一种锂电池生产自动化组装机的制作方法
1.本发明涉及锂电池制造领域,特别涉及一种锂电池生产自动化组装机。
背景技术:
[0002]“锂电池”,是一类由锂金属或锂合金为正/负极材料、使用非水电解质溶液的电池。由于锂金属的化学特性非常活泼,使得锂金属的加工、保存、使用,对环境要求非常高。随着科学技术的发展,锂电池已经成为了主流。锂电池大致可分为两类:锂金属电池和锂离子电池。锂离子电池不含有金属态的锂,并且是可以充电的。锂电池的制作工艺大致分为四道程序:一是极片制作、二是电芯组装、三是电芯启动检测、四是电池封装。其中极片制作的步骤又可以细分为极片冲切,即把制作好的极片冲切成指定的形状,然后把极片压入电池中,但是在极片的压入中往往会存在如下问题;
[0003]
极片压入时,首先电池要和极片相对应,然后进行压制,但是压制时,电池可能发生位置偏移打滑,使得电池和极片之间压制时不能对准,这样使得电池的压制失败,导致该组压制的电池和极片报废。
技术实现要素:
[0004]
本发明所要解决其技术问题所采用以下技术方案来实现:一种锂电池生产自动化组装机,包括工作台、压片盒、安装盖和下压装置,所述工作台下方四角处安装有脚架,工作台上方安装有多组压片盒,压片盒上方安装有下压装置,压片盒上端铰接有安装盖,此外,还包括有安装套,其中;
[0005]
所述压片盒包括安装盒、锁紧机构、限位柱、连接块、二号丝杠、一号丝杠、回形框和固定机构,所述安装盒为回形盒状结构,安装盒的盒底开设有多组一号电池孔,一号电池孔按矩阵排布,一号电池孔内设置有锁紧机构,安装盒上端前侧的盒底上安装有限位柱,安装盒后侧的中部内壁上和上部内壁上均安装有连接块,两组连接块之间转动连接有二号丝杠,下方的连接块和安装盒的底部之间转动连接有一号丝杠,一号丝杠和二号丝杠上均螺纹连接有回形框,回形框内安装有固定机构;具体工作时,将电池穿过固定机构,下端放置在一号电池孔内,此时锁紧机构和一号电池孔对放置的电池起到了初步定位作用。
[0006]
所述安装盖包括盖板、矩形块、弹簧板、下压弹簧、压动块、五号弹簧、六号弹簧、匚形条和二号卡紧块,所述安装盒上端铰接有盖板,盖板中部开设有矩形孔,矩形孔内滑动对接有矩形块,矩形块前后端连接有弹簧板,弹簧板靠近盖板的一端通过下压弹簧与盖板相连接,矩形块上开设有与一号电池孔位置对应的二号电池孔,二号电池孔孔底通过五号弹簧与压动块相连接,压动块为半径为从下到上逐渐增大的圆台结构,二号电池孔两侧开设有滑动槽,滑动槽远离压动块的一侧槽底通过六号弹簧与匚形条相连接,匚形条下方相对端面上连接有二号卡紧块;矩形块向下运动时,电池上端进入二号电池孔,下压过程中,压动块向二号电池孔孔底运动,带动匚形条向靠近彼此的方向运动,从而带动二号卡紧块向靠近彼此的方向运动,二号卡紧块对电池上端起到了锁紧固定的作用,同时锁紧机构会对
电池下端锁紧固定,电池在此过程中实现极片压入。
[0007]
所述安装套包括筒壳、滑动柱、套筒、下压头、复位弹簧、卡接弹簧、卡接块、安装板、t形按钮和按钮弹簧,所述筒壳为空心圆柱结构,筒壳的直径与二号电池孔的直径相同,工作时安装套的筒壳上端插入到二号电池孔内,筒壳内滑动插设有滑动柱,滑动柱末端套设有套筒,套筒远离滑动柱的一端固定有下压头,下压头滑动穿设过筒壳,套筒上端通过复位弹簧与筒壳内壁相连接,套筒外壁通过卡接弹簧与卡接块相连接,筒壳外壁前后开设有两组与卡接块配合的卡接口,筒壳外壁上安装有l形结构的安装板,安装板外端通过按钮弹簧与t形按钮相连接,t形按钮滑动穿设过安装板,且t形按钮恰好对应远离下压头的卡接口;具体工作时,将电池极片置于滑动柱上端,将筒壳插入至二号电池孔内,按下下压头,卡接块会进入远离下压头一端的卡接口,此时极片会贴入到压动块上,按动t形按钮能够下压卡接块,在复位弹簧的作用下能够带动下压头复位,此时卡接块卡入靠近下压头一端的卡接口上,下压头的位置被固定。
