一种锂电池的制作方法
1.本技术涉及电池技术领域,尤其涉及一种锂电池。
背景技术:
2.锂电池是一类由锂金属或锂合金为正/负极材料、使用非水电解质溶液的电池。锂电池由于其具有能量密度高、安全、体积小等优点而成为人们的首选动力能源。锂电池在使用过程中会出现由于不恰当的操作导致电池由于过冲或出现其他故障时,其内部会因为化学反应大量产气,导致电池内压迅速增大,易发生爆炸而使用人员带来伤害,一般需要在电池上设置防爆结构,但是现有技术中的锂电池的防爆结构其一般为单个防爆装置,导致其防爆效果不佳,此外现有技术中锂电池的连接片在与锂电池进行连接时易出现虚焊的情况而导致大大影响锂电池的性能。
技术实现要素:
3.为了克服现有技术的不足,本技术的一个目的在于提供一种锂电池,其通过第一防爆部以及第二防爆部的相互配合形成双重防爆结构,大大提高锂电池的防爆性能,有效地避免其在使用时易发生爆炸,提高其使用的安全性。
4.本技术的另一目的在于提供一种锂电池,其连接片上设有凸起,凸起能够在提高连接片和锂电池之间焊接的精准度的同时也能大大降低连接片与锂电池之间的接触面积,有效地避免虚焊的情况发生,提高锂电池的性能。
5.为达到以上目的,本技术采用的技术方案为:一种锂电池,包括锂电池壳体、连接片、顶帽组件以及底帽组件,所述连接片设置于所述锂电池壳体的上下两端,上端的所述连接片连接所述锂电池壳体和所述顶帽组件,下端的所述连接片连接所述锂电池壳体和所述底帽组件,所述顶帽组件设有第一防爆部,所述底帽组件设有第二防爆部,当锂电池壳体内压过大时,所述第一防爆部以及所述第二防爆部均处于断开状态。
6.进一步地,所述顶帽组件包括正极片以及第一帽盖,所述正极片设置于所述连接片的上端,所述第一帽盖设置于所述正极片的上端,所述第一帽盖和所述连接片之间设有第一密封圈,所述第一密封圈套设于所述正极片的外侧。
7.进一步地,所述第一防爆部设置于所述第一密封圈上,所述第一防爆部从所述第一密封圈的表面向所述防爆缓冲区方向凹陷形成,所述第一密封圈和所述第一帽盖之间设有防爆缓冲区。
8.进一步地,所述第一防爆部和所述第二防爆部均为v形或梯形。
9.进一步地,所述底帽组件还包括第二帽盖,所述第二防爆部设置于所述第二帽盖上,所述第二防爆部一体地从所述第二帽盖的下端向上凹陷形成。
10.进一步地,所述锂电池壳体上设有安装槽和注液孔,所述安装槽一体地从所述锂电池壳体上向内凹陷形成,所述第二帽盖安装于所述安装槽内,所述注液孔的一端连通所述安装槽,所述注液孔的另一端连通所述锂电池壳体的内部。
11.进一步地,所述连接片包括连接片本体以及多个凸起,多个所述凸起间隔地分设于所述连接片本体上。
12.进一步地,所述连接片本体上设有通孔以及排气孔,所述通孔设置于所述连接片本体的中间,所述通孔对准所述注液孔,所述排气孔沿所述通孔的四周呈圆周分布,所述凸起和所述排气孔交错设置于所述连接片本体上。
13.进一步地,所述凸起为长条形结构。
14.进一步地,所述凸起为多个倾斜板组合而成,多个所述倾斜板沿着所述连接片本体的径向进行分布,各个所述倾斜板一体地从所述连接片本体向下延伸形成;所述第一密封圈包括安装部、连接部以及卡接部,所述连接部的一端连接所述安装部,所述连接部的另一端连接所述卡接部,所述第一防爆部一体地从所述安装部下表面向所述防爆缓冲区方向凹陷形成;所述连接部为弧形结构;所述第一帽盖上设有排气口,所述排气口连通所述防爆缓冲区。
15.与现有技术相比,本技术的有益效果在于:
16.(1)其设有第一防爆部以及第二防爆部,得以对锂电池壳体的两端进行泄压操作,得以提高其泄压能力,增加多重防爆保险,有效地避免其发生爆炸,提高其使用安全性。
17.(2)其设有凸起,凸起的设置能够有效地降低连接片在压向负极的铜箔或铝箔时,大大减小其接触面积,从而使得连接片与锂电池之间的焊接更加精准,防止虚焊的情况发生,有效提高锂电池的性能。
附图说明
