线缆连电路板的焊接辅助件、线缆、电路板、组件和方法与流程
1.本发明涉及一种用于线缆与电路板的连接的焊接辅助件。本发明还涉及线缆、电路板以及具有这种焊接辅助件的组件。另外,本发明涉及一种使用这种焊接辅助件将线缆与电路板连接的方法。
背景技术:
2.线缆用于将电气或电子设备以信号技术和/或以能量技术耦联至其他装置。为此,带有设备的电气/电子部件的电路板具有与其相应的连接部,该连接部能够耦联至线缆端部,以使例如电流和/或控制信号和/或通信信号能够经由线缆在设备与装置之间传输。
3.在现有技术中已知多种通过焊料形成电连接的可行方案。
4.de102008013226a1描述了一种将表面安装器件(smd)经由接触面固定到焊膏上的焊接连接,该焊膏布置在电路板的凹槽内。该电路板必须在该处相应地准备并且设置凹槽。
5.us5021630描述了电子部件借助于玻璃板在基底上的固定,该玻璃板借助于激光在辐射下受热,以使焊料熔化。
6.ep3477798a1针对线缆的绞合线的固定描述了一种在壳体中借助于压紧装置固定第一绞合线的装置,该压紧装置预固定第一绞合线,由此能够将第二绞合线同样固定在壳体中。
7.de10046489c1描述了一种在载体膜上的电导体,该电导体能够借助于连接元件通过焊料固定在接触面上,其中,附加件包括焊料库并且构造成压接件。能够借助于激光通过供热实现焊料库的熔化。
技术实现要素:
8.本发明的目的在于,简化线缆的绞合线与电路板的连接部之间的焊接的形成。
9.基于此,提出了独立权利要求1的主题。一些实施例的特征在从属权利要求中给出。只要没有明确不同的说明,从属权利要求的特征能够互相组合以用于形成另外的实施方式。
10.根据第一方面,用于将线缆与电路板连接的焊接辅助件包括具有第一缺口、第二缺口和第三缺口的电绝缘的主体、以及与主体耦联的能导电的接触结构体,其中,该接触结构体分段式地嵌入到电绝缘的主体中,以使该接触结构体在主体之内与线缆的绞合线连接,并且该接触结构体分段式地从主体伸出,以使该接触结构体与电路板的连接部连接。第一缺口构造用于容纳线缆的端部并且具有用于线缆端部的未剥皮部分的第一部段和用于线缆端部的剥皮部分的第二部段,其中,线缆端部的剥皮部分包括绞合线,并且接触结构体邻接第二部段。第一缺口尤其优选构造为渐缩的,特别是锥形渐缩的,从而具有朝向第二缺口缩小的直径。第二缺口构造成在空间上相对于第一缺口错开并且利用第二缺口的端部邻接第一缺口的第二部段,以实现光学监控绞合线与接触结构体之间的连接的形成。第三缺口构造成在空间上相对于第一缺口并且相对于第二缺口错开并且利用第三缺口的端部邻
接第一缺口的第二部段,其中,第三缺口构造成用于容纳焊料并将该焊料转送到第一缺口的第二部段中,以在该处形成绞合线与接触结构体之间的连接。
11.根据第二方面,线缆具有附接至线缆的端部的、根据第一方面的焊接辅助件。
12.根据第三方面,电路板具有附接至电路板的连接部的、根据第一方面的焊接辅助件。
13.根据第四方面,组件包括线缆和电路板,其中,线缆和电路板通过根据第一方面的焊接辅助件互相连接。
14.根据第五方面,用于将电路板与线缆连接的方法包括:在使用根据第一方面的焊接辅助件的情况下,形成线缆的绞合线与电路板的连接部之间的导电连接。
15.下面描述焊接辅助件的一些实施例。该描述类似地适用于线缆、电路板、组件以及该方法。
16.焊接辅助件的主体例如具有上侧面、下侧面以及端侧面。接触结构体在下侧面处从主体伸出,以便与电路板的连接部(例如焊盘)连接。例如通过焊接过程例如在所谓的回流焊工艺的范畴中生成该连接。
17.第一缺口例如构造在主体端侧面处并与主体下侧面平行地延伸到主体中。
18.第二缺口和第三缺口例如构造在主体上侧面处并且彼此错开并且垂直于主体下侧面地延伸到主体中。
