一种太阳能光伏盖板玻璃、及其深加工方法和生产线与流程
1.本发明属于玻璃生产领域,特别是涉及一种太阳能光伏盖板玻璃、该太阳能光伏盖板玻璃的深加工方法、以及该太阳能光伏盖板玻璃的深加工生产线。
背景技术:
2.在碳达峰的背景下,对光伏需求越来越大,光伏凭借较低的发电成本、灵活的安装方式,具有更大的发展空间。为了更好的适应市场,太阳能光伏产品需要提高产品质量和光电转换效率,降低生产能耗。太阳能电池组件是太阳能光伏产品的主要成品之一,它只要满足一定照度条件的光照度,就可输出电压及在有回路的情况下产生电流,在物理学上被称为太阳能光伏(pv)。
3.目前,太阳能电池组件中的太阳能电池硅片在使用时被封装在上下两块玻璃之间,位于太阳能电池硅片上方的玻璃通常称为盖板玻璃,位于太阳能电池硅片下方的玻璃通常称为背板玻璃。现有技术中,盖板玻璃和背板玻璃为普通玻璃,无法辅助提高太阳能电池组件的转换效率,也就无法辅助提高太阳能电池组件的功率。
技术实现要素:
4.鉴于以上所述现有技术的缺点,本发明的目的在于提供一种太阳能光伏盖板玻璃,能够低成本地辅助提高太阳能电池组件的功率。
5.为实现上述目的,本发明提供一种太阳能光伏盖板玻璃,用于封装在太阳能电池硅片的正上方,所述太阳能电池硅片具有多块呈矩阵排布的电池硅片,所述太阳能光伏盖板玻璃包括玻璃本体、以及固设在玻璃本体上表面上的减反射膜;在上下方向上,所述减反射膜覆盖电池硅片。
6.进一步地,所述减反射膜为上下两层结构的双层膜。
7.本技术还提供一种太阳能光伏盖板玻璃的深加工方法,依次包括以下步骤:
8.c1、上片:将原片玻璃放置在深加工生产线上;
9.c2、预处理所述原片玻璃,得到玻璃本体;
10.c3、镀膜及固化:在所述玻璃本体的表面镀上减反射膜,并加热镀有减反射膜的玻璃本体,使减反射膜固定在玻璃本体的表面,得到盖板玻璃半成品;
11.c4、钢化:将盖板玻璃半成品加热到600℃~700℃,对盖板玻璃半成品使用2
‑
4万pa的风压进行高压淬火,之后在1s~2s的时间内将盖板玻璃半成品快速冷却至150℃,得到太阳能光伏盖板玻璃;
12.c5、后处理太阳能光伏盖板玻璃。
13.进一步地,所述步骤c2依次包括以下分步骤:
14.c21、磨边:对原片玻璃进行磨边处理;
15.c22、清洗:清洗磨边后的原片玻璃、并吹干原片玻璃上的水雾;
16.c23、边角检测:检测清洗后原片玻璃的边角,筛选出不合格的原片玻璃;
17.c24、排废:将不合格的原片玻璃从深加工生产线上排出。
18.进一步地,所述步骤c3依次包括以下分步骤:
19.c31、一次镀膜:在第一镀膜房内对玻璃本体的表面进行一次镀膜;
20.c32、一次固化:加热一次镀膜后的玻璃本体至150℃~300℃,使一次镀膜的膜层固定在玻璃本体的表面、形成下反射膜层;
21.c33、冷却:冷却玻璃本体,使玻璃本体降温至30℃以下;
22.c34、二次镀膜:在第二镀膜房内对玻璃本体表面的下反射膜层上进行二次镀膜;
23.c35、二次固化:加热二次镀膜后的玻璃本体至150℃~300℃,使二次镀膜的膜层固定在下反射膜层的表面、形成上反射膜层,上反射膜层和下反射膜层形成上下两层结构的减反射膜。
24.优选地,所述c31中一次镀膜时、以及所述c34中二次镀膜时,第一镀膜房和第二镀膜房内的温度为20℃~26℃、相对湿度为30%~50%。
25.进一步地,所述步骤c5依次包括以下分步骤:
26.c51、清洗干燥:清洗太阳能光伏盖板玻璃、并吹干太阳能光伏盖板玻璃上的水雾;