18.图1为本技术中锂电池的结构示意图。
19.图2为本技术中安装不同结构第一密封圈的锂电池的结构示意图。
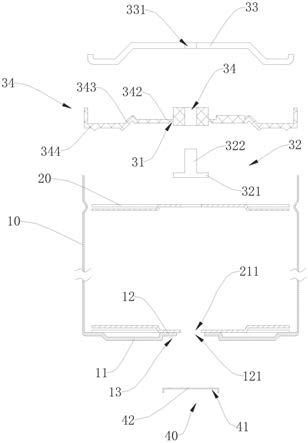
20.图3为本技术中锂电池的爆炸示意图。
21.图4为本技术中第一密封圈的俯视图。
22.图5为本技术中图4中沿a
‑
a处的断面图。
23.图6为本技术中连接片上的凸起为长条形结构的俯视图。
24.图7为本技术图6中沿b
‑
b处的断面图。
25.图8为本技术中连接片上的凸起为多个倾斜板结构的俯视图。
26.图9为本技术图8中沿c
‑
c处的断面图。
27.图10为本技术中顶帽组件与连接片进行连接时的结构示意图。
28.图11为本技术中顶帽组件的结构示意图。
29.图中:1、锂电池;10、锂电池壳体;11、第一固定段;12、第二固定段;121、注液孔;13、安装槽;20、连接片;21、连接片本体;211、通孔;212、排气孔;213、第一排气孔;214、第二排气孔;22、凸起;221、第一凸起;222、第二凸起;30、顶帽组件;31、第一防爆部;32、正极片;321、安装段;322、连接段;33、第一帽盖;331、第二安装孔;34、第一密封圈;341、第一安装孔;342、安装部;343、连接部;344、卡接部;345、第一横向段;346、第一竖直段;35、防爆缓冲区;40、底帽组件;41、第二防爆部;42、第二帽盖。
具体实施方式
30.下面,结合具体实施方式,对本技术做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
31.在本技术的描述中,需要说明的是,对于方位词,如有术语“中心”、“横向”、“纵向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示方位和位置关系为基于附图所示的方位或位置关系,仅是为了便于叙述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定方位构造和操作,不能理解为限制本技术的具体保护范围。
32.需要说明的是,本技术的说明书和权利要求书中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。
33.本技术的说明书和权利要求书中的术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
34.如图1
‑
11所示的一种锂电池1,包括锂电池壳体10、连接片20、顶帽组件30以及底帽组件40,连接片20设置于锂电池壳体10的上下两端,上端的连接片20连接锂电池壳体10和顶帽组件30,顶帽组件30与连接片20之间可采用电阻焊的方式进行连接,下端的连接片20连接锂电池壳体10和底帽组件40,底帽组件40与连接片20之间可采用弧焊的方式进行连接,电池的正极、负极、隔膜和电解液组成的电芯置于锂电池壳体10内,由此得以组装成一个完成的锂电池1。顶帽组件30设有第一防爆部31,第一防爆部31得以对锂电池1上端的进行泄压,底帽组件40设有第二防爆部41,第二防爆部41得以对锂电池1的底端进行泄压,当锂电池壳体10内压过大时,第一防爆部31以及第二防爆部41得以断裂,通过第一防爆部31以及第二防爆部41得以对锂电池壳体10的两端进行泄压操作,得以提高其泄压能力,增加多重防爆保险,有效地避免其发生爆炸,提高其使用安全性。
35.其中,如图1、图10以及图11所示,顶帽组件30包括正极片32以及第一帽盖33,正极片32设置于连接片20的上端,正极片32的底部通过电阻焊的方式焊接于连接片20上,正极片32的上端依次穿过第一密封圈34以及第一帽盖33抵接于正极极柱。第一帽盖33设置于正极片32的上端,第一帽盖33得以对电池正极端进行封闭功能,避免其内部的电解液渗透到外界,对锂电池1起到保护作用,第一帽盖33和连接片20之间设有第一密封圈34,第一密封圈34套设于正极片32的外侧,第一密封圈34得以对连接片20和第一帽盖33之间起到密封操作,提高整个锂电池1的密封性能。
