一种自动取放层压框设备的制作方法
1.本发明涉及光伏组件生产技术领域,特别是涉及一种自动取放层压框设备。
背景技术:
2.太阳能层压机,常称作层压机,通常是把玻璃、eva、电池片、eva和背板这几层物质压合在一起的机械装备,太阳能层压机应用于太阳能电池光伏生产线上,其原理就是在各层物质的外表施加一定的压力,在加热状态下将这些物质严密地压合在一起,为保证压装效率,通常多组一起压装,太阳能光伏组件包括玻璃、eva、电池片和背板,有一定的厚度,在层压的时候为保证其层压不错位,通常配置层压框。
3.目前组件厂家生产双玻组件时使用的层压框多为人工上下料,由于一次层压多组,人工上下料效率低,这种方式浪费了大量的人力财力,且影响生产节奏,温度高,操作环境恶劣,急需开发一套全自动取放层压框设备来解决目前的问题。
技术实现要素:
4.本发明主要解决的技术问题是提供一种自动取放层压框设备,结构紧凑,运行平稳,能够替代人工自动对层压框进行取框、回流、缓存和放框处理,能够平稳输送产品,节省了人力,提高了生产效率,保证生产节奏。
5.为解决上述技术问题,本发明采用的一个技术方案是:提供一种自动取放层压框设备,该种自动取放层压框设备包括层压机、双层输送线、升降机、放框机构、取框机构、回流输送线、缓存机构、上框机构和检测机构,所述双层输送线经过层压机,双层输送线两侧对接设置有升降机,双层输送线输入端的升降机上端安装有放框机构,双层输送线输出端的升降机上端安装有取框机构,放框机构和取框机构通过回流输送线对接,回流输送线设置于层压机上端,沿回流输送线的输送方向设置有缓存机构和上框机构,所述双层输送线的输入端还安装有用于检测层压框是否摆正的检测机构。
6.优选的是,所述取框机构包括取框机架、夹框组件和取框组件,所述取框机架上安装有夹框组件和取框组件,所述夹框组件包括z轴气缸、升降架、直线滑轨、调节滑轨、连接板、推拉气缸、双头夹紧气缸和夹块,两z轴气缸竖直设置于取框机架上,z轴气缸驱动升降架移动,升降架通过直线滑轨与取框机架滑动连接,升降架下端两侧安装有调节滑轨,调节滑轨的滑块上安装有连接板,连接板下端安装有推拉气缸,推拉气缸的活塞杆法兰板上安装有竖直设置的双头夹紧气缸,双头夹紧气缸的两夹臂上安装有夹块;所述取框组件包括x轴气缸、取框移载架、x向滑轨、x向调节滑轨、连接架、升降气缸、脱料气缸和托板,所述x轴气缸固定于取框机架顶部横梁上,x轴气缸驱动取框移载架移动,取框移载架通过x向滑轨与取框机架顶部横梁滑动连接,取框移载架下端两侧安装有x向调节滑轨,同一侧两x向调节滑轨的滑块上共装有连接架,连接架两侧外端安装有位置可调的升降气缸,升降气缸的活塞杆法兰板上安装有脱料气缸,脱料气缸的的活塞杆法兰板上安装有用于支撑层压框的托板,托板两两相对。
7.优选的是,所述回流输送线包括支架、输送皮带线、过渡皮带线和规正组件,所述支架上安装有两条多段首尾相对的输送皮带线,相邻两输送皮带线通过过渡皮带线过渡连接,输送皮带线两侧设置有至少两组规正组件,确保层压框平稳有序的运送到放框处。
8.优选的是,所述缓存机构包括阻挡气缸、挡板、缓冲滑轨、推板、缓冲连接架、顶升气缸、顶升板和叠料规正组件,两阻挡气缸竖直设置于支架上,阻挡气缸的活塞杆法兰板上安装有挡板,支架两侧设置有两缓冲滑轨,缓冲滑轨的滑块上安装有推板,推板前侧安装有缓冲连接架,缓冲连接架两侧安装有顶升气缸,顶升气缸的活塞杆法兰板上安装有顶升板,两侧的推板上还安装有叠料规正组件;所述叠料规正组件包括底板、挡料板、笔形气缸、导向滑轨、推拉板、支撑块和规正板,所述底板固定于推板上,两底板上竖直安装有相对的挡料板,底板上还安装有笔形气缸和导向滑轨,导向滑轨上安装有推拉板,笔形气缸驱动推拉板沿导向滑轨方向滑动,推拉板上阵列安装有三个支撑块,支撑块上端安装有竖直的用于规正层压框的规正板,所述支撑块下部设有便于退出的导向斜面。