19.这三个缺口例如分别通过钻孔形成并且具有相应的柱形。
20.根据一个实施方式,第二缺口和第三缺口彼此平行地延伸,例如从主体上侧面朝主体下侧面延伸。在此,第二缺口和第三缺口例如在第一缺口的延伸的方向上彼此错开地布置。第二缺口与第三缺口之间的空间由主体的材料填充。
21.第二缺口和第三缺口通入第一缺口的第二部段中。接触结构体也邻接该第二部段,例如通过使接触结构体少量地伸入第一缺口的第二部段中的方式实现。无论如何,接触结构体邻接第一缺口的第二部段,以使焊接辅助件在第一缺口的第二部段中能够与接触结构体导电地接触。
22.根据一个实施方式,接触结构体构造成型材部件,例如设计具有u形或l形的截面轮廓,必要时还具有z形或阶梯形的截面轮廓,并且接触结构体利用第一支臂从主体伸出,以使第一支臂能够与电路板的连接部连接。在此,接触结构体利用型材部件的第二支臂邻接第一缺口的第二部段,以使型材部件的第二支臂能够通过位于第一缺口的第二部段中的焊接材料与线缆的绞合线导电地连接。
23.根据一个实施方式,第一缺口的第二部段与第一部段相比具有更小的横截面,并且在第一缺口的第一部段与第二部段之间的过渡部处设有对应于横截面差异的阶梯部。这三个缺口的位置和尺寸被确定成,当线缆端部的剥皮部分的绞合线在第一缺口的第二部段中既邻接第二缺口的端部又邻接第三缺口的端部时,使线缆端部的未剥皮部分的护套邻接阶梯部。
24.焊接辅助件的主体由电绝缘材料制成。为了能够承受焊接过程,主体材料还优选为耐高温的,例如是热固塑料。在一个实施方式中,用于容纳线缆端部的第一缺口具有紧固件、例如夹紧机构,紧固件在将线缆端部插入第一缺口后将其固定在该处。为了形成夹紧机构,第一缺口构造成渐缩的,尤其是锥形渐缩的。为了形成锥形渐缩部,第一缺口的直径朝
第二缺口或第三缺口的方向缩小。在此,紧固件、尤其是第一缺口的锥形渐缩延伸部将线缆端部的未剥皮部分固定在第一部段中,例如通过使线缆端部的护套夹紧、接合、锁定或以其他方式固定在第一部段中的方式实现。
25.导电的接触结构体例如由青铜制成并且能构造成单体的。
26.线缆还涉及用于传输电流或者控制或通信信号的线缆。绞合线根据相应的要求被构造并确定尺寸。焊接辅助件尤其还允许具有非常小(例如小于约0.35mm2)的横截面积的、绞合线的连接。
27.电路板的连接部例如由焊盘或类似物形成。电路板的概念在此被广义地理解,因此涉及所有电气/电子组件的载体,其中至少一个经由导电耦联与连接部连接。该耦联例如能包括集成的或者层压的导轨。
28.根据一个实施方式,具有三个伸入到主体中的缺口以及接触结构体的布置以多种方式实施在焊接辅助件的主体中,以使一根或多根线缆的多个绞合线(还有不同尺寸)能够与电路板连接。例如经由焊接辅助件,将一根或多根数据线以及单一的线缆的一根或多根电源线与电路板的相应的连接部连接。
29.通过使第二缺口和第三缺口利用其端部邻接第一缺口的第二部段的方式,在第一缺口的第二部段中通过线缆端部的剥皮部分暴露出的绞合线能够经由第二缺口和第三缺口被触及或者看到。
30.第三缺口准备好焊料并且因此例如形成焊料库,其中焊条的端部也能伸到第三缺口中。通过输入热量,能够将焊料液化并且因此在第一缺口的第二部段中与接触结构体连接。
31.热量输入例如通过激光照射实现,其中,激光束例如被引导通过第二缺口,以便尽可能在第一缺口的第二部段中在局部产生热量。第二缺口因此允许在时间方面在焊接过程之前、尤其在时间方面在加热焊料之前光学监视:具有绞合线的线缆端部是否准确定位在第一缺口中。在焊接过程期间或为了实现焊接过程,第二缺口还实现有针对性地耦合输入热量,并且在焊接过程之后监控连接的形成。
32.替代或附加于光学监控,可选地在使用压力传感器的情况下监控绞合线的准确定位,该压力传感器例如在将线缆引入到第一缺口中期间检测线缆护套在第一缺口的阶梯部处的碰撞。