27.c52、包装前检测:检测太阳能光伏盖板玻璃、并对太阳能光伏盖板玻璃进行分等级;
28.c53、铺纸及下片:在传输中的太阳能光伏盖板玻璃的上表面上铺纸,纸覆盖太阳能光伏盖板玻璃上表面上的减反射膜;按照不同等级将太阳能光伏盖板玻璃从深加工生产线移送到对应等级的玻璃垛。
29.本技术再提供一种太阳能光伏盖板玻璃的深加工生产线,用于进行如上所述的深加工方法,所述深加工生产线包括用于进行上片的上片机、用于进行预处理原片玻璃的预处理线、用于进行镀膜的镀膜房、用于进行固化的固化炉、用于进行钢化的钢化炉、以及用于进行后处理太阳能光伏盖板玻璃的后处理线。
30.进一步地,所述预处理线包括沿加工顺序先后排布的磨边机、第一清洗机、检测设备和排废装置。
31.进一步地,所述深加工生产线还包括用于进行冷却的水冷机,所述镀膜房包括用于进行一次镀膜的第一镀膜房、以及用于进行二次镀膜的第二镀膜房,所述固化炉包括用于进行一次固化的第一固化炉、以及用于进行二次固化的第二固化炉,所述第一镀膜房、第一固化炉、水冷机、第二镀膜房和第二固化炉沿加工顺序先后排布。
32.如上所述,本发明涉及的太阳能光伏盖板玻璃、及其深加工方法和生产线,具有以下有益效果:
33.本技术中,由盖板玻璃和背板玻璃封装的太阳能电池硅片在使用时,太阳光透过盖板玻璃后照射到太阳能电池硅片上,盖板玻璃上的减反射膜能够有效增加盖板玻璃的透光率,让更多的光线透过盖板玻璃后照射到太阳能电池硅片上,从而增加太阳能电池硅片上的光照度,也就相应地提高太阳能电池组件的光电转换效率,最终提高太阳能电池组件的功率。并且,具有减反射膜的盖板玻璃结构简单,易加工,且成本相对较低。
附图说明
34.图1为本技术中太阳能电池组件封装结构的结构示意图,该图为主视图。
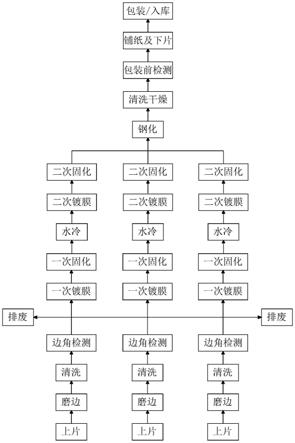
35.图2为本技术中太阳能光伏盖板玻璃深加工方法的流程图。
36.元件标号说明
37.10
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
盖板玻璃
38.11
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
玻璃本体
39.12
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
减反射膜
40.121
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
下反射膜层
41.122
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
上反射膜层
42.20
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
背板玻璃
43.30
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
太阳能电池硅片
具体实施方式
44.以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效。
45.须知,本说明书附图所绘的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