[0008]
所述下压装置包括l形连接板、气缸、水平板和下压柱,所述工作台上端面安装有l形连接板,l形连接板下端安装有气缸、气缸的顶出端连接有水平板,水平板对应矩形块位置安装有多组下压柱;具体工作时,关闭盖板,启动气缸能够带动水平板向下运动,进而带动下压柱向下运动。
[0009]
作为本发明的一种优选技术方案,所述一号丝杠的下侧外壁上和二号丝杠的上侧外壁上均固定套设有从动锥齿轮,从动锥齿轮的后侧啮合有主动锥齿轮,主动锥齿轮固定套设在转动柱的前端,转动柱转动穿设过安装盒并与转动把手相连接;通过转动转动把手,能够带动主动锥齿轮转动,从而带动从动锥齿轮转动,实现带动一号丝杠和二号丝杠转动,进而起到了调节回形框位置的作用,使得本装置能够适应配合不同长度的电池。
[0010]
作为本发明的一种优选技术方案,所述锁紧机构包括接触块、一号弹簧、挤出块、二号弹簧、顶动块、三号弹簧、作用块、四号弹簧和一号卡紧块,所述一号电池孔孔底通过一号弹簧与接触块相连接,一号电池孔外端前后侧开设有连接槽,接触块下端两侧分别与两组挤出块相抵触,两组挤出块均为直角梯形结构,两组挤出块的相对侧均为倾斜向下形状,挤出块远离彼此的一端均通过二号弹簧与连接槽内壁相连接,挤出块上端均与顶动块相抵触,顶动块远离挤出块的一端通过三号弹簧与连接槽上端内壁相连接,顶动块上端靠近接触块的一端与作用块相抵触,作用块为梯形结构,作用块远离接触块的一端从上向下逐渐倾斜,作用块从上到下宽度逐渐减少,作用块靠近接触块的一端通过四号弹簧与连接槽相对侧内壁相连接,作用块靠近彼此的一端连接有一号卡紧块;在电池下压时,接触块被带动向下运动,从而带动挤出块向远离彼此的方向运动,接触块带动顶动块向上运动,顶动块带动作用块向靠近彼此的方向运动,从而带动一号卡紧块向靠近彼此的方向运动,最终实现对电池下端的固定卡紧。
[0011]
作为本发明的一种优选技术方案,所述固定机构包括固定板、移动板、一号柱、二号柱和转动电机,回形框内平行设置有一号柱和二号柱,其中一号柱与回形框前后侧内壁为固定连接关系,二号柱转动连接在回形框前后侧内壁之间,二号柱上间隔设置有螺纹,螺纹位置分别螺纹连接有移动板,一号柱滑动穿设过移动板,一号柱上固定有多组与移动板位置相对应的固定板,二号柱滑动穿设过固定板,固定板在对应移动板的后侧,对应的移动板和固定板的相对侧开设有与电池配合的半圆形孔,回形框的前端通过电机座安装有转动
电机,转动电机的输出轴与二号柱相连接;启动转动电机,能够带动二号柱转动,从而带动移动板运动,移动板和固定板的共同作用下,能够对电池中部进行限位。
[0012]
作为本发明的一种优选技术方案,所述安装盒后端面上下开设有指针孔,安装盒后端面对应指针孔位置分别设置有刻度,所述回形框后端面上安装有l形指针,l形指针穿过指针孔指向刻度;通过观察l形指针的刻度,可以知道回形框的位置,且通过观察调试一组数据,可以对其余的安装盒内的回形框的调试起到指导作用。
[0013]
作为本发明的一种优选技术方案,所述下压柱的直径与电池极片的直径相同,且滑动柱前端具有磁性。
