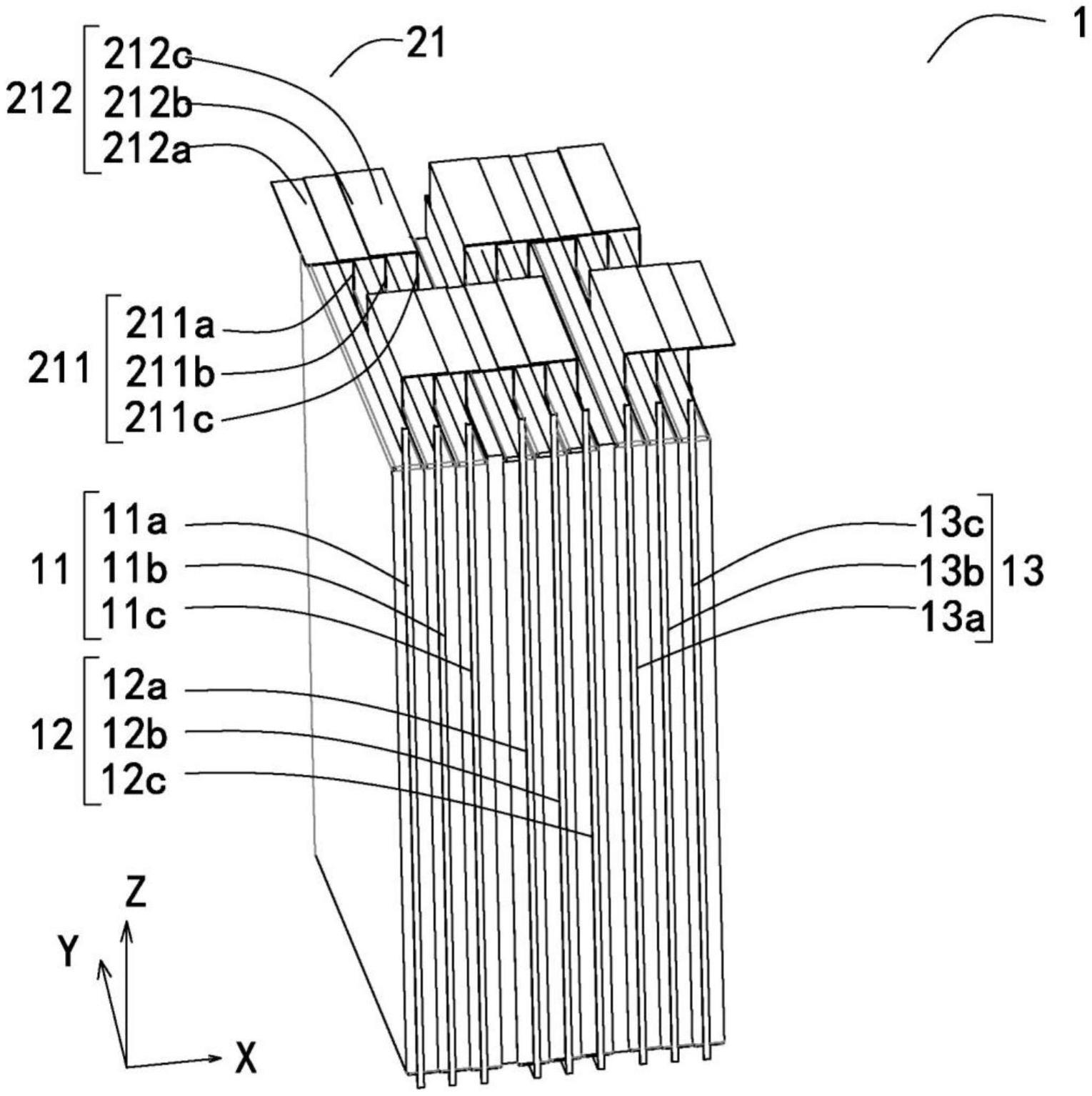
2、为了实现上述目的,本实用新型第一方面提供一种电芯模组,包括至少一组电芯组,每组所述电芯组包括堆叠的多个电芯,每个所述电芯的极耳为两个,分别为正极极耳和负极极耳;
3、每个所述极耳均包括从所述电芯同一侧延伸出的第一部分和相对于所述第一部分弯折的第二部分;所述电芯的正极极耳和负极极耳的所述第二部分的弯折方向相反,并且每相邻两个所述电芯的正极极耳的所述第二部分的弯折方向相同,且相互搭接;每相邻两个所述电芯的负极极耳的所述第二部分的弯折方向相同,且相互搭接,以实现多个所述电芯的并联;或者,每相邻的两个所述电芯中,其中一个所述电芯的正极极耳的所述第二部分与其中另一个所述电芯的负极极耳的所述第二部分相互搭接,以实现每相邻的两个所述电芯的串联;
4、或者,每个所述电芯的正极极耳和负极极耳分别位于所述电芯的彼此相对的两侧,并且,每个所述电芯的两个极耳中,第一个极耳包括所述第一部分和所述第二部分,第二个极耳包括所述第一部分;其中,每相邻的两个电芯的所述第一个极耳的所述第二部分相互搭接,或者每相邻的两个电芯的所述第二个极耳的所述第一部分相互搭接。
5、可选的,在与多个所述电芯的堆叠方向相互垂直的方向上,相邻两个所述电芯的极耳的所述第二部分部分交错。
6、可选的,每相邻两个所述电芯的极耳采用激光焊接的方式连接。
7、可选的,所述电芯组为多组,且多组所述电芯组沿多个所述电芯的堆叠方向设置;
8、在每相邻的两组所述电芯组中,其中一组所述电芯组中的所述电芯的正极极耳与相邻的其中另一组所述电芯组中的多个所述电芯的负极极耳电连接,以实现相邻的两组所述电芯组的串联;或者,相邻的两组所述电芯组中的所述电芯的正极极耳电连接,相邻的两组所述电芯组中的所述电芯的负极极耳电连接,以实现相邻的两组所述电芯组的并联。
9、可选的,每个所述电芯的极耳为两个,分别为正极极耳和负极极耳,且分别位于所述电芯的彼此相对的两侧,并且,每个所述电芯的两个极耳中,第一个极耳包括从所述电芯延伸出的第一部分和相对于所述第一部分弯折的第二部分,第二个极耳包括从所述电芯延伸出的第一部分;其中,每相邻的两个电芯的所述第一个极耳的所述第二部分相互搭接,或者每相邻的两个电芯的所述第二个极耳的所述第一部分相互搭接;
10、所述电芯模组包括至少一个电芯单元,每个所述电芯单元包括多组所述电芯组,每相邻的两组所述电芯组中,相邻的两个所述电芯的极耳电连接;