46.本技术提供一种太阳能光伏盖板玻璃,下述简称盖板玻璃10。如图1所示,盖板玻璃10用于封装在太阳能电池硅片30的正上方,而太阳能电池硅片30的正下方由背板玻璃20封装。因此,盖板玻璃10和背板玻璃20上下正对设置,两者之间形成用于封装太阳能电池硅片30的封装区。盖板玻璃10的上表面背向太阳能电池硅片30,盖板玻璃10的下表面面向太阳能电池硅片30;背板玻璃20的上表面面向太阳能电池硅片30,背板玻璃20的下表面背向太阳能电池硅片30。太阳能电池硅片30具有多块电池硅片,多块电池硅片呈矩阵式排布,即多块电池硅片在水平面中以n行m列的方式有序排布。特别地,如图1所示,盖板玻璃10的玻璃本体11的上表面上固设有减反射膜12(ar膜);在上下方向上,减反射膜12覆盖太阳能电池硅片30的电池硅片。如此,减反射膜12优选覆盖玻璃本体11的整个上表面。由背板玻璃20、盖板玻璃10、以及太阳能电池硅片30构成的组件为太阳能电池组件。
47.由盖板玻璃10和背板玻璃20封装的太阳能电池硅片30在使用时,太阳光透过盖板玻璃10后照射到太阳能电池硅片30上,盖板玻璃10上的减反射膜12能够有效增加盖板玻璃10的透光率,让更多的光线透过盖板玻璃10后照射到太阳能电池硅片30上,从而增加太阳能电池硅片30上的光照度,也就相应地提高太阳能电池组件的光电转换效率,最终提高太阳能电池组件的功率。并且,具有减反射膜12的盖板玻璃10结构简单,易加工,且成本相对较低,故本技术低成本地实现了显著提升太阳能电池组件的转换效率和功率。本技术中,具有减反射膜12的盖板玻璃10的透光率提高2.3%以上,整体透光率高达94%以上,提高太阳能电池组件输出功率约1.5~2%。同时,盖板玻璃10的上表面具有减反射膜12后,还能提高盖板玻璃10的耐候性、防雾性能、耐污染性能和一定的耐酸碱性能等指标。
48.优选地,如图1所示,减反射膜12为上下两层结构的双层膜,即减反射膜12包括固设在玻璃本体11上表面上的下反射膜层121、以及固定在下反射膜层121上的上反射膜层122。双层膜结构的减反射膜12能够进一步提高盖板玻璃10的透光率,具有双层减反射膜12结构的盖板玻璃10的透光率相对于单层减反射膜12结构的盖板玻璃10的透光率而言提高了0.2%~0.3%,相应地使太阳能电池组件的发电功率增加2w左右。
49.基于上述结构的盖板玻璃10,本发明还提供一种深加工方法。如图2所示,本技术涉及盖板玻璃10的深加工方法依次包括以下步骤:
50.c1、上片:采用上片机、或使用机械手、或采用与原片玻璃直接连接的方式,将原片玻璃放置在深加工生产线上,开始进行后续深加工处理。以2.2m*1.1m规格的原片玻璃为例,上片节拍为每分钟6片。
51.c2、预处理原片玻璃,得到玻璃本体11;该步骤c2依次包括以下分步骤:
52.c21、磨边:使用磨边机对原片玻璃的外边缘进行磨边处理,先磨一对边,然后将原片玻璃旋转90度后再磨另一对边。磨边机可以为直线双圆边磨边机,其为高速磨边机,能够实现每分钟6片的生产节拍。原片玻璃磨边后,能够降低后续钢化时在钢化炉内自爆的自爆率,提高生产产能,同时还可以降低原片玻璃对深加工生产线上后续机械设备的磨损,降低人员受伤概率,提高生产安全性。
53.c22、清洗:使用第一清洗机清洗磨边后的原片玻璃,去除磨边后的玻璃粉、以及原片玻璃上本身粘附的赃物。第一清洗机采用水洗的方式清洗原片玻璃,并风刀吹干原片玻璃上的水雾。