33.根据该方法的一个实施方式,以上描述的关于形成绞合线与接触结构体之间以及接触结构体与电路板连接部之间的焊接连接的全部步骤通过相应的过程自动装置自动实施。
34.根据本发明的方法的一个优选实施方案,为了将电路板与线缆连接而提出,首先将绞合线与接触结构体之间的焊接连接生成在焊接辅助件的主体之内,例如在回流焊工艺的范畴中通过自动装配装置根据焊接辅助件的先前定位设在具有用于预固定的设有焊膏的、电路板的连接部处(例如通过“取放”),并且随后生成接触结构体与电路板连接部之间的连接。通过这种方式,能够使用焊接辅助件将线缆预组装并且作为中间产品储存,在需要时快速且节约成本地与电路板连接。线缆与焊接辅助件的连接尤其能够以过程技术并行实施并且在时间上与焊接辅助件在电路板上的固定较少错开地实施。在一个可替换的实施方式中,连接以相反的顺序形成,即首先生成接触结构体与电路板连接部之间的焊接,并且随
后形成线缆与焊接辅助件的连接。在该可替换的实施方案中能够避免:在主体之内的、绞合线与接触结构体之间的焊接连接必须承受用于连接接触结构体与电路板连接部的流程(例如回流焊)的任何特性。与流程步骤的顺序无关地特别提出,使用具有权利要求1的特征的焊接辅助件。
35.因此,在这里描述的焊接辅助件能够有利地满足多个功能、例如绞合线的输入、绞合线的固定、提供焊料用于在主体内的绞合线与接触结构体之间的连接、以及对绞合线和产生的连接的定位的光学检查。因此提供例如有利的“线对板”焊接辅助件,利用其能够实现线缆与电路板之间持久的不可分离的连接。
36.在本发明的范畴中能够将已知的金属合金用作为焊接材料。可替换地,还可以使用导电的粘合材料。
附图说明
37.根据附图在多个实施例的以下描述中阐明本发明的其他细节和优点。
38.附图示出:
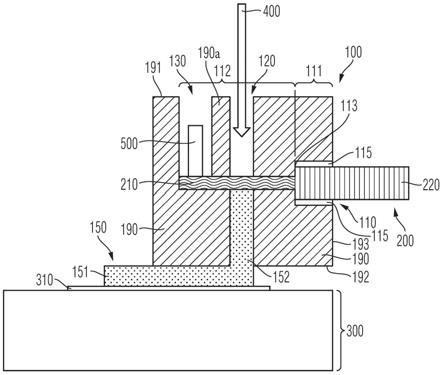
39.图1示例性并示意性地示出了根据第一实施方式的、具有焊接辅助件的组件的横截面视图的一部分;并且
40.图2示例性并示意性地示出了根据第二实施方式的、具有焊接辅助件的组件的横截面视图的一部分。
具体实施方式
41.图1示例性并示意性地示出了具有电路板300和线缆200的组件。线缆200的绞合线210与电路板300的连接部310导电地连接。
42.焊接辅助件100设置用于将线缆200与电路板300连接。
43.焊接辅助件100包括具有第一缺口110、第二缺口120和第三缺口130的电绝缘的主体190、以及与主体190耦联的能导电的接触结构体150。
44.缺口110、120和130分别构造为钻孔,尤其是盲孔式钻孔。
45.接触结构体150例如构造成被主体190注塑包封,并且例如由青铜或者其他具有良好导电性的材料制成。接触结构体150在两个描述的实施方式中构造成一体式的。
46.主体190由耐高温材料、例如热固塑料或者其他塑料制成。
47.接触结构体150分段式地容纳于主体190中,尤其在主体190之内通过分段式注塑包封或者利用主体190的材料的分段式浇注被不可分离地连接,以便在主体190内与线缆200的绞合线210连接。另外还提出,接触结构体150分段式地从主体190伸出,以便与电路板300的连接部310尤其导电地连接。两个连接、即线缆200的绞合线210与接触结构体150的连接以及接触结构体150与电路板的连接部310的连接能够通过焊接过程实现,如下面还要描述的那样。
48.第一缺口110容纳线缆200的端部并且具有用于线缆端部的未剥皮部分的第一部段111和用于线缆端部的剥皮部分的第二部段112。
49.线缆端部的剥皮部分指向线缆200的绞合线210,该绞合线通过剥除绝缘皮被露出,其中,绞合线210被容纳在第一缺口110的第二部段112中。接触结构体150邻接第二部段