36.其中,如图3所示,正极片32包括安装段321以及连接段322,连接段322固接于安装段321,得以形成倒t形结构的正极片32,安装段321和连接片20之间采用电阻焊连接的方式进行连接,其中电阻焊接是指利用强大电流通过电机和工件的接触点,由接触电阻产生热量而实现焊接的一种方法,采用该种焊接方式、生产效率高、焊接质量稳定。第一密封圈34上设有第一安装孔341,第一帽盖33上设有第二安装孔331,连接段322依次穿过第一安装孔341以及第二安装孔331并抵接于正极极柱,由此锂电池壳体10内的电能得以通过正极片32以及正极极柱向外输送,实现供电操作。
37.其中,如图3和图5所示,第一防爆部31设置于第一密封圈34上,第一密封圈34和第
一帽盖33之间设有防爆缓冲区35,防爆缓冲区35便于在锂电池壳体10内部压力过大,便于第一密封圈34从第一防爆部31处扯断,使得第一防爆部31在断裂时不会受到上方的压力,从而锂电池壳体10内的气体得以释放出来,通过第一防爆部31和防爆缓冲区35的协同作用,能够有效地对锂电池壳体10内进行泄压,避免其因压力过大而发生爆炸的情况。第一帽盖33上设有排气口,排气口连通防爆缓冲区35,便于锂电池壳体10内释放的气体通过第一防爆部31以及防爆缓冲区35从排气口内排出,从而达到泄压的目的。
38.其中,如图3
‑
5所示,第一密封圈34包括安装部342、连接部343以及卡接部344,连接部343的一端连接安装部342,连接部343的另一端连接卡接部344,连接部343得以第一密封圈34正常密封操作时,对卡接部344产生向锂电池壳体10的挤压力,使得卡接部344能够牢牢地抵接于锂电池壳体10内,实现良好的密封操作,此外连接部343也能锂电池壳体10内部压力过大时,由于其弧形结构,便于第一防爆部31发生断裂,从而加快其泄压速度。第一安装孔341设置于安装部342,安装部342得以通过第一安装孔341套设于连接段322的外表面,卡接部344得以抵接于锂电池壳体10的内侧,由此得以实现第一密封圈34对锂电池壳体10的内部进行密封操作,提高锂电池壳体10的密封性能。第一防爆部31设置于安装部342,第一防爆部31一体地从第一密封圈34的下表面向防爆缓冲区35方向凹陷形成,由于第一防爆部31的厚度较薄,便于在锂电池壳体10内部压力过大时,第一防爆部31处得以快速被扯断,得以锂电池壳体10内的气体进行释放,从而达到泄压的目的,避免其发生爆炸,提高锂电池1的使用寿命。
39.其中,如图3
‑
5所示,连接部343为弧形结构,连接部343弧形连接安装部342和卡接部344,弧形结构的连接部343类似加强筋,得以增强第一密封圈34的强度。
40.其中,如图4和图5所示,卡接部344包括第一横向段345以及第一竖直段346,第一竖直段346固接于第一横向段345上远离连接部343的一侧,第一横向段345以及第一竖直段346得以形成l形结构的卡接部344。当对第一密封圈34进行安装时,将第一安装孔341对准正极片32,使得安装部342得以套接于正极片32,同时第一竖直段346得以抵接于锂电池壳体10的内侧,由此在l形结构的卡接部344的作用下,使得第一密封圈34得以牢牢地卡接于连接片20的上方,从而第一密封圈34得以对锂电池壳体10和外界进行密封操作。
41.其中,连接段322的高度大于第一竖直段346的高度,便于连接段322的上端抵接于正极极柱时,第一竖直段346不会干扰锂电池1与其他元件之间进行连接。
42.其中,如图4所示,第一竖直段346的高度为3.8mm~5.2mm,连接段322的高度为5.5mm~6.8mm。