54.c23、边角检测:使用检测设备检测清洗后原片玻璃的边角,筛选出不合格的原片玻璃。本实施例中,检测设备包括图像获取装置和控制系统,图像获取装置高速拍摄原片玻璃的边角图像、并将边角图像传输给控制系统,控制系统采用大数据对比方法检测原片玻璃的磨边质量,区分出合格的原片玻璃和不合格的原片玻璃。
55.c24、排废:通过排废装置将不合格的原片玻璃从深加工生产线上排出,合格的原片玻璃继续进入后续工段。如此,能够避免不合格的原片玻璃进入后续工段,从而节约生产物料,节能能耗,提高生产效率。另外,不合格的原片玻璃由排废装置自动排出,减少人工参与度,降低人工成本。
56.c3、镀膜及固化:在玻璃本体11的表面镀上减反射膜12,并加热镀有减反射膜12的玻璃本体11,使减反射膜12固定在玻璃本体11的表面,得到盖板玻璃半成品。镀膜和固化可以为一次镀膜和一次固化,但本技术优选为二次镀膜和二次固化,提升盖板玻璃10的透光率。具体地,进行二次镀膜和二次固化的步骤c3依次包括以下分步骤:
57.c31、一次镀膜:在第一镀膜房内对玻璃本体11的表面进行一次镀膜;一次镀膜过程中,第一镀膜房的温度为20℃~26℃,第一镀膜房的相对湿度为30%~50%。
58.c32、一次固化:将一次镀膜后的玻璃本体11送入第一固化炉,第一固化炉加热一次镀膜后的玻璃本体11至150℃~300℃,经过热处理工艺使一次镀膜的膜层固定在玻璃本体11的表面、形成下反射膜层121,下反射膜层121与玻璃本体11结合牢固。
59.c33、冷却:使用水冷机冷却玻璃本体11,使玻璃本体11降温至30℃以下,以提高后续二次镀膜的效果。
60.c34、二次镀膜:在第二镀膜房内对玻璃本体11表面的下反射膜层121上进行二次
镀膜;二次镀膜过程中,第二镀膜房的温度为20℃~26℃,第二镀膜房的相对湿度为30%~50%。
61.c35、二次固化:将二次镀膜后的玻璃本体11送入第二固化炉,第二固化炉加热二次镀膜后的玻璃本体11至150℃~300℃,经过热处理工艺使二次镀膜的膜层固定在下反射膜层121的表面、形成上反射膜层122,上反射膜层122与下反射膜层121结合牢固,且上反射膜层122和下反射膜层121形成上下两层结构的减反射膜12。在一次镀膜和二次镀膜的过程中,通过调整第一镀膜房和第二镀膜房内皮带和胶辊的速度来分别控制下反射膜层121的厚度和上反射膜层122的厚度,最终得到高透光性高耐候性减反射的盖板玻璃10成品。
62.c4、钢化:将盖板玻璃半成品送入钢化炉,钢化炉将盖板玻璃半成品加热到600℃~700℃,对盖板玻璃半成品使用2
‑
4万pa的风压进行高压淬火,之后在1s~2s的时间(优选为1.5s左右)内将盖板玻璃半成品快速冷却至150℃,得到盖板玻璃10;。如此,使普通玻璃表面产生应力,从而获得高性能指标的盖板玻璃10,使盖板玻璃10具有较高的机械强度、抗弯强度、抗剧变温差能力和挠度。本实施例中,钢化炉采用电加热连续玻璃钢化炉。本实施例中,钢化后的盖板玻璃10的抗弯强度是同等厚度普通玻璃的4~5倍以上,抗剧变温差能力是同等厚度普通玻璃的3倍,挠度比同等厚度普通玻璃大3~4倍;并且,钢化后的盖板玻璃10破碎后呈微小颗粒状,可避免对人的伤害。另外,在其他实施例中,钢化炉可选用高速钢化炉,以提高产能,降低单位能耗。
63.c5、后处理盖板玻璃10,该步骤c5依次包括以下分步骤:
64.c51、清洗干燥:使用第二清洗机清洗盖板玻璃10,洗去盖板玻璃10上的浮沉、印记等,为后续最终包装做准备。第二清洗机采用水洗的方式清洗盖板玻璃10,并风刀吹干盖板玻璃10上的水雾。