[0014]
作为本发明的一种优选技术方案,所述压动块内设置有磁铁,磁铁磁性强于滑动柱前端的磁性。
[0015]
作为本发明的一种优选技术方案,所述卡接块外端远离下压头的一侧为弧形结构。
[0016]
与现有技术相比,本发明具有以下优点:
[0017]
1.本发明设置的安装盒,能够同时安装多组电池,且能够对电池进行水平限位,配合本发明中的放置极片的安装盖,在电池极片压紧时,能够同时对电池的上下端再夹紧固定,防止电池极片压入时电池发生位置偏移,从而影响电池的制造;
[0018]
2.本发明中安装盒底部设置有锁紧机构,在电池进行压制时,锁紧机构能够对电池下端进行锁紧固定;
[0019]
3.本发明通过设置的安装套,能够快速准确的将极片贴入到压动块上;
[0020]
4.本发明中二号电池孔内部设置的二号卡紧块,在电池极片卡紧时,能够对电池上端进行夹持固定,防止电池发生偏移从而影响极片压入。
附图说明
[0021]
下面结合附图和实施例对本发明进一步说明。
[0022]
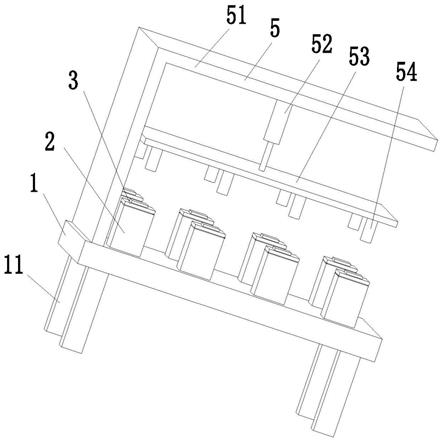
图1是本发明的立体图;
[0023]
图2是本发明中压片盒的立体图;
[0024]
图3是本发明图2中a处放大图;
[0025]
图4是本发明中压片盒的剖视图;
[0026]
图5是本发明中压片盒的内部结构示意图;
[0027]
图6是本发明中安装盖的结构示意图;
[0028]
图7是本发明锁紧机构的结构示意图;
[0029]
图8是本发明图7中b处放大图;
[0030]
图9是本发明安装套的立体图;
[0031]
图10是本发明安装套的结构示意图。
具体实施方式
[0032]
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合图1至图10,对本发明进行进一步阐述。
[0033]
一种锂电池生产自动化组装机,包括工作台1、压片盒2、安装盖3和下压装置5,所
述工作台1下方四角处安装有脚架11,工作台1上方安装有多组压片盒2,压片盒2上方安装有下压装置5,压片盒2上端铰接有安装盖3,此外,还包括有安装套4,其中;
[0034]
所述压片盒2包括安装盒21、锁紧机构22、限位柱23、连接块24、二号丝杠25、一号丝杠26、回形框27和固定机构28,所述安装盒21为回形盒状结构,安装盒21的盒底开设有多组一号电池孔,一号电池孔按矩阵排布,一号电池孔内设置有锁紧机构22,锁紧机构22包括接触块221、一号弹簧222、挤出块223、二号弹簧224、顶动块225、三号弹簧226、作用块227、四号弹簧228和一号卡紧块229,所述一号电池孔孔底通过一号弹簧222与接触块221相连接,一号电池孔外端前后侧开设有连接槽,接触块221下端两侧分别与两组挤出块223相抵触,两组挤出块223均为直角梯形结构,两组挤出块223的相对侧均为倾斜向下形状,两组挤出块223远离彼此的一端均通过二号弹簧224与连接槽内壁相连接,挤出块223上端均与顶动块225相抵触,顶动块225远离挤出块223的一端均通过三号弹簧226与连接槽上端内壁相连接,顶动块225上端靠近接触块221的一端与作用块227相抵触,作用块227为梯形结构,作用块227远离接触块221的一端从上向下逐渐倾斜,作用块227从上到下宽度逐渐减少,作用块227靠近接触块221的一端通过四号弹簧228