43.其中,如图4所示,第一竖直段346的高度为4.4mm,连接段322的高度为5.8mm。
44.其中,如图2
‑
3所示,底帽组件40还包括第二帽盖42,第二防爆部41设置于第二帽盖42上,第二防爆部41一体地从第二帽盖42的下端向上凹陷形成,当锂电池壳体10内部压力过大时,第二防爆部41得以发生断裂,使得锂电池壳体10内部的气体从下端释放,通过设置第一防爆部31以及第二防爆部41,得以同时从锂电池壳体10的上下两端对其内部进行泄压操作,提高其泄压速度,避免其发生爆炸,有效地保障其使用过程中的安全性。
45.其中,如图3所示,第一防爆部31和第二防爆部41均呈v形结构或梯形结构,第一防爆部31的厚度远小于第一密封圈34的厚度,第二防爆部41的厚度远小于第二帽盖42的厚度,当锂电池壳体10内压过高时,由于第一防爆部31和第二防爆部41的厚度薄,使得锂电池
壳体10的上端得以通过断裂的第一防爆部31处释放其内部的气体,锂电池壳体的下端得以通过断裂的第二防爆部41处释放其内部气体,通过上下两端分别对锂电池壳体10内部气体进行释放,得以加快其释放速度,有效地保障其使用过程中的安全性。
46.其中,如图3所示,锂电池壳体10上设有第一固定段11以及第二固定段12,第二固定段12一体地从第一固定段11向上凹陷形成,第二固定段12焊接于连接片20,第二固定段12和连接片20之间通过弧焊的方式进行连接,第一固定段11以及第二固定段12之间得以围成安装槽13,第二帽盖42得以安装于安装槽13内,从而实现对锂电池壳体10的底部进行密封,提高整个锂电池1的密封性能。
47.其中,如图1
‑
3所示,第二固定段12的上设有注液孔121,注液孔121设置于第二固定段12的中间,注液孔121的一端连通安装槽13,注液孔121的另一端连通锂电池壳体10的内部,设置注液孔121的目的在于能够有效地替代现有技术中从侧边向中间注入电解液,从而能够大大提高其注液速度,同时从中间注液,使得电解液能够均匀快速地对电芯进行浸渍,相对于从侧边注液的操作,能够有效地缩短三分之二的浸渍时间,大大提高锂电池1的生产效率。
48.其中,如图6
‑
9所示,连接片20包括连接片本体21以及多个凸起22,多个凸起22间隔地分设于连接片本体21上,多个凸起22的设置能够有效地使得连接片20和锂电池1之间采用点面接触的焊接方式,有效地替代现有技术中的面面接触,从而得以提高连接片20焊接时的精准度,防止虚焊的情况发生。
49.其中,如图6和图8所示,连接片本体21上设有通孔211以及排气孔212,通孔211设置于连接片本体21的中间,通孔211对准注液孔121,当注入电解液时,此时第二帽盖42并没焊接于安装槽13内,由此操作人员可通过注液孔121以及通孔211将电解液注入锂电池壳体10内,当锂电池壳体10内的电解液沉积完成后,再将第二帽盖42焊接于安装槽13内,从而实现先注液沉积在对第二帽盖42进行焊接,得以保证锂电池壳体10内部的密封性。排气孔212沿通孔211的四周呈圆周分布,凸起22和排气孔212交错设置于连接片本体21上,排气孔212得以对锂电池1内部的气体进行排除,达到对其进行泄压和降温的目的,同时还能大大减轻锂电池1的重量,提升锂电池1能量密度,同时也能有效地减小注液时产生的阻力,加快其注液速度。
50.其中,如图6
‑
7所示,在一些实施例中,凸起22为长条形结构,长条形结构便于其焊接的完整性,使得连接片20上焊脚处的焊点都处于同一平面上,有效地解决现有技术中因负极表面有粉屑而导致焊接后的电极表面不在同一平面的问题,有效地避免出现虚焊的情况,从而保障锂电池1良好的导电性能。
51.其中,如图8
‑
9所示,在一些实施例中,凸起22也可以为多个倾斜板组合而成,多个倾斜板沿着连接片本体21的径向进行分布,各个倾斜板一体地从连接片本体21向下延伸形成,多个倾斜板得以形成断续焊缝的形式,从而大大降低焊接时的热输入总量,同时多个间隔设置地倾斜板不仅能够保证焊接的牢固性的同时也能避免焊接时相邻两个倾斜板之间出现焊缝交叉而导致焊接后的连接片20表面出现不平整的情况,提高整个连接片20焊接的完整性。