11、所述电芯单元为多个时,每相邻的两个所述电芯单元中,其中一个所述电芯单元中的各个所述电芯的同一侧极耳与其中另一个所述电芯单元中的各个所述电芯的同一侧极耳一一对应地电连接,以实现相邻的两个所述电芯单元之间的电性连接。
12、本实用新型第二方面提供一种电芯总成,包括本实用新型实施例提供的上述电芯模组。
13、可选的,所述电芯模组为多个,且相邻的两个所述电芯模组之间设置有防火片。
14、本实用新型第三方面提供一种激光焊接工装,所述激光焊接工装用于辅助采用激光焊接的方式将每相邻的两个电芯的极耳电连接,每个所述极耳均包括从所述电芯延同一侧伸出的第一部分和相对于所述第一部分弯折的第二部分;其中,每相邻两个所述电芯的极耳的所述第二部分的弯折方向相同,且相互搭接;
15、所述激光焊接工装包括激光治具组件,所述激光治具组件用于在激光焊接时位于所述第二部分的靠近所述电芯的一侧,以支撑所述第二部分,并保护所述第二部分以及位于所述第二部分的靠近所述电芯的一侧的部件。
16、可选的,所述激光治具组件包括第一激光治具和第二激光治具,所述第一激光治具和第二激光治具在激光焊接时均位于所述第二部分的靠近所述电芯的一侧,且所述第二激光治具位于所述第一激光治具的远离所述电芯的一侧,并且所述第一激光治具和第二激光治具中均设置有供所述第一部分穿过的插槽;其中,
17、所述第一激光治具用于吸收激光能量;
18、所述第二激光治具用于支撑所述第二部分,且采用透射激光的材质制作。
19、可选的,所述第一激光治具包括第一子治具和第二子治具,所述第二激光治具包括第三子治具和第四子治具,且分别与所述第一子治具和第二子治具对应设置;
20、所述插槽包括分别设置在所述第一子治具和第二子治具上的第一子插槽,以及分别设置在所述第三子治具和第四子治具上的第二子插槽;
21、所述激光焊接工装还包括第一辅助组件和第二辅助组件,其中,所述第一辅助组件用于带动所述第一子治具与所述第三子治具同步移动,所述第二辅助组件用于带动所述第二子治具与所述第四子治具同步移动,以使所述第一子治具与所述第二子治具相互对接或者分离,同时所述第三子治具与所述第四子治具相互对接或者分离;并且,所述第一子治具和第二子治具在相互对接或者分离的过程中,相应的所述第一部分移入或移出所述第一子插槽;所述第三子治具和第四子治具在相互对接或者分离的过程中,相应的所述第一部分移入或移出所述第二子插槽。