9.优选的是,所述上框机构包括y向调节滑轨、调节板、z向模组、升降板和上料板,两组y向调节滑轨分别设置于支架两侧,同侧两y向调节滑轨的滑块上共装有调节板,调节板上安装有z向模组,z向模组驱动升降板上移,升降板两侧安装有水平设置的上料板。
10.优选的是,所述放框机构包括放框机架、放框加框组件和电磁上料组件,所述放框机架上安装有放框加框组件和电磁上料组件,放框加框组件的结构与夹框组件的结构相同;所述电磁上料组件包括上料气缸、上料移栽架、上料滑轨、第一调节滑轨、上料支架、第二直线滑轨、上料气缸、上料板和电磁铁,所述上料气缸设置于放框机架顶部横梁上,上料气缸驱动上料移栽架沿x轴方向移动,上料移栽架通过上料滑轨与放框机架横梁滑动连接,上料移栽架下端两侧均安装有第一调节滑轨,同一侧两第一调节滑轨的滑块上共装有上料支架,上料支架两侧均安装有第二直线滑轨,第二直线滑轨的滑块上安装有竖直设置的上料气缸,上料气缸的活塞杆法兰板上安装有上料板,上料板下端安装有电磁铁,所述电磁铁通电带磁,用于吸附层压框,层压框的直角处安装有l型铁片。
11.优选的是,所述检测机构包括门形机架、安装板、滑台气缸、检测安装座、检测压板、限位销钉、连接杆、复位弹簧、到位传感器和传感器支架,两门形机架设置于双层输送线输入端支架上,门形机架的横梁上安装有两位置可调的安装板,安装板上安装有滑台气缸,滑台气缸的滑台上安装有检测安装座,检测安装座下端插装有检测压板,检测压板的杆部两端安装有限位销钉,检测安装座上设有与之配合的腰型孔,限位销钉横向穿过腰型孔,检测压板的连接杆部上端安装有连接杆,连接杆上套有复位弹簧,复位弹簧两端分别与检测安装座和检测压板相抵,连接杆上方设置有到位传感器,到位传感器通过传感器支架固定于检测安装座上端;所述检测压板由连接杆部和检测部组成,连接杆部下端安装有检测部,所述检测部呈圆形状,所述检测部下端对称设置有两导向斜面,当层压框搭在电池组件上,产品能够沿导向斜面抬起检测压板,避免硬接触损坏产品。
12.与现有技术相比,本发明的有益效果是:
13.结构紧凑,运行平稳,能够替代人工自动对层压框进行取框、回流、缓存和放框处理,能够平稳输送产品,节省了人力,提高了生产效率,保证生产节奏。
附图说明
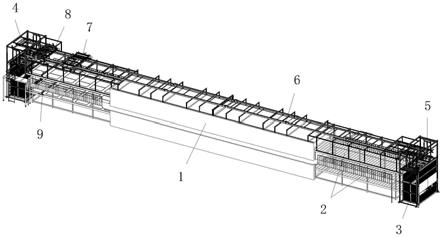
14.图1为一种自动取放层压框设备的结构示意图。
15.图2为一种自动取放层压框设备的主视图。
16.图3为图2局部结构示意图。
17.图4为一种自动取放层压框设备的取框机构主视图。
18.图5为一种自动取放层压框设备的取框机构部分结构示意图。
19.图6为一种自动取放层压框设备的回流输送线局部结构示意图。
20.图7为一种自动取放层压框设备的缓存机构结构示意图。
21.图8为一种自动取放层压框设备的缓存机构部分结构示意图。
22.图9为一种自动取放层压框设备的上框机构结构示意图。
23.图10为一种自动取放层压框设备的放框机构主视图。
24.图11为一种自动取放层压框设备的放框机构部分结构示意图。
25.图12为一种自动取放层压框设备的检测机构结构示意图。
26.图13为一种自动取放层压框设备的检测机构局部结构示意图。
27.图14为一种自动取放层压框设备的检测机构部分剖视图。
28.图15为一种自动取放层压框设备的检测压板结构示意图。
具体实施方式
29.下面结合附图对本发明较佳实施例进行详细阐述,以使发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
30.请参阅图1至图15,本发明实施例包括:
31.一种自动取放层压框设备,该种自动取放层压框设备包括层压机1、双层输送线2、升降机3、放框机构4、取框机构5、回流输送线6、缓存机构7、上框机构8和检测机构9,所述双层输送线2经过层压机1,双层输送线2两侧对接设置有升降机3,双层输送线2输入端的升降机上端安装有放框机构4,双层输送线2输出端的升降机上端安装有取框机构5,放框机构4和取框机构5通过回流输送线6对接,回流输送线6设置于层压机1上端,沿回流输送线6的输送方向设置有缓存机构7和上框机构8,所述双层输送线2的输入端还安装有用于检测层压框是否摆正的检测机构9。