52.其中,如图6
‑
9所示,凸起22包括第一凸起221以及第二凸起222,第一凸起221呈圆周分布于连接片本体21上,第二凸起222呈圆周分布于连接片本体21上,第一凸起221和第
二凸起222交错设置于连接片本体21上,相邻两个第一凸起221之间设有一个第二凸起222,在第一凸起221和第二凸起222的协同作用下,得以大大提高连接片本体21焊接的精准度,防止其出现虚焊的情况。
53.其中,如图6
‑
9所示,第一凸起221的长度大于第二凸起222的长度,通过第一凸起221和第二凸起222交错的设置,得以提高焊接的牢固程度,避免其因焊接不牢固而导致锂电池1的导电性能差的问题发生。
54.其中,如图6
‑
9所示,排气孔212包括第一排气孔213以及第二排气孔214,第一排气孔213呈圆周分布于连接片本体21上,第二排气孔214呈圆周分布于连接片本体21上,第一排气孔213和第二排气孔214交错地设置于连接片本体21上,每相邻的两个第一排气孔213之间设有一个第二排气孔214,多个第一排气孔213以及多个第二排气孔214的设置能够大大提高锂电池1的排气速度,使得其内部气压不会升高,提高电池工作时的安全性。
55.其中,如图6
‑
9所示,第一排气孔213设置于靠近通孔211的一侧,第一排气孔213的直径小于第二排气孔214的直径,通过设置不同直径的第一排气孔213以及第二排气孔214,得以实现对锂电池1内部的各处均能进行有效地排气操作,提高锂电池1的稳定性,避免其发生爆炸。
56.其中,在一些实施例中,第一竖直段346的高度可以为3.8mm、3.9mm、4.0mm、4.1mm、4.2mm、4.3mm、4.4mm、4.5mm、4.6mm、4.7mm、4.8mm、4.9mm、5.0mm、5.1mm、5.2mm,根据不同电池规格要求,第一竖直段346的高度可以相应改变,第一竖直段346的高度可以但不限于上述数值。
57.其中,在一些实施例中,连接段322的高度可以为5.5mm、5.6mm、5.7mm、5.8mm、5.9mm、6.0mm、6.1mm、6.2mm、6.3mm、6.4mm、6.5mm、6.6mm、6.7mm、6.8mm,根据不同电池规格要求,连接段322的高度可以相应改变,连接段322的高度可以但不限于上述数值。
58.在一些实施例中,凸起22可以但不限于2个、3个、4个或5个,便于其均相进行漏气,增加其使用的安全性。
59.在一些实施例中,锂电池1的结构可以为圆柱形、方柱形、椭圆形等形状,相对应的,顶帽组件30、连接片20、底帽组件40也可为圆柱形、方柱形或椭圆形。
60.将上述制备好的锂电池1和普通锂电池分别进行膨胀试验,当电池内压在1.3mpa~1.5mpa时,普通锂电池开始出现鼓包,本技术制得的锂电池1完好无损;当电池内压在1.5mpa~1.7mpa时,本技术制得的锂电池1第二帽盖42断裂,第一帽盖33完好无损,此时第二帽盖42断裂的原因是因为第二帽盖42的厚度较薄,其在收到压力时会比第一帽盖33先发生断裂;当电池内压在1.7~1.9mpa时,本技术制得的锂电池1第二帽盖42以及第一帽盖33均发生断裂;当电池内压超过1.9mpa时,本技术制得的锂电池1发生爆炸。
61.以上描述了本技术的基本原理、主要特征和本技术的优点。本行业的技术人员应该了解,本技术不受上述实施例的限制,上述实施例和说明书中描述的只是本技术的原理,在不脱离本技术精神和范围的前提下本技术还会有各种变化和改进,这些变化和改进都落入要求保护的本技术的范围内。本技术要求的保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1