与连接槽相对侧内壁相连接,作用块227靠近彼此的一端连接有一号卡紧块229,在电池下压时,接触块221被带动向下运动,从而带动挤出块223向远离彼此的方向运动,接触块221带动顶动块225向上运动,顶动块225带动作用块227向靠近彼此的方向运动,从而带动一号卡紧块229向靠近彼此的方向运动,最终实现对电池下端的固定卡紧,安装盒21上端前侧的盒底上安装有限位柱23,安装盒21后侧的中部内壁上和上部内壁上均安装有连接块24,两组连接块24之间转动连接有二号丝杠25,下方的连接块24和安装盒21的底部之间转动连接有一号丝杠26,一号丝杠26的下侧外壁上和二号丝杠25的上侧外壁上均固定套设有从动锥齿轮251,从动锥齿轮251的后侧啮合有主动锥齿轮252,主动锥齿轮252固定套设在转动柱253的前端,转动柱253转动穿设过安装盒21并与转动把手254相连接,一号丝杠26和二号丝杠25上均螺纹连接有回形框27,通过转动转动把手254,能够带动主动锥齿轮252转动,从而带动从动锥齿轮251转动,实现带动一号丝杠26和二号丝杠25转动,进而起到了调节回形框27位置的作用,使得本装置能够适应配合不同长度的电池,限位柱23滑动穿设过回形框27,安装盒21后端面上下开设有指针孔211,安装盒21后端面对应指针孔211位置分别设置有刻度,所述回形框27后端面上安装有l形指针212,l形指针212穿过指针孔211指向刻度,通过观察l形指针212的刻度,可以知道回形框27的位置,且通过观察调试一组数据,可以对其余的安装盒21内的回形框27的调试起到指导作用,回形框27内安装有固定机构28,固定机构28包括固定板281、移动板282、一号柱283、二号柱284和转动电机285,所述回形框27内平行设置有一号柱283和二号柱284,其中一号柱283与回形框27前后侧内壁为固定连接关系,二号柱284转动连接在回形框27前后侧内壁之间,二号柱284上间隔设置有螺纹,螺纹位置分别螺纹连接有多个移动板282,一号柱283滑动穿设过移动板282,一号柱283上固定有多组与移动板282位置相对应的固定板281,二号柱284滑动穿设过固定板281,固定板281在对应移动板282的后侧,对应的移动板282和固定板281的相对侧开设有与电池配合的半圆形孔,回形框27的前端通过电机座安装有转动电机285,转动电机285的输出轴与二号柱284相连接,启动转动电机285,能够带动二号柱284转动,从而带动移动板282运动,在移动板282和固定板281的共同作用下,能够对电池中部进行限位;具体工作时,将电池穿过固定机构28,下端放置在一号电池孔内,此时锁紧机
构22和一号电池孔对放置的电池起到了初步定位作用。
[0035]
所述安装盖3包括盖板31、矩形块32、弹簧板33、下压弹簧34、压动块35、五号弹簧36、六号弹簧37、匚形条38和二号卡紧块39,所述安装盒21上端铰接有盖板31,盖板31中部开设有矩形孔,矩形孔内滑动对接有矩形块32,矩形块32前后端连接有弹簧板33,弹簧板33靠近盖板31的一端通过下压弹簧34与盖板31相连接,矩形块32上开设有与一号电池孔位置对应的二号电池孔,二号电池孔孔底通过五号弹簧36与压动块35相连接,压动块35为从下到上半径逐渐增大的圆台结构,压动块35内设置有磁铁,二号电池孔两侧开设有滑动槽,滑动槽远离压动块35的一侧槽底通过六号弹簧37与匚形条38相连接,匚形条38下方相对端面上连接有二号卡紧块39;