112,以使在第二部段112中获得的焊接材料与接触结构体150导电地接触。
50.第二缺口120构造成在空间上相对于第一缺口110错开并且利用第二缺口的端部邻接第一缺口110的第二部段112,以实现光学监控绞合线210和接触结构体150之间的连接的形成。在构造为盲孔式钻孔的第二缺口120与同样构造为盲孔式钻孔的第三缺口130之间保留主体190的部段190a,该部段使两个缺口120和130保持间隔。主体190的材料厚度在该部段的区域中不减小。部段190a阻碍散射束从一个缺口到另一个缺口中的跨越。这两个分别构造为盲孔式钻孔的缺口120、130终止于或通入也构造为盲孔式钻孔的第一缺口110中。
51.第三缺口130构造成在空间上相对于第一缺口110和第二缺口120错开,并且利用第三缺口的端部邻接第一缺口110的第二部段112,其中,第三缺口构造用于容纳焊料500并将该焊料转发到第一缺口110的第二部段112中,以在那里形成绞合线210与接触结构体150之间的连接。
52.焊接辅助件100的主体190具有上侧面191、下侧面192以及端侧面193。接触结构体150在主体的下侧面192处从主体190伸出以在那里与电路板300的连接部310连接。
53.第一缺口110构造在主体的端侧面193处并平行于主体的下侧面192地延伸到主体190中。
54.第二缺口120和第三缺口130构造在主体的上侧面191处并且彼此错开并且垂直于主体的下侧面192地延伸到主体190中。
55.这三个缺口110、120和130例如分别构造成钻孔并且具有基本圆柱形的轮廓形状和基本圆形的横截面轮廓。这些钻孔分别构造成盲孔式钻孔或者盲孔,其中孔壁分别完全环绕地包围第一缺口和第二缺口。第二缺口120的端部或者第三缺口130的端部通到第一缺口110的侧壁中,以使第二缺口120或第三缺口130在第二部段112的区域内过渡到第一缺口110中。从第二缺口120到第一缺口110的过渡部被构造用于,使光学控制束、例如沿第二缺口120的轴线定向的激光束能够检测容纳于第一缺口110中的绞合线210。从第三缺口130到第一缺口110的过渡部还被构造用于,使容纳于第三缺口130中的焊料库中液化的焊料500能够进入到第一缺口110中,以便在第一缺口110中浸湿绞合线210。
56.第二缺口120和第三缺口130在所描述的实施方式中基本彼此平行并且从主体的上侧面191朝向主体的下侧面192。在此,第二缺口120和第三缺口130在第一缺口110的延伸方向上彼此错开并且彼此间隔开地布置,并且通过主体190的部段190a分开。主体190的留在第二缺口120与第三缺口130之间的剩余材料形成部段190a,该部段在空间上将第二缺口120和第三缺口130彼此间隔开,以使焊料库和设置用于绞合线210的测量的控制光束在空间上分开。
57.第二缺口120和第三缺口130通入第一缺口110的第二部段112中,也就是说,第二缺口120和第三缺口130分别过渡到第一缺口110的第二部段112中。接触结构体150也邻接该第二部段112,使得接触结构体150朝主体190的下侧面192限定并封闭第一缺口110的第二部段112。尤其能够提出,接触结构体150少量地伸入到第一缺口110的第二部段112中。
58.通过使第二缺口120和第三缺口130利用其端部通入到并且过渡到第一缺口110的第二部段112中,通过剥除线缆端部的绝缘皮露出的、线缆的绞合线210在第一缺口110的第二部段112中能够经由第二缺口120和第三缺口130被触及或以光学看到。
59.接触结构体150构造成型材式的,例如构造成如图2所示的u形或者如图1所示的l
形。