22、可选的,所述激光治具组件包括第一激光治具和第二激光治具,其中,
23、所述第一激光治具位于所述第二部分的靠近所述电芯的一侧,且设置有供所述第一部分穿过的插槽,所述第一激光治具用于支撑所述第二部分,并且在所述第一激光治具上还设置有激光避让槽;
24、所述第二激光治具位于所述第二部分的远离所述电芯的一侧,用于压住所述第二部分,且在所述第二激光治具上对应各个所述第二部分的位置处设置有供激光穿过的通槽。
25、可选的,所述第一激光治具包括第一子治具和第二子治具,所述第二激光治具包括第三子治具和第四子治具,且分别与所述第一子治具和第二子治具对应设置;
26、所述插槽包括分别设置在所述第一子治具和第二子治具上的子插槽;
27、所述激光焊接工装还包括第一辅助组件和第二辅助组件,其中,所述第一辅助组件用于带动所述第一子治具与所述第三子治具同步移动,所述第二辅助组件用于带动所述第二子治具与所述第四子治具同步移动,以使所述第一子治具与所述第二子治具相互靠近或者分离,同时所述第三子治具与所述第四子治具相互靠近或者分离;并且,所述第一子治具和第二子治具在相互靠近或者分离的过程中,相应的所述第一部分移入或移出所述子插槽。
28、可选的,所述激光焊接工装还包括底板,所述电芯模组设置在所述底板上,且在所述底板上设置有导轨,所述导轨的延伸方向与所述多个电芯的堆叠方向相互垂直;所述第一辅助组件和第二辅助组件上均设置有与所述导轨滑动配合的滑动结构,所述滑动结构用于带动所述第一辅助组件和第二辅助组件沿所述导轨滑动。
29、可选的,在所述底板上,且位于所述第一辅助组件和第二辅助组件之间还设置有两个夹板,所述两个夹板在所述多个电芯的堆叠方向上相对设置,用于将所述电芯模组夹持在二者之间。
30、可选的,所述激光治具组件还包括支撑冷却机构,所述支撑冷却机构与所述第一激光治具连接,所述第二激光治具与所述第一激光治具连接;所述支撑冷却机构用于支撑所述第二激光治具与所述第一激光治具,并对二者进行冷却。
31、本实用新型实施例提供的电芯模组及其连接方法、电芯总成及激光焊接工装的技术方案,通过将每相邻两个电芯的极耳采用直接接触的方式电连接,不仅可以实现多个电芯的电性连接,同时保证满足载流的要求,而且可以不使用汇流排,从而可以减小电芯模组的体积,简化模组的制作工艺,进而可以提高生产效率,降低电芯的制作成本。
- 还没有人留言评论。精彩留言会获得点赞!