[0036]
所述安装套4包括筒壳41、滑动柱42、套筒43、下压头44、复位弹簧45、卡接弹簧46、卡接块47、安装板48、t形按钮49和按钮弹簧50,所述筒壳41为空心圆柱结构,筒壳41的直径与二号电池孔的直径相同,工作时安装套4的筒壳41上端插入到二号电池孔内,筒壳41内滑动插设有滑动柱42,滑动柱42上端具有磁性,滑动柱42末端套设有套筒43,套筒43远离滑动柱42的一端固定有下压头44,下压头44滑动穿设过筒壳41,套筒43上端通过复位弹簧45与筒壳41内壁相连接,套筒43外壁通过卡接弹簧46与卡接块47相连接,卡接块47外端远离下压头44的一侧为弧形结构,筒壳41外壁前后开设有两组与卡接块47配合的卡接口,筒壳41外壁上安装有l形结构的安装板48,安装板48外端通过按钮弹簧50与t形按钮49相连接,t形按钮49滑动穿设过安装板48,且t形按钮49恰好对应远离下压头44的卡接口;具体工作时,将电池极片置于滑动柱42上端,将筒壳41插入至二号电池孔内,按下下压头44,卡接块47会进入远离下压头44一端的卡接口,此时极片会贴入到压动块35上,按动t形按钮49能够下压卡接块47,在复位弹簧45的作用下能够带动下压头44复位,此时卡接块47卡入靠近下压头端的卡接口上,下压头44的位置被固定。
[0037]
所述下压装置5包括l形连接板51、气缸52、水平板53和下压柱54,所述工作台1上端面安装有l形连接板51,l形连接板51下端安装有气缸52、气缸52的顶出端连接有水平板53,水平板53对应矩形块32位置安装有多组下压柱54,下压柱54的直径与电池极片的直径相同;具体工作时,关闭盖板31,启动气缸52能够带动水平板53向下运动,进而带动下压柱54向下运动,下压柱54能够向下压动矩形块32,电池上端进入二号电池孔,下压过程中,压动块35向二号电池孔孔底运动,带动匚形条38向靠近彼此的方向运动,从而带动二号卡紧块39向靠近彼此的方向运动,二号卡紧块39对电池上端起到了锁紧固定的作用,同时锁紧机构22会对电池下端锁紧固定,电池在此过程中实现极片压入。
[0038]
具体工作时,打开安装盖3,通过安装套4将电池极片安装到二好电池孔内,首先将电池极片置于滑动柱42上端,将筒壳41插入至二号电池孔内,按下下压头44,卡接块47会进入远离下压头44一端的卡接口,此时极片会贴入到压动块35底部,按动t形按钮49能够下压卡接块47,在复位弹簧45的作用下能够带动下压头44复位,此时取出安装套4,电池极片完成安装,然后将电池穿过固定机构28,下端放置在一号电池孔内,此时锁紧机构22和一号电池孔对放置的电池起到了初步定位作用,起到转动电机285,带动丝杠转动,最终实现移动板282移动的目的,移动板282和固定板281的共同作用下,能够对电池进行水平限位,此时电池仍可上下滑动,盖上盖板31,启动气缸52能够带动水平板53向下运动,进而带动下压柱54向下运动,下压柱54能够向下压动矩形块32,电池上端进入二号电池孔,下压过程中,压
动块35向二号电池孔孔底运动,带动匚形条38向靠近彼此的方向运动,从而带动二号卡接块47向靠近彼此的方向运动,二号卡接块47对电池上端起到了锁紧固定的作用,同时锁紧机构22会对电池下端锁紧固定,电池在此过程中实现极片的压入。
[0039]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1