32.所述取框机构5包括取框机架51、夹框组件52和取框组件53,所述取框机架51上安装有夹框组件52和取框组件53,所述夹框组件52包括z轴气缸521、升降架52、直线滑轨53、调节滑轨54、连接板55、推拉气缸56、双头夹紧气缸57和夹块58,两z轴气缸521竖直设置于取框机架51上,z轴气缸521驱动升降架52移动,升降架52通过直线滑轨53与取框机架51滑动连接,升降架52下端两侧安装有调节滑轨54,调节滑轨54的滑块上安装有连接板55,连接板55下端安装有推拉气缸56,推拉气缸56的活塞杆法兰板上安装有竖直设置的双头夹紧气缸57,双头夹紧气缸57的两夹臂上安装有夹块58;所述取框组件53包括x轴气缸531、取框移载架532、x向滑轨533、x向调节滑轨534、连接架535、升降气缸536、脱料气缸537和托板538,所述x轴气缸531固定于取框机架51顶部横梁上,x轴气缸531驱动取框移载架532移动,取框移载架532通过x向滑轨533与取框机架51顶部横梁滑动连接,取框移载架532下端两侧安装有x向调节滑轨534,同一侧两x向调节滑轨534的滑块上共装有连接架535,连接架535两侧
外端安装有位置可调的升降气缸536,升降气缸536的活塞杆法兰板上安装有脱料气缸537,脱料气缸537的的活塞杆法兰板上安装有用于支撑层压框的托板538,托板538两两相对。
33.所述回流输送线6包括支架61、输送皮带线62、过渡皮带线63和规正组件,所述支架61上安装有两条多段首尾相对的输送皮带线62,相邻两输送皮带线62通过过渡皮带线63过渡连接,输送皮带线两侧设置有至少两组规正组件(图中未画出),确保层压框平稳有序的运送到放框处。
34.所述缓存机构7包括阻挡气缸71、挡板72、缓冲滑轨73、推板74、缓冲连接架75、顶升气缸76、顶升板77和叠料规正组件78,两阻挡气缸71竖直设置于支架61上,阻挡气缸71的活塞杆法兰板上安装有挡板72,支架61两侧设置有两缓冲滑轨73,缓冲滑轨73的滑块上安装有推板74,推板74前侧安装有缓冲连接架75,缓冲连接架75两侧安装有顶升气缸76,顶升气缸76的活塞杆法兰板上安装有顶升板77,两侧的推板74上还安装有叠料规正组件78;所述叠料规正组件78包括底板781、挡料板782、笔形气缸783、导向滑轨784、推拉板785、支撑块786和规正板787,所述底板781固定于推板74上,两底板781上竖直安装有相对的挡料板782,底板781上还安装有笔形气缸783和导向滑轨784,导向滑轨784上安装有推拉板785,笔形气缸783驱动推拉板785沿导向滑轨784方向滑动,推拉板785上阵列安装有三个支撑块786,支撑块786上端安装有竖直的用于规正层压框的规正板787,所述支撑块786下部设有便于退出的导向斜面。
35.所述上框机构8包括y向调节滑轨81、调节板82、z向模组83、升降板84和上料板85,两组y向调节滑轨81分别设置于支架61两侧,同侧两y向调节滑轨81的滑块上共装有调节板82,调节板82上安装有z向模组83,z向模组83驱动升降板84上移,升降板84两侧安装有水平设置的上料板85。
36.所述放框机构4包括放框机架41、放框加框组件42和电磁上料组件43,所述放框机架41上安装有放框加框组件42和电磁上料组件43,放框加框组件42的结构与夹框组件52的结构相同;所述电磁上料组件43包括上料气缸431、上料移栽架432、上料滑轨433、第一调节滑轨434、上料支架435、第二直线滑轨436、上料气缸437、上料板438和电磁铁439,所述上料气缸431设置于放框机架41顶部横梁上,上料气缸431驱动上料移栽架432沿x轴方向移动,上料移栽架432通过上料滑轨433与放框机架41横梁滑动连接,上料移栽架432下端两侧均安装有第一调节滑轨434,同一侧两第一调节滑轨434的滑块上共装有上料支架435,上料支架435两侧均安装有第二直线滑轨436,第二直线滑轨436的滑块上安装有竖直设置的上料气缸437,上料气缸437的活塞杆法兰板上安装有上料板438,上料板438下端安装有电磁铁439,所述电磁铁439通电带磁,用于吸附层压框,层压框的直角处安装有l型铁片。