60.接触结构体150利用第一支臂151从主体190伸出并且与电路板300的连接部310连接。接触结构体150利用第二支臂152邻接第一缺口110的第二部段112并且在那里与线缆200的绞合线210连接。
61.在根据图1的实施例中,第二支臂152由l形的接触结构体150的部段形成,并且在根据图2的实施例中,第二支臂152由在此处u形的接触结构体150的部段形成并且经由接片153与第一支臂151连接。
62.在两个实施例中,第一缺口110的第二部段112与第一部段111相比具有更小的横截面,并且第一缺口110的第一部段111与第二部段112之间的过渡部处设有与横截面差异相对应的阶梯部113。这三个缺口110、120和130的位置和尺寸被确定成,当线缆端部的剥皮部分的绞合线210在第一缺口110的第二部段112中既邻接第二缺口120的端部又邻接第三缺口130的端部时,如所示那样使线缆端部的未剥皮部分的护套220邻接阶梯部113。
63.第一缺口110还具有用于容纳线缆端部的夹紧装置115(仅示意性示出),该夹紧装置在伸入到第一缺口110中之后将线缆端部的护套220固定在第一部段111中。
64.电路板300的连接部310由焊盘形成。
65.下面阐述示例性的方法,该方法实现绞合线210与连接部310(焊盘)的连接。
66.首先,将线缆200伸入到第一缺口110中。光学监控线缆200的准确定位。为了光学监控定位,既能够使用第二缺口120和第三缺口130或者仅使用缺口120、130之一。
67.在相应填充焊料500(例如所谓的焊料预制)之后,第三缺口130准备好并且因此形成例如焊料库,其中,焊条的端部也能够伸入到第三缺口130中。焊料库500例如在引入绞合线210之前由夹紧装置机械固定,可替换地,为此能够提供作为例如对于smd组装已知的胶粘剂的焊料库。焊料500被输入热量液化,流向焊接点并且在第一缺口110的第二部段112中将绞合线210与接触结构体150导电地连接。焊料500根据流量也能够增加一定量,例如通过毛细力的作用在第二缺口120中增加。焊料500在第二缺口中的增加例如能够被光学检测。
68.热量输入例如通过激光射束实现,其中,激光束(图1和图2中见参考标号400)例如被引导通过第二缺口120,以便尽可能在局部在第一缺口110的第二部段112中产生热量。第二缺口120因此允许在焊接过程之前光学监控:具有绞合线210的线缆端部是否准确定位在第一缺口110中,在焊接过程期间或为了实现焊接过程,第二缺口还实现有针对性地输入热量,并且在焊接过程之后检测在第一缺口110中的焊料与绞合线210的连接的形成。
69.为了避免由于热量升高对第一缺口110的第一部段111中的线缆护套220的损害而提出,与第三缺口130相比,将第二缺口120定位在距第一缺口110的第一部段111更远的距离处,如图2所示。相应地能够有利的是,通过u形轮廓实现延长接触结构体150的接触面积。
70.以上描述的关于形成绞合线210与接触结构体150之间以及接触结构体150与电路板连接部310之间的焊接连接的全部步骤能够通过相应的过程自动装置自动实施。
71.有利的是,首先生成接触结构体150与电路板连接部310之间的连接,例如在回流焊工艺的范畴中通过自动装配装置根据焊接辅助件100的先前定位设在具有用于预固定的设有焊膏的、电路板300的连接部310处(例如通过“取放”),并且随后在焊接辅助件100的主体190之内生成绞合线210与接触结构体150之间焊接连接。因此避免的是,在主体190内的、绞合线210与接触结构体150之间的焊接必须承受在回流焊工艺期间用于连接接触结构体
150与电路板连接部310的可能的高温。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1