65.c52、包装前检测:使用全自动检测设备在线检测盖板玻璃10,比如检测盖板玻璃10是否完整、表面是否有划痕等,同时还根据检测结果对盖板玻璃10进行分等级。该步骤由全自动检测设备进行在线检测,能够节约人工成本。
66.c53、铺纸及下片:检测完好的盖板玻璃10自动传输到下移工序,通过在线铺纸机进行自动在线铺纸;即:在线铺纸机布置在传输辊道的上方,当在线铺纸机自动检测到盖板玻璃10来片时,在线铺纸机在传输中的盖板玻璃10的上表面上铺纸,所铺的纸覆盖盖板玻璃10上表面上的减反射膜12;如此,传输中的盖板玻璃10不需要停片即可完成铺纸,并且,在线铺纸机铺纸精度高、速度快、占用厂房宽度小。之后,铺纸完成后的盖板玻璃10采用下片机捞取下片,下片机从盖板玻璃10的下部取片,避免下片机接触盖板玻璃10上表面的减反射膜12,减少膜层破坏,下片机速度快、占地少,具有较高的成本优势。下片机捞取盖板玻璃10后,按照不同等级将盖板玻璃10从深加工生产线移送到对应等级的玻璃垛。
67.c54、包装或入库。
68.优选地,可以在步骤c4钢化之前设置储片工序,即可以在钢化炉在检修时将钢化前的盖板玻璃半成品放置在储片装置中,也可以对生产线漏片进行补片。
69.上述盖板玻璃10的深加工方法中,上片、磨边、清洗、边角检测、排废、一次镀膜、一次固化、水冷、二次镀膜和二次固化构成钢化前处理工序,清洗干燥、包装前检测、铺纸及下片构成钢化后处理工序。本技术通过上述盖板玻璃10的深加工方法高效率地加工出具有双层减反射膜12结构的盖板玻璃10,合理分布产线布置,提高生产产能。
70.本技术再提供一种盖板玻璃10的深加工生产线,用于进行如上的深加工方法,深加工生产线包括用于进行上片的上片机、用于进行预处理原片玻璃的预处理线、用于进行镀膜的镀膜房、用于进行固化的固化炉、用于进行钢化的钢化炉、以及用于进行后处理盖板玻璃10的后处理线。
71.进一步地,深加工生产线还包括用于进行冷却的水冷机,镀膜房包括用于进行一次镀膜的第一镀膜房、以及用于进行二次镀膜的第二镀膜房,固化炉包括用于进行一次固化的第一固化炉、以及用于进行二次固化的第二固化炉,第一镀膜房、第一固化炉、水冷机、第二镀膜房和第二固化炉沿加工顺序先后排布。
72.进一步地,预处理线包括沿加工顺序先后排布的磨边机、第一清洗机、检测设备和排废装置。预处理线可以有一条,也可以有多条。图2所示的视图中,预处理线有三条,每条预处理线的后续都配置有相应的第一镀膜房、第一固化炉、水冷机、第二镀膜房和第二固化炉。如此,上片机、磨边机、第一清洗机、检测设备、排废装置、第一镀膜房、第一固化炉、水冷机、第二镀膜房和第二固化炉构成一条钢化前处理线,一条高速钢化炉配三条钢化前处理线,三条钢化前处理线在钢化炉前汇流盖板玻璃半成品,对盖板玻璃半成品进行等间距排布,降低钢化炉空载率。三条钢化前处理线相互连通,可相互补片。一条高速钢化炉后配置一台第二清洗机、一台全自动检测设备、一台在线铺纸机和一台下片机,减少产线占地面积;第二清洗机、全自动检测设备、在线铺纸机和下片机构成后处理线。
73.进一步地,盖板玻璃10的深加工生产线可以采用自动化连线控制系统,深加工生产线上的各加工设备及各段连线辊道都与控制系统通讯连接,如此,控制系统能动态协调各加工设备及各段连线辊道的生产节拍与速度,实现各单体设备间的产能匹配。
74.综上所述,本发明有效克服了现有技术中的种种缺点而具高度产业利用价值。
75.上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1