37.所述检测机构9包括门形机架91、安装板92、滑台气缸93、检测安装座94、检测压板95、限位销钉96、连接杆97、复位弹簧98、到位传感器99和传感器支架910,两门形机架91设置于双层输送线2输入端支架上,门形机架91的横梁上安装有两位置可调的安装板92,安装板92上安装有滑台气缸93,滑台气缸93的滑台上安装有检测安装座94,检测安装座94下端插装有检测压板95,检测压板95的杆部两端安装有限位销钉96,检测安装座94上设有与之配合的腰型孔940,限位销钉96横向穿过腰型孔940,检测压板95的连接杆部951上端安装有连接杆97,连接杆97上套有复位弹簧98,复位弹簧98两端分别与检测安装座94和检测压板95相抵,连接杆97上方设置有到位传感器99,到位传感器99通过传感器支架910固定于检测
安装座94上端;所述检测压板95由连接杆部951和检测部952组成,连接杆部951下端安装有检测部952,所述检测部952呈圆形状,所述检测部952下端对称设置有两导向斜面950,当层压框搭在电池组件上,产品能够沿导向斜面950抬起检测压板95,避免硬接触损坏产品。
38.本发明一种自动取放层压框设备工作时,扣装有层压框的太阳能光伏组件通过双层输送线2输送至层压机1下方,层压机1开始工作,一次层压六块产品,层压完成后,层压框和太阳能光伏组件通过双层输送线2输送至右侧的升降机3上,升降机3带动产品移至取框位置处,夹框组件52夹住层压框,太阳能光伏组件停留在升降机3的输送线上,此处输送机外机输出输送线,层压好的太阳能光伏组件移出,夹框组件52夹住层压框沿z轴上移,取框组件53抬起层压框并将其移至回流输送线6上,层压框依次移至缓存机构7处,阻挡气缸71驱动挡板72上移挡住层压框,顶升气缸76驱动顶升板77上移,四块顶升板77将层压框顶起,与此同时叠料规正组件78开始工作,笔形气缸783的活塞杆伸展带动两侧的支撑块786相对移动,支撑块786用于支撑层压框,此时规正板787对层压框进行规正,当下一层压块来料时,顶升板77顶起下一层压框,支撑块786退位,待顶升板77顶起下层层压框至一定高度后,叠料规正组件78重新抬起叠放在一起的层压框,重复上述步骤直至叠满15个左右,叠满后,缓存机构7将整垛的层压框落至回流输送线6上,移至上框机构8处,上框机构8依次将层压框顶至上框高度,电磁上料组件43通电吸附上框机构8出层压框,放框加框组件42夹紧电磁上料组件43处层压框沿z轴下移,放框加框组件42松开将层压框落扣在待层压的规正好的太阳能光伏组件上,此处太阳能光伏组件和层压框进行二次规正处理,扣装有层压框的太阳能光伏组件经过检测机构9,当摆放合格时即太阳能光伏组件正好位于层压框中部的矩形开口内,产品能够通过检测机构9,输送至层压机1处进行层压处理,当位置摆放不合格时,一般是层压框搭在太阳能光伏组件上,整体的产品厚度边高了,产品会将检测压板95抬起,到位传感器99检测到跟着抬起的连接杆97,设备报警,滑台气缸93的活塞杆收缩抬起检测压板95,预留人工操作空间,此时人工干预,摆好层压框,设备重新开始工作。
39.本发明一种自动取放层压框设备,结构紧凑,运行平稳,能够替代人工自动对层压框进行取框、回流、缓存和放框处理,能够平稳输送产品,节省了人力,提高了生产效率,保证生产节奏。
40.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1